§ 38. НАСАДКА ОБМОТОК ТРАНСФОРМАТОРОВ 3-ГО ГАБАРИТА НАПРЯЖЕНИЕМ 35 кВ
Насадка обмоток трансформаторов 3-го габарита напряжением 35 кВ значительно сложней описанной выше и поэтому рассматривается более подробно. В трансформаторах этого габарита применяют обмотки непрерывные и винтовые, намотанные на жесткие бумажно-бакелитовые цилиндры.
Укладка нижней уравнительной и ярмовой изоляции
Перед укладкой изоляции необходимо точно определить стороны ВН и НН магнитопровода. Правильное определение сторон необходимо для того, чтобы предотвратить возможность грубой ошибки в самом начале сборки — при насадке обмоток.
В случае неверного определения сторон все обмотки могут быть развернутыми на 180° относительно магнитопровода, что сделает невозможной дальнейшую сборку активной части трансформатора.
Для определения сторон магнитопровода пользуются чертежом магнитопровода или чертежами сборки отводов. По расположению и количеству отверстий на ярмовых балках магнитопровода определяют, какая из балок относится к стороне ВН или НН. Отверстия в балках служат для установки буковых планок и крепления отводов.
Установив стороны магнитопровода, приступают к укладке уравнительной изоляции. Уравнительную изоляцию выполняют из дерева (трансформаторы мощностью до 1600 кВ*А) или из электрокартона. Дерево применяют ограниченно из-за его относительно низкой механической прочности на сжатие, вследствие чего в трансформаторах большой мощности не удается обеспечить достаточную стойкость уравнительной изоляции по отношению к осевым усилиям короткого замыкания.
Укладку изоляции начинают с установки деталей уравнительной изоляции. Деревянная уравнительная изоляция (см. рис. 41, а) состоит из буковых планок, уложенных как вдоль, так и поперек ярмовых балок. В продольных планках 1 сделаны отверстия 2, в которые проходят вертикальные шпильки, связывающие верхние ярмовые балки с нижними: шпильки не дают планкам сместиться. Нижние поперечные планки 3 закрепляют штифтами, приваренными к полке ярмовой балки; верхние поперечные планки удерживаются гайками подъемных шпилек.
Уравнительная изоляция из электрокартона образуется пластинами 4, к которым с двух сторон приклепаны прокладки 5 (см. рис. 41, б). Пластины имеют форму сегмента и подковы, их расположение показано на рисунке. Наружное очертание пластин по дуге окружности должно иметь несколько больший диаметр, чем наружный диаметр обмотки ВН.
Ширина прокладок уравнительной изоляции такая же, как ярмовой. Толщина прокладок, расположенных с той и другой стороны пластины, неодинакова: канал, образуемый прокладками со стороны полки ярмовой балки, меньше, чем канал, обращенный к ярмовой изоляции. С этой стороны между пластиной уравнительной изоляции и шайбой ярмовой изоляции в промежутках между их прокладками выводят концы обмоток НН.
Уравнительная изоляция является опорой для обмоток, поэтому нижние плоскости ее прокладок должны плотно прилегать к полкам ярмовых балок. Если имеется перекос или смещение балок из-за неточности их изготовления, то толщину прокладок изоляции подгоняют по месту так, чтобы обеспечить опорную плоскость для обмоток на уровне выступа ярма магнитопровода.
На уравнительную изоляцию укладывают ярмовую изоляцию, которая представляет собой кольцо из электрокартона с. приклепанными к нему прокладками из прессованного электрокартона. Прокладки приклепывают к шайбе ярмовой изоляций заклепками из электрокартона. Приклепку делают не сквозной, так как сквозная приклепка снижает электрическую прочность изоляционной конструкции.
В шайбе иногда предусматривают вырезы для прохода концов обмотки НН, иногда же ее делают разрезной с вынимающейся частью (сектором) в зоне расположения концов обмотки.
