В нашей стране ведутся большие работы по созданию атомной энергетики. Пятилетним планом развития народного хозяйства СССР на 1971 —1975 гг. предусмотрен ввод мощностей на АЭС в размере 6—8 млн. кВт, а за 10—12 лет намечается ввести в эксплуатацию на АЭС до 30 млн. кВт. Начиная с 1954 г., когда была введена первая в мире атомная электростанция в г. Обнинске, непрерывно совершенствуются конструкции оборудования атомных электростанций — реакторов и вспомогательного оборудования, увеличиваются их мощность и надежность.
В конце 60-х годов были закончены строительством и введены в эксплуатацию первые очереди Белоярской и Нововоронежской атомных электростанций. Опыт проектирования и строительства этих АЭС позволил создать новые, еще более мощные установки.
Первая очередь Белоярской АЭС оборудована двумя уран- графитовыми реакторами электрической мощностью 100 и
200 МВт. Дальнейшим развитием этого типа реакторов явились аппараты электрической мощностью 1 000 МВт, которые устанавливаются на нескольких АЭС, в том числе на Курской.
Первая и вторая очереди Нововоронежской АЭС оборудованы водо-водяными реакторами электрической мощностью 210 и 365 МВт, а четвертая — будет иметь реактор того же типа мощностью 1 000 МВт.
В настоящее время закончено строительство АЭС с реактором мощностью 350 МВт на быстрых нейтронах в г. Шевченко; реактором на быстрых нейтронах мощностью 600 МВт оборудуется вторая очередь Белоярской АЭС. Это наиболее перспективные и в то же время наиболее сложные ядерные установки.
Монтаж оборудования Белоярской и Нововоронежской АЭС выполнялся и выполняется трестом Центроэнергомонтаж, который накопил в этой области значительный опыт.
ОСОБЕННОСТИ ОРГАНИЗАЦИИ МОНТАЖА ОБОРУДОВАНИЯ АЭС
ПРОИЗВОДСТВО МОНТАЖНЫХ РАБОТ
В отличие от тепловых электростанций атомные электростанции обладают по крайней мере одним радиоактивным «первым» контуром, в комплект оборудования которого входят: энергетические" реакторы, парогенераторы, циркуляционные насосы; главные циркуляционные и другие трубопроводы; насосы, аппаратура и трубопроводы вспомогательных устройств.
Кроме того, при одноконтурных схемах в радиоактивный контур включаются турбины со всем их вспомогательным оборудованием.
Специфичность монтажа оборудования радиоактивного контура состоит в следующем:
значительная часть оборудования, трубопроводов и емкостей, предназначенных для работы с радиоактивным теплоносителем, изготавливаются из аустенитных сталей. Их монтаж и сварка требуют освоения и применения новых относительно более трудоемких технологических процессов; при монтаже оборудования и трубопроводов первого контура, в которых циркулирует радиоактивный теплоноситель, необходимо обеспечивать высокую степень чистоты внутренних поверхностей, чтобы не допускать загрязнения теплоносителя. Различные загрязнения в составе теплоносителя при прохождении через активную зону реактора активируются и могут вызвать повышение фона радиоактивности оборудования и трубопроводов контуров, что затруднит их эксплуатацию. Кроме того, крупные частицы загрязнений могут забить малые зазоры между плотно скомпонованными тепловыделяющими элементами в активной зоне водо-водяного реактора;
при выверке громоздких и сложных узлов и деталей реакторов, вспомогательного оборудования и трубопроводов необходимо выдерживать заданные чертежами жесткие допуски, сопоставимые с допусками на монтаже проточной части турбины;
при монтаже оборудования АЭС встречается много так называемых «скрытых» мест, которые вследствие появления при эксплуатации радиоактивности лишь частично доступны для проведения ревизий и ремонтов. Это вызывает необходимость применения дополнительных видов контроля;
монтаж технологического оборудования часто совмещается с выполнением строительных работ, работ по устройству биологической защиты из разных материалов, теплоизоляции и т. п. При этом «грязные» работы подлежат выполнению вблизи от «чистого» оборудования, что вызывает необходимость в дополнительных защитных средствах, предупреждающих загрязнение оборудования;
