Механизация сварочных работ является наиболее эффективным средством повышения производительности труда, снижения себестоимости и улучшения качества работ. Ввиду специфики выполнения сварочных работ в монтажных условиях они значительно уступают по уровню механизации аналогичным работам, выполняемым в заводских условиях. Поэтому повышение уровня механизации сварочных работ является важнейшей задачей инженерно-технических работников, занятых в области монтажной сварки тепломеханического оборудования.
МЕХАНИЗАЦИЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ ВЫСОКОГО ДАВЛЕНИЯ
Ручная аргонодуговая сварка корневых швов неноворотных стыков толстостенных труб требует высокой квалификации сварщиков, поэтому Центроэнергомонтаж уделял много внимания разработке оборудования и технологии автоматической аргонодуговой сварки.«Впервые в теплоэнергетике опытная автоматическая аргонодуговая сварка была выполнена на главном паропроводе блока № 2 Ярославской ТЭЦ № 3 в 1962 г. В последующие годы разработанные оборудование и технология были широко внедрены на монтаже Конаковской ГРЭС, ТЭЦ № 23 Мосэнерго, а также в ряде других организаций.
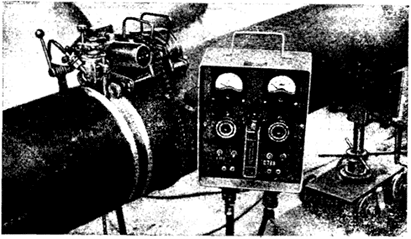
Рис. 6-7. Сварочный автомат ЛТА-3М.
Автомат для сварки корневых швов АТА-3М (рис. 6-7) отличается простотой конструкции и удобством в эксплуатации, поэтому для его обслуживания не требуется операторов высокой квалификации.
Технические данные автомата АТА-ЗМ
Диаметр свариваемых труб, мм . . 133—500
Скорость сварки, м/ч .. 2,5—7
Максимальный сварочный ток, а 150
Напряжение цепи управления, в .. 36
Габариты сварочной головки, мм ... 235χ300χ105
Масса сварочной головки с цепью, кг 13
Минимальный просвет между свариваемыми трубами, мм ... 140
Габариты пульта управления, мм ... 115X220X280
Масса пульта управления, кг .. 4
Габариты силового шкафа, мм ... 450X150X300
Масса силового шкафа, кг . 25
Сварочная головка состоит из каретки, механизма вращения, механизма натяжения цепи и копирующего устройства; закрепляется на трубе с помощью разъемной цепи, что позволяет одной головкой охватить широкий диапазон размеров свариваемых труб. Постоянство положения каретки относительно оси стыка достигается с помощью опорных колес. Передние колеса имеют бурты, которые при перемещении каретки в заданном направлении прижимаются к обработанной фаске свариваемой трубы. Это позволяет сваривать вертикальные и наклонные трубы без предварительной установки направляющих хомутов. Постоянство длины дуги и заданного положения электрода относительно оси стыка обеспечивается копиром, жестко связанным с горелкой плавающего типа, опорный ролик которого перемещается по наружной поверхности усов разделки.
Переносный пульт управления должен находиться непосредственно на рабочем месте. Он обеспечивает дистанционное включение электродвигателя сварочного преобразователя, включение и реверсирование электродвигателя механизма вращения головки и плавную регулировку скорости вращения головки и сварочного тока.
Наилучшие результаты по формированию корневого шва в различных пространственных положениях, по стабильности провара при изменении параметров режима, а также по допускаемым отклонениям при сборке были получены при использовании ступенчатой разделки (см. рис. 6-6,а).
При аргонодуговой сварке труб из малоуглеродистой стали из-за малой раскисленности основного металла швы склонны к образованию трещин (при толщине стенки труб более 10-15 мм), поэтому сборку под сварку труб из стали 20 выполняют с применением плоской расплавляемой вставки, изготавливаемой из сварочной проволоки Св-08Г2С 0 3 мм (см. рис. 6-6,д).