Ярмовую изоляцию надевают на стержень магнитопровода и осторожно опускают на прокладки уравнительной изоляции так, чтобы вырез в шайбе для вывода концов обмотки располагался на соответствующей стороне магнитопровода, а прокладки совпадали по высоте. Смещение прокладок изоляции из-за неточности изготовления не должно превышать 2—3 мм. При большем смещении эти прокладки не будут достаточно надежной опорой для обмоток, так как вертикальные столбы электрокартонных прокладок должны устанавливаться строго посередине прокладок изоляции. Несовпадение прокладок ярмовой и уравнительной изоляции ухудшит установку обмоток, что является недопустимым.
Уложив ярмовую изоляцию, укладывают электрокартонные щитки, закрывающие ярмо магнитопровода.
После укладки уравнительной и ярмовой изоляций в трансформаторах мощностью 2500 кВ*А устанавливают на стержни магнитопровода деревянные планки, фиксирующие положение обмотки относительно стержня. В планках должны быть отверстия для гаек от шпилек, прессующих стержни. Деревянные планки проходят вдоль всего стержня и служат как бы дополнением стержня магнитопровода, придавая его сечению форму круга и обеспечивая этим надежную опору для обмотки при механических усилиях в радиальном направлении.
Внизу планки входят в зазор между стержнем магнитопровода и ярмовой изоляцией и должны плотно прилегать к стержню по всей его высоте. Если из-за волнистости стали магнитопровода планка неплотно прилегает к стержню, то ее необходимо подогнать по месту. Плохая пригонка планки может привести к увеличению диаметра стержня, это повлечет за собой трудности при насадке обмоток. Установленные планки временно закрепляют на стержне киперной лентой.
Проверка осевого размера обмоток
Обмотки доставляют на сборку стянутыми в осевом направлении до размера, указанного на чертеже. В обмоточном цехе обмотки стягивают и запрессовывают между двумя круглыми стальными плитами 3 и 5, которые в свою очередь стягивают стальными шпильками 2 (рис. 76). Перед прессовкой между плитами и обмоткой размещают буковые планки 4 одинаковой высоты. Это делается для того, чтобы вертикальные рейки, длина которых равна высоте обмотки в незапрессованном состоянии и которые в процессе стяжки выступают из обмотки, не упирались бы в стальные плиты, что могло бы вызвать повреждение обмотки.
Для подъема и перевозки запрессованных обмоток применяют специальное приспособление (рис. 77).
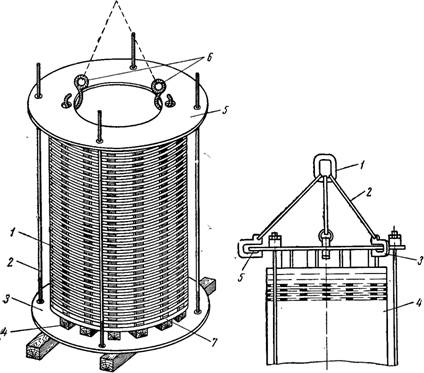
Рис. 76. Обмотка перед снятием верхней стальной плиты после распрессовки:
1 — обмотка, 2 — стяжная шпилька, 3 — нижняя стальная плита, 4 — буковая планка, 5 — верхняя стальная плита, 6 — подъемные крюки, 7 — опорное электрокартонное кольцо
Рис. 77. Специальное приспособление для подъема обмотки, запрессованной в плиты:
1 — кольцо, 2 — стальной трос, 3 — захват, 4 —обмотка, 5 — стальная плита
В стальное кольцо 1 вплетены стальные тросы 2, на концах которых имеются захваты 3. Для подъема обмотки кольцо 1 насаживают на крюк крана; прорези захватов вставляют в верхнюю стальную плиту 5 так, чтобы расположение захватов по окружности плиты было равномерным.
Обмотка в запрессованном виде имеет осевой размер, который должен быть у нее после насадки и прессовки на магнитопроводе. Поэтому до насадки обмотки необходимо проверить ее осевой размер в запрессованном виде. Этот размер указывают на специальной полоске электрокартона, закрепленной со стороны выхода концов обмотки. На этой полоске кроме высоты указывают номер заказа трансформатора и номер расчетной записки, по которой производилась намотка обмотки. На полоске контролер подписывается и ставит штамп.
Проверка обмоток на отсутствие виткового замыкания и обрыва
Обмотки трансформатора поступают на сборку после пропитки их лаком и запекания, поэтому концы обмоточных проводов очищают не только от собственной изоляции провода, но и от лака. Обычно их обжигают газовой горелкой, а затем зачищают ножом и стеклянной шкуркой.