монтаж контрольно-измерительных приборов, устройств автоматического управления и защиты, дозиметрического контроля отличается от аналогичных работ на тепловых электростанциях значительно большим объемом работ; наличием многих новых типов датчиков, приборов и коммуникаций передачи импульсов; тесным и сложным их переплетением с деталями и узлами технологического оборудования. Вследствие этого монтаж КИП, автоматики и дозиметрии должен совмещаться с монтажом технологического оборудования и выполняться по специально разработанным технологическим графикам на совмещенные виды работ;
трубопроводы атомных электростанций значительно отличаются от трубопроводов тепловых электростанций. Главные циркуляционные трубопроводы на АЭС с водо-водяными реакторами типа ВВЭР-440 работают под давлением 125 кгс/см2, имеют условный диаметр' 500 мм и изготавливаются из нержавеющей стали, так же как и многие другие трубопроводы;
значительная часть оборудования и трубопроводов, работающих с радиоактивными средами, размещается в тесных бетонных боксах, что затрудняет выполнение такелажных работ, повышает стоимость монтажных работ;
значительная часть сварных соединений подвергается контролю рентгено- или гамма-просвечиванием, цветной дефектоскопией и ультразвуком, а плотность сварных соединений крупных и громоздких узлов реакторов и другого оборудования проверяется гелиевыми течеискателями или другими равноценными методами. Для выполнения этих трудоемких и сложных видов контроля необходимы соответствующая аппаратура и большое количество рентгеновской пленки, гелия, фреона и других дефицитных и дорогих вспомогательных материалов;
объемы работ по изготовлению трубопроводов низкого давления, технологических металлоконструкций, нестандартного оборудования и воздуховодов технологической вентиляции, входящих в поставку монтажной организации, отличаются от обычных котельно-вспомогательного оборудования и трубопроводов для тепловых электростанций не только по конструкции, но и тем, что значительная часть их изготавливается из нержавеющих сталей, при повышенных требованиях к чистоте поверхности, точности и качеству изделий и к контролю за ними;
пусконаладочные работы на АЭС проводятся на стадиях физического пуска реактора и энергетического пуска станции и освоения проектной мощности; они более длительны, чем на тепловой электростанции.
Конструктивная особенность оборудования и трубопроводов первых контуров АЭС, специфика их монтажа и испытаний вызывает потребность в специальной монтажной оснастке, приспособлениях и механизмах.
Условия производства работ на АЭС требуют значительных изменений в организации монтажа. Эти изменения в первую очередь касаются состава временных производственных сооружений монтажной организации, предмонтажной подготовки оборудования, технологии монтажа специального оборудования, технологии продувок и промывок трубопроводов, организации совмещения строительных и монтажных работ, структуры монтажных участков, организации службы технического контроля и подготовки кадров.
ОРГАНИЗАЦИЯ МОНТАЖНОЙ ПЛОЩАДКИ
На монтажной площадке выполняются работы по предмонтажной подготовке оборудования и трубопроводов АЭС, а также по изготовлению металлоконструкций (нержавеющие и углеродистые облицовки помещений), нестандартного оборудования (баки различных габаритов из нержавеющей и углеродистой сталей), трубопроводов из углеродистой и нержавеющей стали и некоторых других изделий.
Некоторые особенности организации хозяйства монтажной организации на АЭС можно проследить на примере Белоярской АЭС, площадь стройплощадки которой составляет 30 га, из них 6 га приходится на временные сооружения монтажной организации.
В состав хозяйства монтажной организации (рис. 5-1) входят следующие основные сооружения:
- Открытая монтажная площадка размером 300 X 32 м с гравийным и бетонным покрытием, подъездным железнодорожным и автомобильным путями, оборудованная двумя козловыми кранами грузоподъемностью по 30/5 тс. Площадка предназначена для изготовления нестандартного оборудования из углеродистой стали, а также для ревизии и укрупнительной сборки громоздкого оборудования. На открытой площадке расположены гильотинные ножницы Н-475Α, вальцы ЛГВ-1800, пресс-ножницы и сварочные аппараты. Все станки защищены навесами, а сварочные трансформаторы установлены в будках. Здесь же находятся здание мастерской для лакокрасочных работ и помещение для дробеструйной очистки оборудования.