Для сборки труб под автоматическую аргонодуговую сварку используются сборочные приспособления и стенды, указанные выше. Сварка выполняется за один оборот автомата на следующем режиме: сварочный ток 120—140а, длина дуги 1 — 2 мм, скорость сварки 3—3,5 м/ч, расход аргона 6—8 л/мин. Предварительный подогрев труб перед автоматической сваркой выполняется в тех же случаях, что и при ручной аргонодуговой сварке.
Сварка более 1 000 стыков ответственных трубопроводов высокого давления, выполненная на монтаже Конаковской ГРЭС и ТЭЦ № 23 Мосэнерго, показала, что автоматическая аргонодуговая сварка при ступенчатой разделке кромок обеспечивает получение стабильного качества сварных соединений, а при заводской поставке труб с обработанными концами сокращает примерно на 30% трудозатраты (по сравнению со стыками, свариваемыми на подкладных кольцах) на сборочных работах и предварительном подогреве.
Однако, как уже отмечалось, заводы-изготовители пока не обеспечивают поставки трубопроводов с качественно обработанной ступенчатой разделкой концов труб. В связи с этим ступенчатая разделка применяется в тех случаях, когда обработка концов труб под сварку производится непосредственно на монтажной площадке.
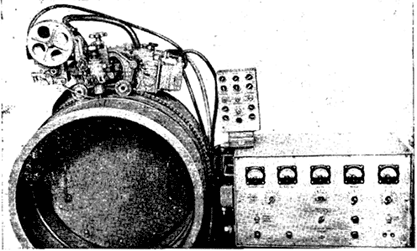
Рис. 6-8. Сварочный автомат АТ-159-ШМ.
Для возможности применения автоматической сварки при поставке трубопроводов со стандартной двухскосной разделкой в Центроэнергомоитаже разработана технология сварки, которая была внедрена на Конаковской, Костромской и Лукомльской ГРЭС. Однако ввиду необходимости значительно более точной сборки под автоматическую сварку по сравнению с ручной аргонодуговой сваркой эта технология не получила широкого применения.
Наряду с созданием оборудования· и разработкой технологии автоматической аргонодуговой сварки корневых швов неповоротных стыков трубопроводов Центроэнергомонтаж в течение длительного времени занимается решением чрезвычайно сложной проблемы — автоматизацией сварки всего сечения неповоротных стыков трубопроводов высокого давления в монтажных условиях. Работы по автоматической аргонодуговой сварке неплавящимся электродом всего сечения неповоротных стыков трубопроводов велись по двум направлениям:
разработка технологии и оборудования для сварки пульсирующей дугой;
разработка технологии и оборудования для сварки синхронизированной дугой.
Первые положительные результаты по автоматической сварке пульсирующей дугой были получены в 1966 г. на. Белоярской АЭС на сравнительно тонкостенных трубопроводах из нержавеющей аустенитной стали марки 0Х18Н10Т 0 219X14 мм.
Созданный в Центроэнергомонтаже позднее сварочный автомат AT-159-IIIM (рис. 6-8) имеет значительно большие технологические возможности и позволяет производить сварку толстостенных труб непрерывной, пульсирующей и синхронизированной дугой.
