Сущность консервации заключается в заполнении оборудования и поддержания в нем избыточного давления азота для предотвращения доступа кислорода воздуха.
Азот, используемый для консервации, должен быть достаточно чистым по содержанию в нем кислорода.
В водно-химическом отделении ВТИ была выполнена работа по определению допустимой концентрации кислорода в азоте.
Результаты исследования представлены на графике рис. 5.3 в виде логарифмических кривых, характеризующих зависимость скорости коррозии металла от концентрации кислорода в азоте. Кривая I для полупогруженного в воду образца пересекает линию допустимой скорости коррозии металла в точке, соответствующей концентрации кислорода в азоте 0,7%, кривая 2 для погруженного в воду образца - в точке с содержанием кислорода в азоте 4%. Кривая 3 характеризует скорость коррозии металла в газовой среде при относительной влажности 60 %.
В УралВТИ проведены работы по возможности консервации оборудования азотом, полученным на весьма распространенных в энергетике установках типа КГН-30, выбрасывающих в атмосферу около 300 м/ч азота с содержанием кислорода 2-3%.

Рис. 5.3 Скорость коррозии металла:
1 - для полупогруженного в воду металла на линии раздела; 2 - для погруженного в воду металла; 3 - для металла, находящегося в газовой среде при относительной влажности до 60 %.
Такой азот рекомендуется использовать при консервации оборудования на срок до 48-50 ч, при этом скорость коррозии не превышает допустимую - 30 мг/(м2ч). Со временем скорость коррозии несколько превышает допустимую (рис. 5.4) и при определенных условиях может носить локальный характер, однако она гораздо ниже, чем при контакте поверхностей нагрева с кислородом воздуха Принято, что содержание кислорода в азоте, используемом для консервации, а также в газовом пространстве оборудования не должно превышать 0,5%. Консервацию котлов азотом производят только при останове их в резерв.
В качестве источника получения азота на мощных ГРЭС можно использовать установку АК-0,1 или 2 АжА-0,04 со следующей характеристикой:
Производительность по азоту, м-/ч 95-100
Чистота азота, % .. 99,9;
Давление получаемого газа, МПа ... 15,0;
Обслуживающий персонал, чел .. 18-20.
Водно-химическим отделением ВТИ им. Ф.Э. Дзержинского и химслужбой Павлодарэнерго разработана установка по получению азота и углекислого газа из топочных газов. Топочные газы современных котлов, работающих при малых избытках воздуха, имеют в своем составе в значительных количествах азот и углекислоту и в малых количествах кислород, оксиды серы и азота, пары воды, золу и пр. Установка предназначена для удаления из топочных газов различных примесей и выделения технического азота и углекислоты. Она может быть изготовлена непосредственно на ТЭС, и стоимость полученных на ней газов в несколько раз ниже их товарной цены. Принципиальная технологическая схема установки показана на рис. 5.5.

Рис. 5.4. Зависимость скорости коррозии от времени контакта стали с азотом, содержащим 0 5-3% кислорода, t=20°С:
1 - содержание кислорода в азоте 3%; 2 - содержание кислорода в азоте 0.5%.
Топочные газы отбирают из топки котла 1 при температуре перед реактором не ниже 650 °C и направляют в нижнюю часть реактора 2. Проходя через слой восстановителя, например кокса, газы очищаются от примесей кислорода, удаляется зола. Остатки золы удаляются при прохождении газа через мокрый золоуловитель 5 с проточной технической водой, здесь же удаляется SO3 и частично SO2. Периодически золу из реактора 2 и мокрого золоуловителя 5 сбрасывают по трубопроводам 4 и 6 в канал гидрозолоудаления. В содовом скруббере 8 находится 5-20 %-ный содовый раствор для удаления всех кислотных составляющих топочных газов за исключением СO2. Содовый раствор насосом 10 прокачивают через газоводяной эжектор 9 с удлиненной камерой смешения в содовый скруббер 8. Газоводяным эжектором газ отбирают из котла и под давлением подают из содового скруббера 8 в абсорбер 11. В абсорбере навстречу газу разбрызгивается раствор моноэталамина (МЭА) чтобы связывать углекислоту в бикарбонатные соединения. Азот с остатками СO2 из абсорбера 11 поступает в аппарат 12 на промывку щелочным раствором NaOH и затем по линии 13 в компрессор и ресиверы. Бикарбонатный раствор МЭА из абсорбера 11 насосом 20 прокачивают через подогреватели 30 и 19 и через разбрызгиватель 14 направляют в кипятильник 17 навстречу потоку СO2. Здесь при температуре 102-120 С бикарбонатный раствор МЭА разлагается с выделением СO2 и поступает в теплообменники 19 и 30, холодильник 25 и затем в сборную емкость 26 для повторного использования. Из бака 26 раствор МЭА при температуре 30-50 С насосом 29 направляют в абсорбер 11. Углекислота с парами воды при температуре 102-120X3 поступает в холодильник 21 и затем по трубопроводу 18 в камеру для механической очистки о конденсата на каплеуловителе 22. Конденсат сливается в емкость 26 для повторного использования совместно с раствором МЭА, а углекислота по трубопроводу 23 собирается в газгольдере 27 и по линии 28 поступает на реципиентную станцию. Производительность установки по азоту 90-100 м3/ч, а по углекислоте около 1т/сут. Потребность в углекислоте энергосистемы мощностью 4 тыс. МВт составляет около 20 т в год.
