§ 49. АРГОНО-ДУГОВАЯ СВАРКА
В производстве трансформаторов получила широкое применение аргоно-дуговая сварка. При сварке алюминия в среде инертного газа получается высокое качество сварных соединений в сочетании с высокой производительностью труда.
Алюминий сваривают на шланговом полуавтомате ПШП-10 плавящимся электродом — алюминиевой проволокой А1 диаметром 1—1,5 мм. Электрическая дуга питается постоянным током 150 а напряжением 20—25 в. Полуавтомат подготавливают к работе и подключают его по схеме внешних соединений (рис. 106).
В комплект сварочного поста входят:
сварочный пистолет (головка) со шлангами;
шкаф электроаппаратуры;
сварочный преобразователь ПСО-300 или ГСР-9000;
балластный реостат;
баллон с аргоном, редуктором и ацетиленовыми шлангами;
кассета для проволоки со шлангом для подачи проволоки к пистолету.
Алюминиевую проволоку до намотки в кассету 12 обезжиривают авиационным бензином или ацетоном. Перед началом сварки тумблер на пульте управления 6 шкафа электроаппаратуры 5 устанавливают в положение «Назад». При этом включается пакетный выключатель 3 (зажигается сигнальная лампа 9, указывая на наличие напряжения в шкафу электроаппаратуры). На пульте управления устанавливают скорость подачи проволоки: на деление 35—40 при сварке круглых отводов небольшого сечения и на деление 25—30 при сварке отводов из алюминиевой шины.
Сварка начинается с короткого замыкания. Первым нажатием на выключатель, находящийся на ручке пистолета 1, подается напряжение на катушку электромагнитного клапана, включающего газ.
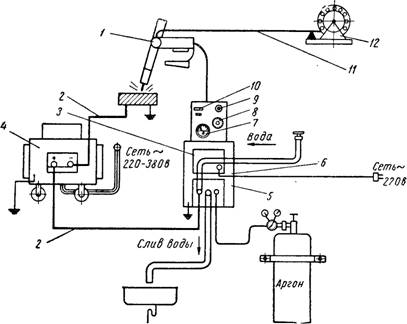
Рис. 106. Схема внешних соединений полуавтомата ПШП-10:
1 — сварочный пистолет, 2 — сварочный кабель диаметром 50 мм2, 3 — выключатель, 4 — источник питания, 5 — шкаф электроаппаратуры, 6 — пульт управления, 7 — амперметр, 8 — реостат скорости подачи электродной проволоки, 9 — сигнальная лампа, 10 — переключатель направления подачи проволоки, 11 — шланг для подачи проволоки, 12 — кассета для проволоки
Вторым нажатием на выключатель замыкается цепь катушки реле и контактора, замыкающего сварочную цепь. В то же время реле своими контактами включает двигатель подачи проволоки (проволока начинает двигаться назад). При движении проволоки назад между изделием и проволокой возникает дуга, вследствие чего в сварочной цепи появляется напряжение, реле срабатывает и изменяет направление вращения проволоки. За сваркой наблюдают, защищая лицо от излучения защитным щитком с фильтром.
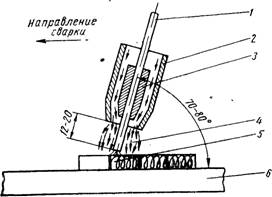
Рис. 107. Электродуговая сварка в аргоне:
1 — электродная проволока, 2 — горелка, 3 — токоподвод, 4 — струя защитного инертного газа, 5 — конец обмоточного провода, 6 — алюминием шина
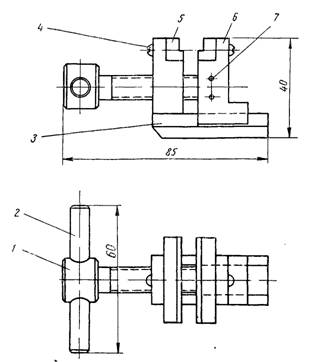
Рис. 108. Приспособление для сварки алюминиевых отводов небольшого сечения: 1 — винт нажимной, 2 — рукоятка, 3 — корпус, 4 — винт, 5 - сменная губка, 6 — ползуч 7 — штифт

»
Рис. 109. Приспособление для сварки алюминиевых проводов с алюминиевыми шинами:
1 — винт, 2 — сухарь, 3, 5 и 12 — штифты, 4 — специальный винт, 6 — планка, 7 — откидной винт, 8 — фасонная гайка, 10 — рукоятка, 11 — втулка. 13 — губка
Вылет электродной проволоки из сопла поддерживают в пределах 12—20 мм, угол наклона горелки к свариваемым деталям — в пределах 70—80° (рис. 107). Сварка ведется углом вперед. Заканчивая шов, выводят кратер на основной металл и заплавляют. Чтобы прекратить сварку, отпускают выключатель, размыкая сварочную цепь.
Качество сварных соединений во многом зависит от подготовки отводов к сварке и их сборки. Свариваемые отводы обезжиривают авиационным бензином или ацетоном, укладывают в нахлестку и устанавливают (в зависимости от профиля) в специальное приспособление (рис. 108). При сварке алюминиевых проводов с алюминиевыми шинами пользуются приспособлением, показанным на рис. 109.
Сварку отводов малых сечений можно выполнять без приспособлений, но обязательно на стальной подкладке, чтобы алюминий не протекал и не проседал. Во время сварки обмотку и изоляцию активной части трансформатора предохраняют экраном от брызг металла.