Технические данные автомата ΑΤ-159-ΙΙΙΜ
Диаметр свариваемых труб, мм . 159—560
Толщина стенки свариваемых труб, мм
12—80
Скорость передвижения сварочной головки, м/ч:
рабочая .. 3—6
маршевая ... 17—34
Скорость подачи присадочной проволоки, м/ч . . 7—70
Частота поперечных колебаний электрода и проволоки, кол/мин 15—40
Амплитуда поперечных колебаний, мм До 18
Частота пульсаций сварочного тока при пульсирующей дуге, цикл/сек . ..0,8—2
Регулирование частоты пульсаций Плавное
Сварочный ток, а:
при непрерывной дуге До 300
при пульсирующей дуге:
минимальный 50
максимальный .. До 450
при синхронизированной дуге основной ... До 250
дополнительный в крайних точках амплитуды колебаний . 40—120
Напряжение цепи управления, в 36
Габариты, мм:
сварочной головки 350χ240χ330
пульта управления . 125X200X65
шкафа управления . 620х32х220
Масса, кг:
сварочной головки .. 17,4
пульта управления 0,9
шкафа управления ... 19,0
Сварочная головка состоит из каретки, механизма передвижения головки, механизма натяжения цепи, механизма подачи присадочной проволоки, горелки и механизма поперечных колебаний проволоки с горелкой.
Во избежание незапланированных смещений электрода от оси стыка при вращении автомата на свариваемую трубу до установки автомата устанавливают специальный направляющий хомут, по которому перемещаются передние колеса автомата.
Механизм подачи присадочной проволоки имеет оригинальную конструкцию, обеспечивающую при одном подающем механизме возможность сварки как по часовой, так и против часовой стрелки.
Для обеспечения качественной защиты электрода и расплавленного металла при вылете электрода до 80 мм была применена горелка с газопроницаемыми вкладышами, обеспечивающая ламинарное истечение потока на значительной длине.
Шкаф управления позволяет производить все операции, необходимые для выбора метода сварки, а также для настройки, контроля и корректировки режима сварки.

Рис. 6-9. Разделки кромок для автоматической аргонодуговой сварки всего сечения неповоротных стыков трубопроводов.
Пульт управления предназначен для управления настройкой автомата, для пуска и окончания процесса сварки, а также для дистанционного регулирования сварочного тока.
При сварке пульсирующей дугой электрод перемещается вдоль шва без поперечных колебаний; при этом величина сварочного тока непрерывно изменяется в соответствии с заданным циклом пульсации (за счет ступенчатого изменения активного сопротивления обмотки возбуждения стандартного сварочного преобразователя). Частота пульсации, а также время паузы в пределах каждого цикла задаются специальным мультивибратором, собранным на полупроводниковых элементах. Отсутствие поперечных колебаний в процессе сварки определяет выбор для этого способа сварки узкой щелевидной разделки кромок (рис. 6-9,а).
Сварка осуществляется без предварительного подогрева с выполнением проходов за полный оборот сварочной головки или за два полуоборота «на подъем». Корневой шов сваривается непрерывной дугой, а последующие проходы — пульсирующей дугой.
Режим сварки шва пульсирующей дугой
Скорость сварки, м/ч . 2,5—3,0
Частота пульсации, цикл/сек ... 1,4
Максимальное значение пульсирующего тока, а . . . . 240—250
Минимальное значение пульсирующего тока, а 100—110
Скорость подачи присадочной проволоки, м/ч 15—20
Длина дуги, мм . 3—3,5
Расход аргона, л/мин ... 8—10
Диаметр присадочной проволоки, мм ... 1,6
Такой режим обеспечивает высоту наплавленного слоя в каждом проходе около 3 мм.
Положительные результаты многочисленных лабораторных исследований позволили тресту в 1968 г. успешно осуществить на ТЭЦ № 23 Мосэнерго первую в теплоэнергетике опытнопроизводственную автоматическую аргонодуговую сварку всего сечения стыков главного паропровода 0 325X43 мм и пароперепускных труб 0 158X18 мм из стали 12Х1МФ. Затраты времени на выполнение одного стыка, включая установку автомата, настроечные операции и машинное время сварки, составили: для труб 0 159X18 мм—1 ч 40 мин, для труб 0 325Х Х43 мм — 7 ч 30 мин.