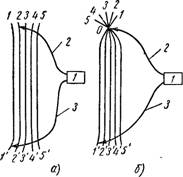
Рис. 78. Схема проверки обмоток НН:
а — на отсутствие замыканий между параллельными проводами, б — на отсутствие обрыва проводов; 1 — мегомметр, 2 и 3 — провода мегомметра
Если подготавливают к насадке непрерывную обмотку, намотанную из нескольких параллельных проводов, или винтовую обмотку, имеющую групповую и общую перестановку, то до их распрессовки следует убедиться в отсутствии обрыва параллельных проводов, а также замыкания между ними. В винтовых обмотках, имеющих равномерно распределенную перестановку, надо убедиться только в отсутствии обрыва параллельных проводов.
Проверять отсутствие замыкания до распрессовки обмотки необходимо потому, что после распрессовки замыкание между параллельными проводами витков может исчезнуть, так как обмоточные провода несколько изменят свое относительное положение.
Отсутствие замыканий между параллельными проводами обмотки определяют мегомметром. Для этого концы параллельных проводов разводят так, чтобы в месте выхода их из обмотки между ними не было замыканий. На рис. 78, а показана схема проверки отсутствия коротких замыканий между параллельными проводами. Провод 3 мегомметра 1 присоединяют к одному из нижних концов Г—5 параллельных проводов обмотки, а другим проводом 2 мегомметра поочередно касаются верхних концов 1—5 всех проводов обмотки. Таким образом определяют отсутствие замыкания между одним и остальными параллельными проводами.
Мегомметр должен только один раз показать короткое замыкание. Это произойдет в то время, когда при обходе верхних концов проводов конец мегомметра коснется провода, который внизу соединен с другим его концом. Если же при одном обходе верхних концов окажется, что мегомметр показывает еще раз короткое замыкание, то это укажет на наличие замыкания между параллельными проводами. Место замыкания определяют на испытательной станции. Повреждение надо устранить до насадки обмотки.
Для определения отсутствия обрыва проводов (рис. 78, б) зачищенные верхние концы 1—5 параллельных проводов обмотки собирают в один пучок О так, чтобы между ними был надежный контакт, а нижние концы Г—5/ остаются разведенными. Присоединив провод 2 мегомметра к верхнему пучку О проводов, другой провод 3 мегомметра поочередно соединяют с каждым из нижних концов обмотки V—5. Во всех случаях мегомметр должен показать короткое замыкание. Если же он покажет большое сопротивление, значит данный провод обмотки оборван.
Обработка обмоток перед насадкой
После проверки на отсутствие обрыва и замыкания между параллельными проводами обмотку НН распрессовывают. Для этого ослабляют последовательно затяжку гаек на стяжных шпильках 2 (см. рис. 76), отвертывают гайки и снимают краном с обмотки верхнюю стальную плиту 5.
Сняв буковые планки с опорного кольца обмотки 1, производят подготовку к обрубке лишней длины электрокартонных реек в верхней части обмотки. Рейки обрубают не вровень с верхним торцом опорного кольца обмотки, а на уровне половины этого кольца. Так делают потому, что даже хорошо просушенная обмотка после сушки активной части трансформатора вновь несколько уменьшается в осевом направлении. Если рейки обрубить на уровне верхнего торца опорного кольца, то после сушки активной части они будут упираться в изоляционные детали, помещаемые сверху на обмотку, и препятствовать ее подпрессовке.
Внизу рейки обрубают непосредственно перед насадкой на 5—6 мм выше торца нижнего опорного кольца.
Насадка обмоток
Для насадки обмоток на стержни магнитопровода применяют специальное подъемное приспособление, состоящее из траверсы и лап. Размер и конструкция траверс зависят от веса и размера обмоток. Для насадки обмоток 3-го габарита (диаметром до 600 мм) обычно используют двухлучевую траверсу (рис. 79).
