§ 40. ПРЕССОВКА АКТИВНОЙ ЧАСТИ ТРАНСФОРМАТОРА
Подготовка к прессовке
Прессовка активной части — последняя, очень ответственная и наиболее трудоемкая операция сборки активной части трансформатора. До окончательной запрессовки верхнего ярма магнитопровода осаживают стальные пластины в тех пакетах, где это не удалось сделать во время шихтовки вследствие того, что многие пластины верхнего ярма во время шихтовки не доходили до пластин стержней.
Прессовку верхнего ярма магнитопровода трансформаторов 1 и 2-го габаритов начинают с установки ярмовых балок. В магнитопроводах этих трансформаторов ярмовые балки изолируют от стальных пластин ярма электрокартонной пластиной толщиной 3 мм. В магнитопроводах трансформаторов 3-го габарита между ярмом и ярмовой балкой создают масляный канал при помощи электрокартонной пластины с приклепанными к ней вертикальными планками из прессованного электрокартона.
Прессовка активной части трансформаторов 1 и 2-го габаритов
Ярмовые балки через вертикальные прессующие шпильки устанавливают вручную на уложенные деревянные или электрокартонные прокладки. С помощью вертикальных прессующих шпилек 3 равномерно подпрессовывают обмотку (рис. 85).
Пластины верхнего ярма, вставленные при шихтовке, осаживают кувалдой через фибровую прокладку до соприкосновения с пластинами стержня. Осаживают пластины верхнего ярма 1 по возможности равномерно, чтобы не получилось забоин или загибов отдельных пластин (рис. 86). Фибровую прокладку 2 устанавливают узкой частью на выступающие пластины. Ударами кувалды 3, перемещая прокладку с одного края пластин к другому, далее — на их середину, снова на край и т. д., опускают пластины ярма до стыков с пластинами стержня. Зазор в стыках допускается не более 1 мм.
Одновременно также выравнивают торцы магнитопровода. Выступы отдельных пластин в отверстиях верхнего ярма выправляют стальной конусной оправкой. В эти отверстия ярма 10, (рис. 87) вставляют бумажно-бакелитовые трубки 7, а в них — прессующие стальные шпильки 5, укомплектованные с одной стороны стальными 6 и электрокартонными 3 шайбами и гайками 4. На выступающие с другой стороны ярма концы шпилек также надевают электрокартонные и стальные шайбы и навертывают гайки.
Заземление магнитопровода устанавливают со стороны НН. Для заземления применяют медную луженую ленту размером 0,3X30 мм.

Рис. 86. Осаживание пластин верхнего ярма магнитопровода:
1 — верхнее ярмо, 2— фибровая прокладка, 3 — кувалда

Рис. 85. Прессовка обмоток вертикальными шпильками:
1 — нижняя ярмовая балка, 2 — верхняя ярмовая балка, 3 — вертикальная прессующая шпилька, 4 — торцовый ключ
Один конец ленты устанавливают между пластинами верхнего ярма на глубину около 40 мм на расстоянии 10мм от края ярма, а другой конец прижимают к внутренней стороне стенки ярмовой балки.
Затем окончательно спрессовывают верхнее ярмо. На верхней ярмовой балке слева со стороны НН выбивают номер трансформатора.
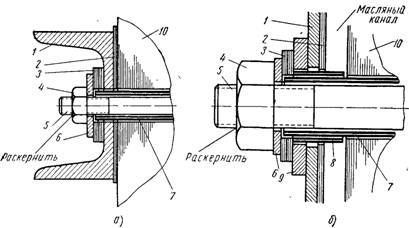
Рис. 87. Детали прессовки ярма магнитопровода трансформатора:
а — 1 и 2-го габаритов, б — 3-го габарита; 1 — ярмовая балка, 2 — электрокартонная пластина, 3 — электрокартонная шайба, 4 — стальная гайка, 5 — стальная шпилька, 6 — стальная шайба, 7 — бумажно-бакелитовая трубка, 8 — бумажно-бакелитовая втулка, 9 — стальная пластина, 10 — ярмо
Прессовка активной части трансформатора 3-го габарита
Прессовка верхнего ярма магнитопровода 3-го габарита несколько сложнее описанной выше и поэтому рассматривается отдельно и более подробно.
Каждая ярмовая балка относится к определенной стороне активной части трансформатора, поэтому перед установкой необходимо еще раз определить, с какой стороны ярма должна ставиться каждая из балок. Ярмовые балки устанавливают подъемным краном. Ярмовую балку поднимают краном за ушки подъемных колец и устанавливают через вертикальные прессующие шпильки на уложенную верхнюю уравнительную изоляцию (электрокартонные или деревянные прокладки). С помощью конусной стальной оправки, вставляемой в центральное отверстие, подправляют положение балки относительно верхнего ярма, к которому ее временно крепят П-образной скобой (один конец П-образной скобы захватывает край верхней полки балки, а другой вставляется между пластинами ярма, «прихватывая» балку).
Временное закрепление первой балки позволяет освободить кран и приступить к установке второй балки. Установку производят в том же порядке. Не освобождая кран от поддерживания второй балки, вставляют в отверстия, расположенные по краям балок, временные технологические шпильки 1 (рис. 88), которыми производят предварительную стяжку балок.
Рис. 88. Предварительная стяжка балок магнитопровода:
1 — технологическая шпилька для предварительной стяжки, 2 — уравнительная изоляция, 3 — ярмовая изоляция, 4 — торцовый ключ
По мере стягивания балок снимают П-образные скобы, скрепляющие ярмо, и балки принимают на себя усилие по удерживанию пластин ярма.
Скобы легко вынимают из ярма (рис. 89). Между ярмом 3 и стягивающей его скобой 1 всегда есть небольшой зазор.

