§ 74. ОПУСКАНИЕ В БАК АКТИВНОЙ ЧАСТИ ТРАНСФОРМАТОРОВ 2 И 3-ГО ГАБАРИТОВ, АКТИВНАЯ ЧАСТЬ КОТОРЫХ СВЯЗАНА С КРЫШКОЙ БАКА
Общие сведения
Опускание в бак активной части этих трансформаторов отличается от опускания активной части трансформаторов малой мощности, рассмотренного нами в предыдущем параграфе. Конструкция этих трансформаторов предусматривает первоначальное закрепление крышки на подъемных шпильках, подсоединение всех отводов, а затем опускание активной части в бак вместе с крышкой. Это меняет последовательность проведения сборочных операций.
Трансформаторы 3-го габарита опускают в бак в стационарных подмостях, связанных со сливной решеткой, что очень удобно.
Отделка активной части
Большое внимание уделяют осмотру и отделке активной части после сушки. В первую очередь проверяют правильность расположения прокладок обмоток, ярмовой и уравнительной изоляции (в трансформаторах 3-го габарита), которые должны быть расположены на одной вертикальной линии. Затем осматривают цилиндры и деревянные детали установки обмоток и крепления отводов. Замеченные недостатки устраняют.
Отделку активной части начинают с восстановления прессовки обмоток. Прежде всего подпрессовывают обмотки вертикальными стяжными шпильками, для чего равномерно подтягивают гайки, не допуская при этом перекосов ярмовых балок. В результате подпрессовки деревянные прокладки, а также вся уравнительная и ярмовая изоляция плотно прижимаются к обмоткам.
Вслед за этим затягивают до отказа стяжные горизонтальные шпильки, прессующие верхнее и нижнее ярма, и подтягивают все болтовые соединения крепления отводов. Резьбу шпилек, болтов и гаек кернят по окружности в трех местах.
Установке крышек предшествует предварительная подготовка подъемных шпилек. С верхнего конца каждой подъемной шпильки 1 (рис. 154) снимают подъемное кольцо 7, гайку 6 и шайбу 5, затягивающие крышку сверху; нижнюю гайку 2 с шайбой 3 оставляют. При этом уровень, на котором будут располагаться гайки, должен соответствовать высоте бака с учетом возможных отклонений.
Поскольку крышку устанавливают на подъемные шпильки, которые проходят в ее отверстия, особое значение имеет уплотнение этих отверстий. Для уплотнения их применяют асбестовый шнур, пропитанный в лаке ГФ-95 и выдержанный на воздухе в течение 3—4 час. Асбестовый шнур укладывают в несколько оборотов вокруг шпильки над шайбой 3.
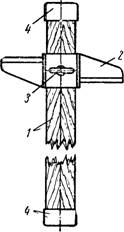
Рис. 155. Приспособление для измерения высоты бака:
1 — деревянная рейка, 2 — фиксатор, 3 — стопорный болт, 4 — стальной наконечник
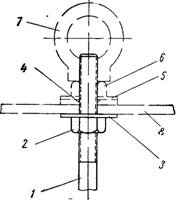
Рис. 154. Комплектовка подъемной шпильки трансформатора:
1 — шпилька, 2 — нижняя гайка, 3 — нижняя шайба, 4 — асбестовое уплотнение, 5 — верхняя шайба, 6 — верхняя гайка, 7 — подъемное кольцо, 8 — крышка бака
Определив действительную высоту бака, устанавливают высоту подъемных шпилек 2 (рис. 156), регулируя ее гайками 3, которые крепят шпильки на верхних ярмовых балках. При этом высоту подъемных шпилек, измеренную рейкой 1 с фиксатором 4, отсчитывают от нижней плоскости опорных планок 6, расположенных под нижним ярмом магнитопровода, до верхней плоскости крышки .бака трансформатора.
Поскольку до опускания активной части в бак крышка бака располагается всей своей тяжестью только на гайках 5 и шайбах, ее положение зависит от высоты этих гаек на шпильках.
Высоту бака измеряют с помощью специального приспособления — деревянной рейки с подвижным фиксатором, который может быть закреплен на ней стопорным болтом (рис. 155). Для определения высоты бака рейку 1 опускают на его дно, а фиксатор 2 устанавливают на рейке несколько выше (на 5—6 мм) уровня верхней плоскости рамы бака и закрепляют стопорным болтом 3.