- Тепломонтажная мастерская, представляющая собой закрытое отапливаемое помещение размером 84 X 24 м с двумя боковыми пристройками шириной по 6,5 м и подъездными железнодорожными и автомобильными путями. В среднем пролете, оборудованном мостовым краном грузоподъемностью 15/5 тс, собирают и сваривают облицовки из нержавеющей и углеродистой стали, очищают трубопроводы из нержавеющей стали, производят ревизию оборудования и арматуры.
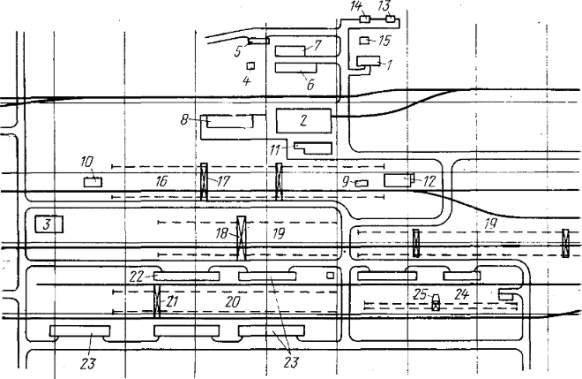
Рис. 5-1. Планировка строймонтажной базы АЭС.
1 — контора монтажного участка и лаборатория; 2 — тепломонтажная мастерская; 3 — кислородный завод; 4 — ацетиленовая станция; 5 — склад карбида; 6 — трубопроводная мастерская и гараж; 7 — трубопроводная площадка; 8 — холодный склад готовых трубопроводов: 9 — дробеструйная установка; 10 — электросварочная мастерская; 11 — мастерская КИП и автоматики; 12 — мастерская по окраске и консервации оборудования; 13 — склад химреагентов; 14 — склад органических растворителей; 15 — склад ГСМ; 16 — площадка для храпения и сборки тяжеловесного оборудования; 17 — козловой кран грузоподъемностью 30 тс; 18 — козловой кран грузоподъемностью 30 тс; 19 — открытая площадка хранения и сборки строительных конструкций; 20 — открытая площадка склада оборудования; 21 — козловой кран грузоподъемностью 20 тс; 22 — теплый склад; 23 — холодный склад; 24 — открытая площадка для складирования материалов; 25 — башенный кран.
Эта часть мастерской оборудована двумя гильотинными ножницами НЛ-474 и Н-478А, вальцами, радиально-сверлильным ставком и листогибочным станком ЛС-5. В боковых пристройках размещены механическая мастерская, помещение для ревизии сильфонной арматуры, столярная мастерская, кузница, лаборатория механического испытания материалов, инструментальная, комната мастеров и красный уголок.
- Мастерская КИП занимает двухэтажное здание, на первом этаже которого изготовляется и укрупняется оборудование. Здесь размещены токарный станок, контактная сварочная машина, пресс-ножницы. На втором этаже производится предмонтажная очистка импульсных нержавеющих труб и арматуры, собираются стативы датчиков и т. п. Это помещение оборудовано электротельфером грузоподъемностью 1 тс. Рядом с мастерской расположена открытая площадка размером 30 X 15 м для хранения материалов и готовых изделий, а также для выполнения некоторых сборочных и сварочных работ.
- Мастерская группы сварки расположена в отдельном помещении размером 15x9 м, предназначена для работ по наладке режимов новых видов сварки и ремонта сварочного оборудования.
- Трубная мастерская (отапливаемое помещение размером 24 X 12 м) предназначена для работ по изготовлению и сварке трубопроводов, очистке и ревизии арматуры. Мастерская оборудована монорельсом с тельфером грузоподъемностью 1,5 тс, трубогибочным станком, гидропрессом, сверлильным станком, приспособлением для испытания арматуры и стендом для притирки арматуры.
- Отапливаемое помещение для покраски и консервации оборудования размером 15x9 м. Вентиляция и освещение выполнены во взрывобезопасном исполнении. Рядом расположено неотапливаемое помещение для очистки деталей, оборудованное дробеструйным аппаратом БДУ-32. В дальнейшем для покраски и консервации оборудования III блока была построена мастерская значительно большей площади.
- Лаборатории металлографии, фотолаборатория, химлаборатория размещены в каменном двухэтажном доме конторы монтажного участка.
Компоновка и оснащение хозяйства монтажных организаций на других АЭС не отличаются существенно от описанных выше. Исключение составляют площадки на АЭС с реакторами РБМК.
