§ 32. ИНСТРУМЕНТЫ ДЛЯ СБОРКИ ТРАНСФОРМАТОРОВ
Для сборки трансформаторов требуются разнообразные инструменты и приспособления, от наличия которых в значительной степени зависят производительность труда и качество выполнения сборки. Специальные инструменты и приспособления будут приведены при описании первой, второй и третьей сборок. В этом параграфе приводятся инструменты общего применения, которыми сборщик трансформаторов часто пользуется и которые должны быть всегда у него под рукой.
Параллельные тиски предназначены для закрепления деталей при выполнении слесарных и сборочных работ. Такие тиски наиболее удобны в работе. Подвижная губка их при раскрывании перемещается, оставаясь параллельной неподвижной губке. Чтобы предохранить обрабатываемые детали от повреждений, на губки тисков накладывают специальные мягкие накладки, изготовляемые из меди, латуни, алюминия.
Ручные тиски применяют для закрепления мелких деталей при опиловке, сверловке и сборке.
Струбцины — простейшее приспособление, применяемое для закрепления обрабатываемых деталей или деталей во время сборки.
Молоток изготовляют из инструментальной стали У7 и У8. Его делают с круглым или квадратным бойком и с овальным отверстием для ручки в центре. Ударные части молотка закаливают. Ручку изготовляют из твердых пород дерева (клена, кизила, рябины). Для сборочных работ применяют молоток весом 300— 600 г.
Зубило изготовляют из инструментальной стали У7А. Оно имеет форму восьмигранного или овального сечения. Рабочую часть закаливают и отпускают на длине 20—30 мм. Зубило применяют для рубки металла, удаления рубкой слоя металла, обрубки заусенцев и т. д.
Напильники изготовляют из инструментальной стали У8 и У 13 или хромистой стали ШХ6; ШХ9; LQX15 и закаливают до» высокой твердости. По профилю напильники бывают плоские, квадратные, трехгранные, круглые, а по виду насечки — драче- вые (с крупной насечкой) и личные (с мелкой насечкой). Напильники применяют для снятия небольшого слоя металла, зачистки контактных поверхностей и отводов в местах пайки.
Отвертки изготовляют из инструментальной стали У7. Они предназначены для отвертывания и завертывания винтов с полукруглой, цилиндрической и потайной головками. Лезвие отвертки должно быть правильно заточено, чтобы грани его не срывались при затяжке винтов.
Для ускорения работы пользуются отвертками, которые вставлены в патрон дрели. С помощью такой отвертки можно быстро ввернуть винт, так как она имеет двойную спираль для смены направления вращения и собачку для переключения. Для винтов диаметром более 6 мм применяют отвертки с пневматическим или электрическим приводом. Эти отвертки снабжают фрикционным устройством, позволяющим регулировать силу затяжки резьбы.
Ключи предназначают для завертывания и отвертывания гаек и болтов с шестигранной головкой.
Гаечные ключи характеризуются размером их отверстий, т. е. расстоянием между противоположными гранями шестигранника. Следует пользоваться только такими ключами, которые соответствуют размеру гайки.
Раздвижные ключи отличаются от гаечных подвижной губкой, которая перемещается с помощью червяка, находящегося на рейке. Это позволяет регулировать раствор губок и отвертывать гайки или болты с головками разных размеров. Однако в условиях сборки трансформаторов раздвижные ключи менее удобны, так как в процессе работы отверстие ключа может увеличиться вследствие провертывания установочного винта, тогда губки ключа будут срываться с граней гайки. Кроме того, раздвижными ключами сложнее пользоваться при завертывании болтов, доступ к которым затруднен, так как головка раздвижного ключа имеет большие размеры, чем гаечного.
Торцовые ключи служат для отвертывания болтов и гаек, утопленных в цилиндрических дековках. Однако торцовыми ключами часто пользуются для отвертывания и завертывания открытых гаек и головок болтов. Это объясняется тем, что торцовый ключ в процессе работы надо не переставлять на гранях гайки, а только перехватывать руками за его вороток. Благодаря этому ускоряется процесс сборки. Кроме того, торцовый ключ охватывает гайку со всех сторон и поэтому не срывается. К нему можно приложить большое усилие при затяжке резьбы. В соединении с пневматическим или электрическим приводом торцовый ключ образует механический болтоверт.