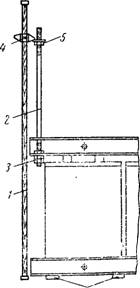
Рис. 156. Установка верхних гаек на подъемных шпильках:
1 — рейка, 2 — подъемная шпилька, 3 и 5 — гайки, 4 — фиксатор, 6 — опорные планки
Для получения требуемой высоты, на которой должна быть установлена крышка, необходимо отрегулировать положение шпилек 2 на верхних ярмовых балках. При этом, с одной стороны, шпильки должны быть надежно закреплены в балках, а с другой — не должны выступать над крышкой больше, чем это требуется для расположения на них шайб, гаек и подъемных колец. Следует учитывать и длину нарезанной части на верхних концах шпилек — она должна быть достаточной для перемещения на нужную высоту оставшихся на них гаек.
Установка и комплектовка крышки
Крышку бака трансформатора с помощью специального приспособления (рис. 157) поднимают подъемным краном и перевозят к активной части трансформатора. Затем ее постепенно опускают, направляя движение так, чтобы подъемные шпильки вошли в предназначенные для них отверстия. На верхние концы подъемных шпилек надевают шайбы, навинчивают гайки и подъемные кольца.
Теперь шпильки надежно связаны с крышкой и можно окончательно закрепить их на верхних ярмовых балках (рис. 156). Для этого затягивают до отказа гайки 3 на нижних концах подъемных шпилек 2, а затем раскернивают их резьбу, что препятствует ослаблению затяжки.
В некоторых трансформаторах 2-го габарита необходимо на верхних ярмовых балках закрепить болты, крепящие подъемные угольники с установленными подъемными шпильками. В этом случае гайки затягивают до отказа и закрепляют их замковыми шайбами.
Комплектовка крышки бака трансформатора заключается в установке на ней вводов ВН и НН, переключателя, плоского крана, гильзы для термометра и других мелких деталей. В трансформаторах 2-го габарита расширитель и выхлопную трубу устанавливают на крышку после опускания активной части в бак.
Бак и крышка бака трансформатора должны быть полностью герметичными. Поэтому особое внимание при сборке уделяют
качеству уплотнений мест соединений деталей, устанавливаемых на крышке бака. Уплотнение создают с помощью маслостойкой резины, которую помещают между крышкой бака и всеми устанавливаемыми на ней деталями.
Под круглые отверстия на крышке целесообразно, ставить покупные резиновые уплотняющие кольца. При отсутствии таких колец их можно вырезать вручную из листовой резины, что вызывает однако большие непроизводительные отходы.
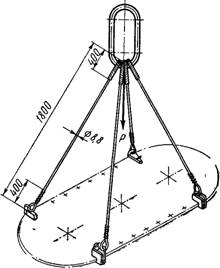
Рис. 167. Приспособление для подъема крышки
Под фланцы вводов, крышку переключателя, плоский кран и гильзу термометра также устанавливают покупные уплотняющие кольца из маслостойкой резины. Места установки их на крышке предварительно протирают чистыми текстильными концами. Вводы ВН и НН подбирают для установки на крышку в соответствии с габаритным чертежом трансформатора. В габаритном чертеже всегда указано расстояние от ввода до крышки, количество ребер у изолятора наружной установки, а также диаметр шпильки или размер лопатки вводов НН. Поэтому перед установкой ввода необходимо проверить правильность его выбора по габаритному чертежу трансформатора.
В последнее время все шире начинают применять съемные вводы. При использовании съемных вводов облегчается снятие и установка поврежденных вводов, кроме того, для этого не требуется подъема активной части.
Съемные вводы можно устанавливать на крышку трансформатора до или после опускания активной части в бак. Перед установкой проверенные и правильно подобранные вводы ВН и НН тщательно протирают сначала чистыми текстильными концами без ворса, смоченными в растворителе, а затем сухими чистыми концами.
Эта второстепенная на первый взгляд операция в действительности имеет существенное значение, так как при измерении сопротивления изоляции обмоток НН и ВН в трансформаторах 3-го габарита грязный ввод резко увеличивает проводимость по 232 поверхности изолятора. Иногда это может привести к перекрытию при испытании изоляции приложенным напряжением.
Вводы с промытой поверхностью изолятора устанавливают на крышке в точном соответствии с указаниями чертежа. Гайки на шпильках затягивают по окружности равномерно, не допуская перекосов и сдвигов уплотняющих колец.