Это несложная сварная конструкция, состоящая из рамы 3 и лучей 4 траверсы. Толщина лучей траверсы определяется ее грузоподъемностью и обычно не превышает 20 мм. Оба луча имеют равное количество одинаково расположенных гнезд 8, в каждое из которых можно устанавливать крюк 5 для подъемной лапы 7. Перемещая крюки 5 на одинаковое расстояние от середины траверсы, подбирают необходимое положение лап для подъема обмотки определенного диаметра. Вертикальная перемычка 2 заканчивается отверстием с ушком 1, служащим для насадки траверсы на крюк подъемного крана.
Для подъема и насадки обмоток на стержень магнитопровода с помощью двухлучевой траверсы подбирают соответствующий комплект из двух одинаковых подъемных лап.
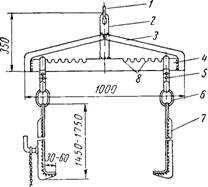
Рис. 79. Двухлучевая траверса для насадки обмоток:
1 — ушко для насадки на крюк, 2 — вертикальная перемычка, 3 — рама, 4 — луч траверсы, 5 — крюк, 6 — кольцо, 7 — подъемная лапа, 8 — гнезда
Подъемная лапа 7 — это конструкция, предназначенная только для подъема и насадки обмоток. В сборочном цехе имеется несколько комплектов подъемных лап, рассчитанных на определенные грузоподъемность и размер обмоток. Подъемные лапы каждого комплекта отличаются от лап другого комплекта помимо грузоподъемности размером своей опорной части (30 или 60 мм), а также общей длиной (1450 или 1750 мм).
Две одинаковые лапы подбирают с таким расчетом, чтобы обмотка при насадке могла опуститься вместе с лапами до нижней ярмовой изоляции, а опорная часть лап не была больше радиального размера обмотки (разности наружного и внутреннего радиусов обмотки) и в то же время обеспечивала своей опорой не менее ¾ ширины опорного кольца обмотки.
Для подъема обмотки лапы устанавливают под нижнее опорное кольцо обмотки НН равномерно по окружности. Подъемные лапы обязательно должны быть расположены по оси соответствующих электрокартонных прокладок обмотки.
Перед установкой лап для них освобождают место. С этой целью выбивают из-под обмотки несколько опорных деревянных подкладок, расположенных между обмоткой и нижней стальной плитой. Место установки лап под обмотку выбирают так, чтобы они после насадки обмотки не оказались между стержнями магнитопровода; это затруднило бы их снятие.
Установленные лапы закрепляют хлопчатобумажной веревкой 3 диаметром 12 мм (рис. 80). Веревка должна крепить лапы 4 в нижней и верхней частях обмотки 2. Плохое крепление может привести к тому, что лапы при подъеме разойдутся и обмотка упадет. Надежно закрепленную обмотку поднимают с опорной плиты и обрубают рейки снизу на 5—6 мм выше торца нижнего опорного кольца.
Затем обмотку НН тщательно осматривают. При внешнем осмотре надо проверить, нет ли механических повреждений изоляции на наружной поверхности витков, нет ли посторонних предметов или наплывов лака в каналах между катушками; проверить параллельность вертикальных реек, скрепляющих дистанцирующие электрокартонные прокладки обмотки.
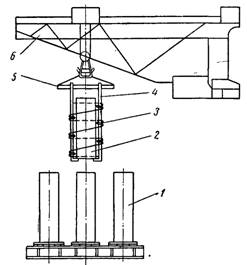
Рис. 80. Схема насадки обмотки НН на стержень магнитопровода:
1 — магнитопровод, 2 — обмотка, 3 — хлопчатобумажная веревка, 4 — подъемная лапа, 5 — двухлучевая траверса, 6 — подъемный кран
Следует проверить правильность выполнения переходов обмоточного провода из катушки в катушку, обратив особое внимание на его плотное прилегание к обмотке в местах перехода.
Осмотренную обмотку поднимают краном 6 выше магнитопровода 1 и подвозят к стержню, на который надо насадить обмотку. При насадке ось обмотки должна совпадать с осью стержня магнитопровода. Медленно опуская обмотку на стержень, направляют ее руками так, чтобы прокладки обмотки совпадали с прокладками ярмовой и уравнительной изоляций, а нижние концы обмотки уложились между прокладками ярмовой и уравнительной изоляций в указанном на чертеже месте. Для этого используют отвес.