Расчет потребности в азоте для нужд ТЭЦ может быть выполнен по рекомендациям Теплоэлектропроекта и статистическими данными на примере эксплуатации оборудования двух ТЭЦ работающих с пятью котлами типа БКЗ-420-140, пятью турбинами ПТ-60-130 и пятью генераторами типа ТВФ-63.

Рис. 5.5. Схема установки получения СO2 и Ν2 из топочных газов:
1 - отбор газа из топки; 2 - реактор; 3 - резервная емкость с восстановителем; 4 - сброс золы; 5 - мокрый золоуловитель, 6 - сброс золотой пульпы; 7 - подача газа на эжектор; 8 - содовый скруббер; 9 - эжектор; 10 - насос; 11 - абсорбер; 12 - щелочная промывка азота, 13 - азот к реципиентной станции; 14 - разбрызгиватель; 15 - смесь пара и СO2; 16 - бикарбонат МЭА к разбрызгивателю; 17 - кипятильник; 18 - конденсат к СO2; 19 - теплообменник; 20 - насос подачи МЭА; 21 - холодильник; 22 - каплеуловитель; 23 - СO2 к газгольдеру; 24 - раствор МЭА к абсорберу; 25 - холодильник; 26 - емкость исходного раствора; 27 - газгольдер; 28 - СO2 к реципиентной станции; 29 - насос исходного раствора МЭА; 30 - теплообменник.
Исходные данные для выбора производительности установки азот в котел подают в количестве, равном 1,5-3-кратному объему заполняемых участков, для создания избыточного давления 0,02-0,05 МПа требуется подача дополнительного количества азота в размере 20-50% заполненного объема;
утечки азота через неплотности арматуры при проведении консервации приняты в размере 5% объема защищаемого оборудования;
потребность в азоте на продувку проточной части турбины;
потребность в азоте для вытеснения водорода или воздуха из генератора составляет шесть объемов его газовой системы. Каждый генератор останавливают с вытеснением водорода не более 2 раз в год;
расход азота на одну продувку электролизерной составляет 5 м3 при периодической продувке 2 раза в неделю;
объем оборудования парового котла водяной объем 70 м; ПНД и ПВД с паровой стороны 13 м; генератора 48м3;
в период наименьшей электрической и тепловой нагрузки (течение 2 мес. в году) в резерве находится один из пяти турбогенераторов, на потерь на утечки через неплотности;
в течение года в среднем по станции производят [32] \ останова котлов в резерв со средней продолжительностью простоя 4,75 дня, в наиболее неблагоприятную неделю - два останова со средней продолжительностью 5,85 дня. Расчет потребности в азоте с учетом исходных данных приведен в табл.5.1.
Общая годовая потребность азота для нужд ТЭЦ составляет около 62 тыс. м3/ч в наиболее неблагоприятную неделю - 4900 м3. При работе установки в три смены за 25 сут можно удовлетворить потребности в ТЭЦ в азоте и углекислоте. Потребность в азоте ГРЭС мощностью 2400 МВт с восемью блоками по 300 МВт составляет около 75 тыс. м3/ч. Учитывая приведенные расчеты, можно для каждой ТЭС установить необходимое количество ресиверов для создания запаса по азоту и углекислоте.
Установка должна быть оборудована необходимым количеством контрольно-измерительных приборов и работать в автоматическом режиме. Допускается и односменная эксплуатация установки, так как ее пуск в работу и выход на оптимальный режим (если она работала накануне) осуществляются в течение 1 ч.
При выборе восстановителя для реактора 2 необходимо отдавать предпочтение материалу, имеющему наибольшую температуру плавления золы (не ниже 1200 С). В этом случае существенно облегчается удаление золы из реактора при обслуживании установки. Если на ТЭС необходимо вырабатывать только азот, то удаление кислых составляющих можно выполнять связыванием их щелочными растворами.