Опытно-производственная сварка показала, что разработанная технология автоматической аргонодуговой сварки пульсирующей дугой труб со щелевидной разделкой кромок позволяет примерно в 3 раза сократить (по сравнению с ручной электродуговой сваркой) объем наплавленного металла; при этом исключаются трудоемкие операции по предварительному и сопутствующему подогреву свариваемых труб. Вместе с тем было установлено, что при сварке толстостенных трубопроводов с такой разделкой затрудняется наблюдение за процессом сварки, особенно при сварке корневых проходов, а главное, необходима высокая точность обработки кромок и сборки труб под сварку, что создает определенные трудности при широком внедрении этого способа в монтажных условиях.
В этом отношении разработанный в Центроэнергомоитаже способ сварки синхронизированной дугой расширяет технологические возможности метода, так как введение поперечных колебаний электрода с регулируемой амплитудой позволяет существенно снизить требования к точности изготовления фасок и сборки стыков под сварку. Вместе с тем положительный эффект, создаваемый циклически изменяющейся тепловой мощностью дуги, остается, так как в крайних точках амплитуды поперечных колебаний электрода (при подходе к кромкам разделки) сварочный ток увеличивается до пикового значения.
Разделка кромок при сварке синхронизированной дугой приведена на рис. 6-9,6.
Режим сварки синхронизированной дугой
Скорость сварки, м/ч . 2,5—3
Основной сварочный ток, а ... 140
Пиковый сварочный ток, а . 200
Амплитуда поперечных колебаний, мм .. 2—5
Частота поперечных колебаний, цикл/мин 15
Скорость подачи присадочной проволоки, м/ч 20—30
Длина дуги, мм . . 2,5—3
Расход аргона, л/мин . 8—10
Диаметр присадочной проволоки, мм 1,6
Данный режим обеспечивает высоту наплавленного слоя в каждом проходе 3,5—4,0 мм.
Необходимо отметить, что автоматическая аргонодуговая сварка неповоротных стыков трубопроводов обеспечивает исключительно высокое качество сварных соединений, но по производительности труда не превосходит ручную электродуговую сварку, которая в настоящее время обеспечивает возможность получения сварных соединений трубопроводов, отвечающих предъявляемым требованиям при весьма незначительном браке по результатам физических методов контроля (около 1%). Применение же автоматической сварки требует значительно более сложного и пока еще дефицитного оборудования (автомат ΑΤ-159-ΙΙΙΜ изготавливается небольшими партиями только Опытным экспериментальным заводом монтажной техники треста Центроэнергомонтаж), а также более высокой культуры выполнения монтажных работ. Поэтому автоматическая аргонодуговая сварка всего сечения неповоротных стыков трубопроводов высокого давления на тепловых электростанциях до настоящего времени пе получила широкого применения.
В целях определения области рационального применения автоматической сварки трубопроводов на монтаже тепловых электростанций трестом Центроэнергомонтаж совместно с ВТИ проведено исследование свойств сварных соединений труб из стали 12Х1МФ с толщиной стенки до 20 мм, выполненных автоматической аргонодуговой сваркой синхронизированной и пульсирующей дугой без последующей термической обработки. Эти исследования показали, что сварные соединения, выполненные автоматической сваркой без последующей термообработки, удовлетворяют всем предъявляемым требованиям и пе уступают по качеству термообработанным сварным соединениям, выполненным ручной электродуговой сваркой. На основании полученных результатов в порядке эксплуатационного опробования при монтаже блока № 7 Костромской ГРЭС ряд стыков труб 159X18 из стали 12X1МФ был выполнен автоматической аргонодуговой сваркой без последующей термической обработки.
Учитывая применение в современных крупных котлоагрегатах большого количества труб с толщиной стенки до 20 мм (около 1 000 стыков на один котлоагрегат) и значительные трудозатраты на выполнение термообработки сварных стыков, эта область применения автоматической аргонодуговой сварки является весьма перспективной. Успешно применяется автоматическая аргонодуговая сварка и при монтаже ответственных трубопроводов атомных электростанций.