Если во время насадки обмотки обнаруживают, что при движении она изменила заданное направление и ее увело в сторону, то насадку прекращают, обмотку поднимают и, не снимая ее полностью со стержня магнитопровода, развертывают на необходимый угол, а затем вновь начинают опускать, добиваясь положения, при котором рейки обмотки и прокладки ярмовой изоляции располагались бы по одной оси.
Обычно обмотку НН не осаживают сразу до конца. Для изолирования нижних концов ее останавливают на расстоянии 80— 100 мм от ярмовой изоляции и подставляют под нее деревянные бруски. Это делают для того, чтобы дать возможность освободить лапы подъемного приспособления, а также выгнуть и изолировать нижние концы обмотки. Все параллельные провода обмотки НН выравнивают, выгибают плашмя, укладывают рядами и загибают по чертежу установки обмотки.
С 1 января *1963 г. введен в действие ГОСТ 9867—61, установивший применение новой Международной системы единиц (СИ). Согласно этой системе единицей магнитной индукции является тесла (тл). 1 тл = 10000 гс.
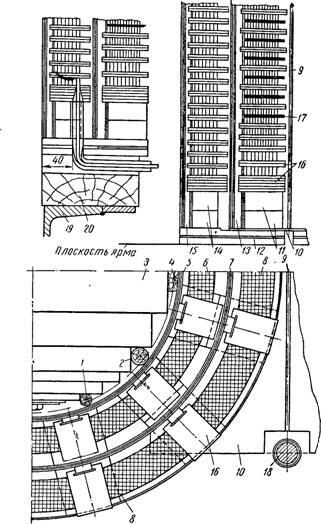
Рис. 81. Насадка обмотки трансформатора 3-го габарита:
Концы обмотки НН изолируют так, как описано выше. Верхние концы обмотки НН изолируют после насадки обмотки ВН.
После изолирования нижних концов обмотки НН из-под нее выбивают временные бруски. Иногда обмотка собственным весом не опускается вплотную на изоляцию, тогда дальнейшую насадку производят при помощи груза.

Рис. 82. Подпрессовка обмоток грузом
Насадив обмотки НН на стержни магнитопровода 3 (рис. 81), приступают к их расклиновке. Расклиновку производят круглыми буковыми стержнями 1; 2 и фасонными буковыми планками 4. Подробно расклиновка обмотки была рассмотрена в § 37.
Затем обмотку НН (6) продувают сжатым воздухом и приступают к насадке обмотки ВН (5). Предварительно обмотка ВН должна быть проверена и обработана так же, как и обмотка НН. Обмотку ВН насаживают с помощью того же специального подъемного приспособления. Лапы приспособления устанавливают и закрепляют точно так же, как при насадке обмотки НН. При насадке обмотки ВН необходимо следить, чтобы ее прокладки 16 совпали с прокладками ярмовой и уравнительной изоляций. Расположение регулировочных ответвлений обмотки должно быть выдержано точно по чертежу.
Если обмотка НН винтовая или непрерывная, то ее прокладки, образующие горизонтальные каналы, используют для крепления изоляционного цилиндра 7 обмотки ВН.
Обмотки ВН и НН каждой фазы после их насадки отдельно подпрессовывают грузом. С этой целью на обмотку с двух сторон устанавливают специальные стойки и на них краном опускают груз весом 3 т. Груз ладо опускать без перекосов, центр тяжести его должен совпадать с осями обмоток. Подпрессовка обмоток показана на рис. 82.
Чтобы облегчить шихтовку верхнего ярма, обмотки подпрессовывают на 4—5 мм ниже осевого размера, указанного на чертеже, так как обмотка, освобожденная от прессующих плит, несколько увеличивает свой осевой размер.
Конструкция изоляции обмоток от верхнего и нижнего ярма трансформатора одинакова (рис. 81). Сверху на обмотки укладывают такие же изоляционные детали, как и внизу под обмотками, но в обратной последовательности. После этого устанавливают междуфазные электрокартонные перегородки 9 и прикрепляют их тафтяной лентой к вертикальным прессующим шпилькам 18. Затем укладывают междуфазные электрокартонные, щитки 10, закрывающие ярмо, а также верхнюю ярмовую 12 и уравнительную 20 изоляции.