В реакторе РБМК применяются крупногабаритные металлоконструкции большой единичной массы, транспортировка которых в сборе по железной дороге невозможна. Поэтому металлоконструкции -поступают с заводов-изготовителей транспортабельными блоками и на монтажной площадке собираются, свариваются и испытываются.

Рис. 5-2. Временная эстакада с тепляками.
1 — временная эстакада; 2 — тепляки; 3 — мостовой кран грузоподъемностью 2x160/32 тс; 4 — мостовой кран грузоподъемностью 50/10 тс, 5 — крестообразная опора нижней плиты; 6 — нижняя плита; 7 — нижний бак биологической защиты; 8 — кожух; 9 — верхняя плита.
Для укрупнительной сборки и транспортировки к месту установки укрупненных металлоконструкций построена специальная эстакада, примыкающая к зданию реакторного отделения (рис. 5-2), с размещенными полней тремя тепляками со съемными крышами и стендами для сборки и укрупнения металлоконструкций. Тепляки разделены между собой перегородками, позволяющими одновременно вести работы по сборке и сварке металлоконструкций, оснащены взрывобезопасным освещением, приточной и вытяжной вентиляцией, разводками электроэнергии, сжатого воздуха, кислорода, пропан-бутана и технической воды.
Для подъема, кантовки и подачи в шахту укрупненных металлоконструкций установлены два мостовых крана грузоподъемностью 160/32 тс каждый, имеющие возможность перемещаться по подкрановым путям как эстакады, так и реакторного зала.
Временная лаборатория, размещенная в тепляке, позволяет ускорить процесс контроля качества сварных соединений.
Железная дорога и автомобильные пути связывают тепляки со складом оборудования, площадкой изготовления нестандартного оборудования и цехом предмонтажных работ.
ОРГАНИЗАЦИЯ СЛУЖБЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Так как многие узлы оборудования первых контуров АЭС в эксплуатации не обслуживаются, при монтаже и сварке оборудования и станционных трубопроводов первых контуров должно быть обеспечено особо высокое качество работ.
В монтажных чертежах оборудования и трубопроводов имеются указания об обязательности выполнения самых разнообразных и сложных видов контроля качества монтажа и сварки, для выполнения которых была признана необходимой организация специальной службы технического контроля (СТК).
Главной задачей СТК является контроль качества выполняемых монтажным участком работ по изготовлению и монтажу оборудования и трубопроводов, контроль за точным выполнением размеров и указаний чертежей, технических условий, Правил Госгортехнадзора, различных Правил контроля и других технических требований.
СТК осуществляет технический контроль на всех стадиях производства, начиная с момента поступления оборудования, материалов и кончая участием в сдаче узлов заказчику.
В положении об СТК установлено, что:
смонтированное участком оборудование, отдельные узлы и системы могут предъявляться к сдаче заказчику только после приемки их СТК и оформления всей сдаточной документации; начальник СТК подчинен начальнику или главному инженеру участка;
работники СТК подчиняются только начальнику СТК;
осуществляемый СТК контроль качества работ не освобождает начальников цехов, прорабов, мастеров и бригадиров от ответственности за качество выполняемых ими работ и за соответствие их чертежам и другим требованиям.
В обязанности СТК, кроме проведения контроля монтажа и сварки входит:
выявление брака в цехе, его учет и анализ, -установление причин брака и проведение мероприятий по его устранению;
оформление и систематизация технической документации, относящейся к контролю качества монтажных и сварочных работ для передачи ее заказчику;
проверка исправности контрольно-измерительных инструментов, имеющихся на участке, проверка соответствия их паспортам и своевременное предъявление на государственную проверку;
контроль правильности отбора образцов и их маркировки и выдача заданий лаборатории на их испытания;
участие в разработке организационно-технических мероприятий, направленных на дальнейшее улучшение качества монтажных работ;
участие в приемке поступающих на монтажный участок, а также изготовленных на участке оборудования и материалов; проверка наличия заводской документации и сертификатов, соответствия ГОСТ, техническим условиям и материальным спецификациям; составление актов на дефектное оборудование и некомплектность поставки; периодический контроль за хранением оборудования на складах.