После установки вводов на крышку устанавливают и закрепляют переключатель, плоский кран и гильзу для термометра. Гайки во всех случаях затягивают по окружности равномерно. Контактные стержни переключателя следует подтянуть до его установки на крышку.
Подготовка активной части к опусканию
Очень важно аккуратно и правильно присоединить регулировочные ответвления обмоток ВН к зажимам переключателя и отводы НН и ВН к вводам, выдержав изоляционные расстояния, указанные на чертеже. Каждую гайку, навинчиваемую на болт, затягивают ключом до отказа, после чего на болт навинчивают контргайку и законтривают ее, обеспечивая надежность крепления. Активную часть продувают сжатым воздухом под давлением 2—3 ати, а вводы еще раз протирают сухими текстильными концами.
Подготовку активной части к опусканию заканчивают проверкой состояния изоляции активной части вместе с отводами, присоединенными к переключателю и к вводам. Сначала мегомметром на напряжение не менее 1000 в проверяют наличие заземления, а также состояние изоляции стяжных шпилек, прессующих верхнее и нижнее ярма относительно активной стали магнитопровода и ярмовых балок, а затем состояние изоляции обмоток НН и ВН между собой и относительно корпуса.
Сопротивление изоляции должно быть не менее 100 Мом. При меньшем сопротивлении изоляции необходимо установить причину и устранить дефект. Низкое сопротивление изоляции ввода обычно свидетельствует о загрязненности его поверхности; после ее промывки и протирки сопротивление, как правило, поднимается.
Причиной низкого сопротивления изомции стяжных шпилек, прессующих ярма магнитопровода, в большинстве случаев является короткая бумажно-бакелитовая трубка, поврежденная электрокартонная шайба или случайно попавшая грязь.
Причину низкого сопротивления изоляции обмоток или вводов установить значительно сложнее. Наиболее частыми причинами бывают увлажнение изоляции обмоток в результате длительного пребывания активной части на воздухе или неправильно проведенной сушки активной части; повреждение электрокар- тонного цилиндра обмотки НН у трансформаторов 1 и 2-го габаритов; недоброкачественный изолятор одного из вводов.
Для определения причины низкого сопротивления изоляции обмоток следует отсоединить отводы от вводов и проверить раздельно сопротивление изоляции тех и других относительно корпуса.
Чтобы установить дефектную фазу обмотки при низком сопротивлении изоляции, следует распаять звезду на обмотке НН и измерить пофазно сопротивление изоляции. Выявленные дефекты должны быть устранены. После этого надо снова проверить сопротивление изоляции мегомметром. При помощи мегомметра также проверяют качество контактов переключателя и отсутствие обрыва в проводе обмоток ВН.
Проверку производят пофазно или между фазами при всех положениях переключателя. При наличии обрыва в проводе обмоток ВН или отсутствии контакта в переключателе мегомметр зафиксирует очень большое сопротивление (бесконечность).
Опускание активной части в бак
Активную часть трансформатора поднимают на некоторую высоту мостовым краном за подъемные кольца, навернутые на верхние концы подъемных шпилек. На весу тщательно вытирают опорные планки магнитопровода, закрепляют гайки на болтах, крепящих эти планки, и кернят их в трех местах.
После вторичного осмотра активную часть опускают в бак. Эту операцию выполняют согласно габаритному чертежу и очень осторожно. Иногда бывает достаточно незначительно подвинуть активную часть в какую-нибудь сторону (качнуть), чтобы она свободно опустилась в бак. При опускании активной части в бак ее необходимо направлять двумя стальными круглыми оправками длиной около 300 мм, продетыми сквозь отверстия рамы и крышки.
Правильная установка по высоте активной части в баке имеет большое значение для эксплуатации трансформатора и особенно для его перевозки по железной дороге.
Опустив предварительно активную часть в бак, регулируют высоту путем небольшого натяжения верхних гаек 6 на подъемных шпильках (см. рис. 154). Затем, подняв активную часть из бака на высоту 400—500 мм от рамы, отвертывают верхние гайки 6 на подъемных шпильках приблизительно на один оборот и затягивают до отказа нижние гайки 2 под крышкой. После этого гайки раскернивают в трех местах каждую.