Рис. 89. Снятие скоб перед прессовкой верхнего ярма магнитопровода: 1 и 2 — П-образные скобы, 3 — верхнее ярмо магнитопровода
В него вставляют другую скобу 2 так, чтобы ее загнутая часть, расположенная на ярме плашмя, явилась рычагом; пользуясь им, легко извлекают стягивающую скобу.
Затем начинают равномерную прессовку обмоток вертикальными прессующими шпильками. По мере подпрессовки обмоток, начиная с крайних стержней магнитопровода, подбивают торцы и осаживают пластины.
Пластины верхнего ярма осаживают кувалдой через фибровую прокладку по возможности равномерно, чтобы не получилось загибов или забоин отдельных пластин. Осадку пластин производят до тех пор, пока пластины, вставленные при шихтовке верхнего ярма, будут на одном уровне с соответствующими пластинами стержня и отверстия всех пластин верхнего ярма совпадут.
Зазор в стыках, как уже указывалось, допускается не более 1 мм. Выступы отдельных пластин в отверстиях верхнего ярма выправляют стальной конусной оправкой. Одновременно запрессовывают обмотки до требуемого осевого размера. Однако в тех случаях, когда обмотки недопрессованы и отверстия для стяжных шпилек в верхнем ярме и в ярмовых балках не совпадают полностью, надо осадить ярмовые балки. Чаще всего для этого используют груз весом 12—14 т, который, осаживая балки, подпрессовывает обмотки до осевого размера, указанного на чертеже.
Следует помнить, что указанный в чертеже осевой размер обмотки предполагает состояние, исключающее какие бы то ни было перемещения отдельных ее катушек в осевом направлении. Это необходимо потому, что при работе трансформатора возможны короткие замыкания (полные и неполные), вызывающие в обмотках мгновенные броски тока, которые создают значительные механические усилия.
Если обмотки трансформатора не допрессованы, т. е. недостаточно сжаты в осевом направлении, толчки тока могут привести к осевым смещениям отдельных витков или катушек и тем самым разрушить изоляцию и те элементы обмотки, которые обеспечивают ее механическую прочность.
В отверстия ярмовых балок и ярма вставляют бумажно-бакелитовые трубки, а в них — стяжные шпильки, укомплектованные с одной стороны бумажно-бакелитовыми втулками, стальными и изоляционными шайбами и гайками (см. рис. 87, б). На выступающие с другой стороны ярма концы шпилек также надевают бумажно-бакелитовые втулки, изоляционные и стальные шайбы, навертывают гайки и торцовым ключом равномерно прессуют верхнее ярмо.
Для заземления верхних ярмовых балок применяют две медные луженые ленты размером 0,3X30X120 мм, устанавливаемые со стороны НН. Одну ленту закрепляют между пластинами верхнего ярма на глубину 70—75 мм на расстоянии около 10 мм от края ярма, другую прижимают к внутренней стороне стенки ярмовой балки. После предварительного испытания активной части трансформатора ленты заземления спаивают мягким припоем ПОС-40.
Прессовку считают законченной, когда ярмовые балки на каждой стороне активной части трансформатора затянуты и плотно прилегают к верхнему ярму магнитопровода и уравнительной изоляции. Шпильки, временно установленные для предварительной прессовки, снимают.
На верхней ярмовой балке со стороны НН выбивают номер трансформатора. Часто, вследствие недостаточной сушки обмоток или длительного хранения их до сборки, изоляция значительно увлажняется — разбухает. Спрессовывать такие обмотки, а следовательно, и осаживать пластины верхнего ярма до соприкосновения их с пластинами стержня нельзя. В этих случаях активную часть сушат так же, как сушат собранную активную часть трансформатора. После сушки пластины осаживают и окончательно прессуют активную часть трансформатора.