Лаборатория монтажного участка является самостоятельным хозрасчетным подразделением и обеспечивает все виды лабораторных испытаний: металлографические, механические, испытания на межкристаллитную коррозию, рентгено- и гамма-просвечивание, испытания на плотность гелиевым и галоидным течеискателями и прочие методы испытаний, требующие использования специального оборудования.
Аппарат СТК состоит из начальника, контрольных мастеров по разным участкам АЭС и видам работ и техников по оформлению документации.
Аппарат лаборатории состоит из руководителя; инженера- металловеда, инженера-химика и инженера-рентгенолога; техников по механическим испытаниям, операторов и дефектоскопистов по разным видам контроля.
Численность работников СТК и лаборатории определяется объемами работ на участках.
Начальнику СТК предоставлено право:
прекращать выполнение монтажных и сварочных работ в случаях нарушения технических требований и чертежей, технических условий и действующих Правил;
требовать от начальников цехов и прорабов устранения причин брака и наказания 'виновных лиц;
запрещать пользование неисправными или непроверенными приборами и приспособлениями;
ставить вопрос о лишении или сокращении премий персоналу, виновному в допущении брака.
ОРГАНИЗАЦИЯ СЛУЖБЫ ГЛАВНОГО ТЕХНОЛОГА В МОНТАЖНОМ ТРЕСТЕ
Началу монтажных работ на каждой атомной электростанции предшествует длительный подготовительный период, в течение которого решаются организационные, хозяйственные, проектные и технологические вопросы, а также подготавливается вся необходимая техническая документация.
По опыту Центроэнергомонтажа для выполнения этих работ в период подготовки к монтажу АЭС целесообразно организовать в тресте группу квалифицированных специалистов под руководством главного технолога по АЭС, которая работает в содружестве со смежными организациями и персоналом монтажного участка.
Полнота и тщательность выполнения работ подготовительного периода в основном определяют будущий уровень организации монтажных работ, рост производительности труда, а также качество работ.
В задачи группы главного технолога по АЭС входит:
участие в работах конструкторских бюро машиностроительных заводов, институтов и проектных организаций в процессе создания головных образцов нового оборудования атомных электростанций с тем, чтобы обеспечить необходимые, условия монтажа этого оборудования на основе передовой монтажной технологии, механизации и индустриальных методов работ;
разработка технологии монтажных и сварочных работ для нового специального оборудования атомных электростанций, а также проведение соответствующих опытно-экспериментальных работ и лабораторных исследований;
выбор необходимых для выполнения этих работ -монтажного оборудования, приспособлений, присадочных и вспомогательных материалов, а также специального оборудования для контроля монтажных и сварочных работ; составление спецификаций этих ресурсов;
изучение, анализ и обобщение опыта монтажа соответствующего специального оборудования в Советском Союзе;
техническая помощь производственному и другим отделам и участкам треста при организации монтажных работ и в освоении новых методов монтажа оборудования и контроля выполненных работ на атомных электростанциях;
выявление физических объемов работ треста на объектах строительства атомных электростанций;
разработка технологических карт и другой технологической документации;
выдача проектных заданий проектно-конструкторским организациям на выполнение проектов организации и производства работ по монтажу оборудования, на конструирование приспособлении, специальной оснастки, монтажных механизмов, необходимых для монтажа и для изготовления нестандартного оборудования;
совместно с главным сварщиком и лабораторией треста обеспечивать кооперацию со специализированными и научно-исследовательскими организациями по выбору и освоению новых методов сварки и всех видов испытаний сварных соединений.
ОРГАНИЗАЦИЯ ПОДГОТОВКИ КАДРОВ
Большая часть инженерно-технических работников, направляемых на комплектование монтажных участков на строительствах АЭС, проходит переподготовку на 2—3-месячных курсах, которые периодически организует Учебный комбинат Центроэнергомонтажа, привлекая преподавателей кафедры атомно-энергетических установок Московского энергетического института.
Подготовка рабочих для монтажа тепломеханического оборудования, контрольно-измерительных приборов и устройств автоматики на строительствах АЭС осуществлялась с учетом распределения профессионального состава — слесари по монтажу металлоконструкций, реактора, механизмов, трубопроводов; сварщики; слесари и электрослесари по монтажу КИПиА и пр.
Подготовка монтажников указанных квалификаций проводилась на специальных курсах. Обучение части дефектоскопистов; проводилось в специализированных организациях.