Таблица 5.1. Расчет потребности в азоте для нужд электростанции с пятью котлами типа БКЗ-420-140, пятью турбинами типа ПТ-60-130 и пятью генераторами типа ТВФ-63
Мероприятие и параметр | В наиболее неблагоприятную неделю | В течение года |
1 | 2 | 3 |
Резервные остановы котла | 2 | 32 |
Средняя продолжительность простоя котла в резерве, останов, дней | 5,85 | 4,75 |
Потребность в азоте для консервации котлов, м3: без вытеснения котловой воды с вытеснением котловой воды азотом в размере трех объемов | 1190 | 3000 |
Замена водорода в генераторах, м3 | 576 | 5760 |
Продувка электролизной, м3 | 10 | 520 |
Консервация турбин при простое в резерве: | 5 | 60 14400 |
Консервация паровой части ПВД и ПНД, м3 | 100 | 660 |
Общая потребность в азоте, м3: без вытеснения котловой воды с вытеснением котловой воды азотом | 3076 | 37340 |
Среднечасовая потребность, м3: без вытеснения котловой воды с вытеснением котловой воды азотом | 18,3 | 4,25 |
Выбор реагентов для удаления кислых составляющих топочных газов производится с учетом возможности использования местного сырья, отходов производства, технологичности, безопасности при работе с ним и из условий экономичности. Оптимальным для электростанций, имеющих установки химического обессоливания воды, следует считать применение сбросных щелочных регенерационных вод. Эти воды после нейтрализации кислых примесей из топочных газов можно затем успешно использовать по прямому назначению для нейтрализации кислых сбросных регенерационных и отмывочных вод химводоочистки.
Перед подачей газа в стационарные раздаточные коллекторы от ресиверов давление газа снижают до 0,3 МПа с помощью редукторов 3 (рис. 5.6). На трубопроводе подвода газа к общестанционным коллекторам устанавливают расходомер, манометр 9, предохранительный клапан 5, штуцер для отбора проб газа 4, регулятор давления “после себя” 8 и трубопроводы подачи азота к отдельным элементам оборудования 11. В схеме консервации оборудования предусматривают подачу азота через воздушники, т.е. вытеснение воды азотом сверху вниз.

Рис. 5.6. Схема хранения и подачи азота
1 - линия подачи азота от азотной установки или реципиентной станции; 2 - запорная арматура; 3 - редукторы; 4 - проба газа; 5 - предохранительный клапан; 6 - ресивер азота; 7 - станционный коллектор азота; 8 - регулятор давления “после себя”; 9 - манометр; 10 - общий коллектор воздушников; 11 - к отдельным элементам оборудования; 12 - дренажный клапан.
Подвод азота к воздушникам осуществляют с установкой арматуры высокого давления 2, отводы от воздушников объединяют в общий коллектор 10. На коллекторе 10 устанавливают дренажный клапан 12, который во время эксплуатации энергоблока находится в открытом положении.
Консервацию азотом осуществляют в следующем порядке. Для предотвращения попадания кислорода воздуха в котел подачу азота к воздушникам осуществляют при давлении в поверхностях нагрева на уровне 0,2-0,5 МПа. Затем производят расхолаживание поверхностей нагрева до температур, при которых возможно дренирование воды из котла. Если котел останавливается в резерв, воду можно не дренировать. В обоих случаях избыточное давление азота в котле поддерживают на уровне 5-10 кПа.
Схема консервации барабанного котла азотом представлена на рис. 5.7. При выводе прямоточного котла в длительный резерв азот можно вводить без использования воздушников только через расширитель 2 МПа.
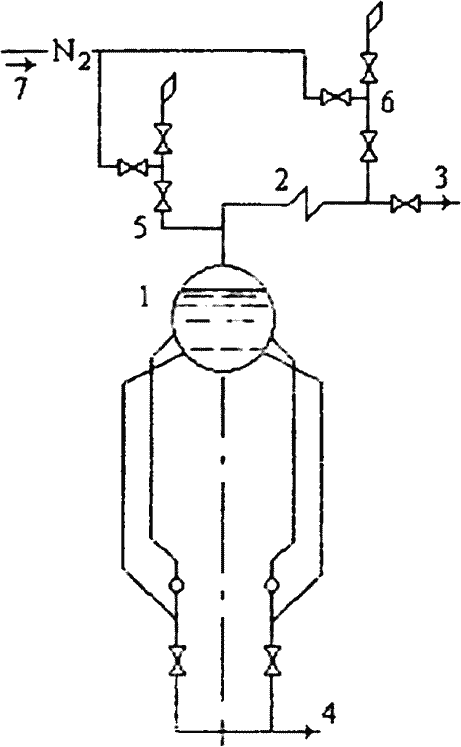
Рис. 5.7. Схема консервации барабанных котлов азотом:
1 - барабан котла; 2 - пароперегреватель; 3 - на турбину; 4 - дренажная линия; 5 - воздушник барабана; 6 - воздушник пароперегревателя; 7 - азот от коллектора.