Рис. 64. Ножовка: 1 — станок, 2 — барашек для натяжного винта, 3 — ножовочное полотно, 4 — ручка
Плоскогубцы изготовляют из углеродистой стали 50. Губки закаливают и отпускают до определенной твердости. Для прочного захвата деталей рабочую поверхность губок насекают. Плоскогубцы применяют для захвата, зажима и удержания мелких деталей при выполнении сборочных операций.
Круглогубцы изготовляют из той же стали и по той же технологии, что и плоскогубцы. В отличие от плоскогубцев губки у круглогубцев имеют форму острых конусов. Круглогубцы применяют для сборочных работ.
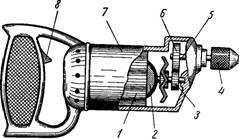
Рис. 65. Электрическая дрель:
1 — двигатель, 2 — якорь, 3 — малая шестерня, 4 — патрон, 5 — стержень, 6 — большая шестерня, 7 — кожух, 8 — выключатель
Острогубцы изготовляют из инструментальной стали У7. Режущие лезвия острогубцев закаливают, отпускают до определенной твердости и затачивают. Острогубцы применяют для резки проволоки, провода, тонких стержней и для других работ при сборке.
Ножовка состоит из ножовочного станка натяжного винта с барашком 2, ножовочного полотна 3 и ручки 4 (рис. 64). Ножовочное полотно закрепляют в станке так, чтобы зубья полотна были направлены от ручки; натяжение полотна надо правильно отрегулировать. Ножовку применяют для отрезки мелких заготовок, деталей, концов болтов, шпилек и др.
Дрели применяют для сверления «по месту» отверстий во время сборки трансформатора. Они бывают электрические (рис. 65), пневматические (рис. 66) или ручные (рис. 67). Электрическую дрель во время работы следует тщательно заземлить.
Масштабная линейка изготовляется из закаленной пружинной стали. Длина линейки 150—1000 мм. На одной ее стороне нанесены деления: миллиметры и сантиметры. Линейку применяют для измерения наружных и внутренних размеров, а также расстояний. Для измерения длинных предметов, деталей и узлов используют складной метр и рулетку.
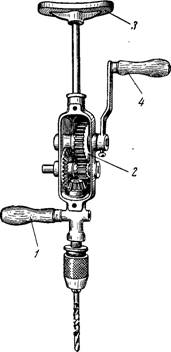
Рис. 67. Ручная дрель:
1 — неподвижная ручка, 2 — зубчатая передача, 3 — нагрудник, 4 — подвижная ручка
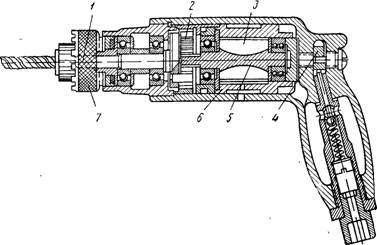
Рис. 66. Пневматическая дрель:
1 — шпиндель, 2 — редуктор, 3 — лопатки, 4 — курок, 5 — ротор, 6 — статор, 7 — патрон
Кронциркуль и нутромер изготовляют из стали У7 и У8. Их измерительные концы закаливают на длине 20 мм. Они служат для измерения линейных размеров с последующим их отсчетом на линейке. Наружные размеры (диаметры цилиндрических поверхностей и др.) измеряют кронциркулем, внутренние размеры — нутромером.
Штангенциркуль (рис. 68) изготовляют из углеродистой или легированной стали. Это более точный измерительный инструмент, чем линейка, кронциркуль и нутромер.

Рис. 68. Штангенциркуль:
1 — неподвижная ножка, 2 — подвижная ножка, 3 — рамка, 4 — винт с гайкой для точной установки подвижной ножки, 5 — линейка, 6 — обойма, 7 — зажимный винт, 8 — нониус