Активную часть с установленной крышкой медленно и осторожно опускают на раму бака, причем на расстоянии 100— 150 мм от нее в отверстия для болтов на противоположных концах крышки вставляют две конусные стальные оправки длиной 300 мм. Этими оправками стараются «поймать» соответствующие отверстия в раме бака и, направляя с помощью оправок крышку, добиваются совпадения отверстий в крышке и раме. Обычно все отверстия совпадают; не совпадают они только при перекосе стенок, вызванном неправильным зачаливанием бака при перевозке.
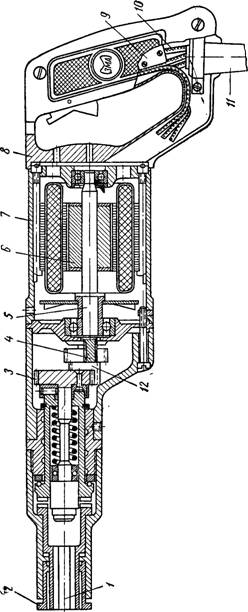
Рис. 158. Общий вид гайковерта:
1 — шпиндель, 2 — втулка, 3 — шестерня редуктора, 4 — косозубая шестерня, 5 — шток, ? — ротор, 7 — алюминиевый корпус, 8 — рукоятка, 9 — выключатель, 10 — кабель, 11 — резиновый наконечник, 12 — блок редуктора
Во все совпадающие отверстия вставляют болты, а в одно из отверстий в крышке, которое не полностью совпадает с отверстием в раме, вставляют оправку так, чтобы ее конусная часть вошла в отверстие в раме. Ударами кувалды стараются загнать оправку возможно дальше в раму, тем самым несколько натягивая ее, что дает возможность вставить болты в ранее не совпадавшие отверстия.
На установленные болты навертывают гайки и гайковертом ЭГ-12 (рис. 158) или гаечными ключами с несколько большим плечом затягивают (заболчивают) их по всему периметру бака. Гайки затягивают равномерно с противоположных сторон крышки, последовательно переходя от одного болта к другому.
Уплотнение крышки и рамы бака должно быть надежным. После опускания активной части трансформатора в бак свертывают с подъемных шпилек подъемные кольца и гайки. Под шайбы укладывают несколькими оборотами вокруг подъемной шпильки асбестовый шнур, пропитанный лаком ГФ-95, что создает достаточное уплотнение отверстий в крышке. После укладки асбеста и установки стальных шайб навертывают на концы шпилек гайки и затягивают их до отказа, обеспечивая требуемое нажатие на уплотняющий асбестовый шнур. На одну из подъемных шпилек надевают провод заземления, который болтом прикрепляют к крышке и раме бака. На все подъемные шпильки устанавливают подъемные кольца.
Далее на крышке устанавливают и закрепляют кронштейны для расширителя. Сам расширитель устанавливают на кронштейны и крепят к ним болтами с гайками. Под фланец соединительной трубы расширителя предварительно подклады-* вают резиновую шайбу и равномерно затягивают гайки. На крышках трансформаторов 3-го габарита расширитель и выхлопную трубу устанавливают заранее в сварочном цехе, так как они имеют индивидуальное исполнение.
Закрепив окончательно расширитель, устанавливают масло- указатель. Колено маслоуказателя ввертывают в штуцер, вваренный в боковой стенке расширителя. Для уплотнения соединения на колено маслоуказателя накладывают несколько оборотов асбестового шнура, пропитанного лаком ГФ-95. Соединение уплотняют специальной гайкой.
Затем выбивают заводской номер трансформатора на крышке со стороны вводов ВН около фазы А, а также на приваренной к баку пластине для крепления заводского щитка.
После внешнего осмотра собранный трансформатор начинают заполнять трансформаторным маслом. Предварительно необходимо открыть кран расширителя (где он имеется) и вывернуть верхнюю пробку расширителя.
Масло заливают через нижний кран. По мере заполнения бака маслом воздух свободно удаляется через отверстие в расширителе.
Во время заливки внимательно следят за маслоуказателем расширителя, так как никаких других указателей уровня масла в трансформаторе нет. Масло прекращают заливать, когда его уровень достигает примерно середины расширителя. Все места уплотнений и сварные швы тщательно протирают текстильными концами.
Герметичность сварных швов и других уплотнений проверяют при внешнем осмотре у трансформаторов 1 и 2-го габаритов через 2 час., а у трансформаторов 3-го габарита — через 12 час. Если за это время не обнаруживают течь, то трансформатор подают на испытательную станцию для электрических испытаний.