§ 46. ЭЛЕКТРОПАЙКА
Электропайка твердым припоем — наиболее целесообразный способ выполнения неразъемных соединений отводов. Электропайку отводов выполняют в нахлестку твердым фосфористомед- ным припоем. Такая пайка имеет значительные преимущества перед пайкой оловянистым припоем, так как место спая обладает большей механической прочностью, более высокой теплостойкостью и меньшим электрическим сопротивлением; электропайка значительно дешевле и менее трудоемка, не требует соединительных скоб, коробочек и флюса. На рис. 94 показаны характерные соединения, получаемые при помощи электропайки.
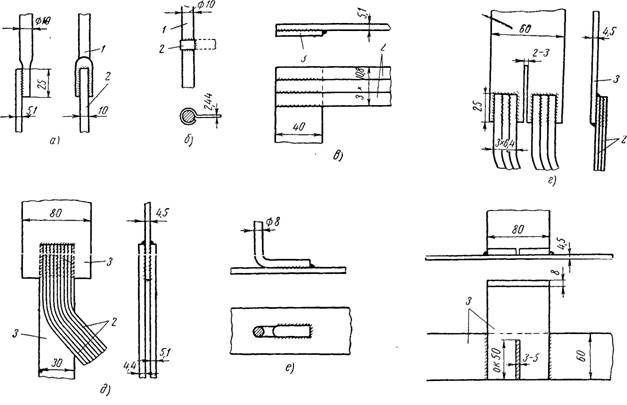
Рис. 94. Примеры соединений электропайкой:
а и б —соединение проводников обмотки с отводами из круглого провода, в, г и д — соединение проводников обмотки с отводами из шинной меди, е ц ж — соединения проводников отводов; 1 — круглый провод (отвод), 2 — обмоточный проход, 3 — шина (отвод)

Рис. 95. Схема включения электропаячного агрегата:
1 — паячный однофазный трансформатор, 2— контактор, 3 — понижающий трансформатор, 4 — педальный выключатель, 5 — щипцы, 6 — рубильник, 7 — предохранители
Электропайку производят на стационарном или передвижном электропаячном агрегате, работающем по схеме, изображенной на рис. 95, от сети переменного тока напряжением 220 в. В передвижном паячном агрегате через рубильник 6 и контакты контактора 2 напряжение подводится к первичной обмотке паячного трансформатора 1, понижающего напряжение с 220 до 4,23— 12,7 в. Контакты контактора 2 включаются катушкой контактора, питаемой от понижающего трансформатора 3 типа АОС-0,25 напряжением 220/36 в. Катушка контактора включается педальным выключателем 4. Включение выключателя 4 отдельной цепью напряжением 36 в выполняют по соображениям техники безопасности.
Отводы, которые надо спаять, зажимают в щипцы 5 и разогревают до необходимой температуры. Предохранители 7 защищают трансформатор от перегрузки.
В качестве паячного трансформатора для электропайки можно применять однофазные передвижные трансформаторы ОС-3,3/3; ОСУ-20/6 или ОСЗ- 20/0,5 с воздушным охлаждением в защитном кожухе. Трансформатор устанавливают на катки. Для удобства перевозки по полу трансформатор имеет ручку. На стороне НН трансформатора ОС-3,3/3 можно получить кратковременно ток до 1000 а, трансформатора ОСУ-20/6 — до 3100 а, а трансформатора ОСЗ-20/0,5 — до 4070 а. Основные данные этих трансформаторов приведены в табл. 8. Электропайку производят переносными электропаячными щипцами, присоединяемыми кабелем к вводам НН паячного трансформатора.
Для электропайки отводов применяют щипцы трех размеров: малые, средние и большие (рис. 96). Размер их зависит от сечения спаиваемых проводников, а также от величины тока, которым будет производиться пайка. Малыми щипцами выполняют электропайку круглого медного провода диаметром до 7 мм, средними — круглого провода, начиная с диаметра 8 мм, а также медной шины, включая размер 5X25 мм. Большими щипцами, которые снабжены специальным винтовым прижимом 8, производят электропайку медных шин размером свыше 5X30 мм.
Основные данные паячных трансформаторов
Сторона ВН | Сторона НН | ||||||||
Тип трансформатора | Мощность, кВ*А | вводы | напряжение, в | ток, а | соединить | вводы | напряжение, в | ток, а | соединить |
ОС-3,3/3 | 2,5 (5) 3,3 (6,6) 5 (10) | АхХ | 220 220 220 | 11,3 (22,6) | — | ах ах ах | 5 | 500 (1000) 500 (1000) 500 (1000) | — |
ОСУ-20/6 | 10 (20) 10 (20) | АХ- АХ | 220 220 | 45,5 (91) 45,5 (91) | А — хх А2—Хз | ах ах | 12,7 6,35 | 790 (1580) 1580 (3160) | а1 — хх а — хх\ ах — х ах — xi |
6,7 (13,4) | АХ | 220 | 30,3 (60,6) | А2—х2 | ах | 4,23 | 1580 (3160) | a —Xi\ ах — х | |
ОСЗ-20/0,5 | 23 23 | АХ АХ | 220 220 | 104,5 104,5 | — | а>\ х2 а1 или а2; хх или дг2 | 11,3 | 2035 4070 | а2 — х1 аг — а2; |
Примечание. Мощность и ток, указанные в скобках, соответствуют кратковременной нагрузке.
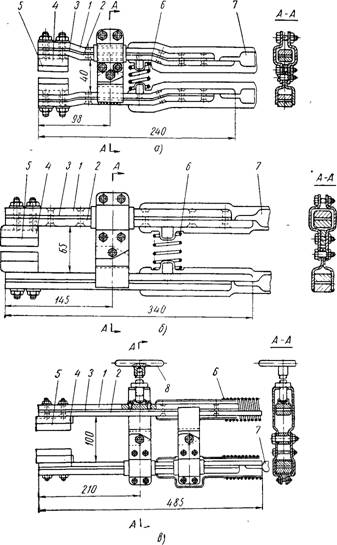
Рис. 96. Щипцы для электропайки:
а — малые, б — средние, в — большие; 1 — стальная полоска, 2 — медная полоска, 3 — асбестовая прокладка, 4 — угледержатель, 5 — прессованный уголь ЭГ, 6 — пружина, 7 — кабель, 8 — винтовой прижим
Щипцы независимо от их размеров имеют примерно одинаковую конструкцию. Две узкие медные полоски 2 склепывают для механической прочности с такими же стальными полосками 1. Для теплоизоляции между ними прокладывают асбестовую прокладку 3.
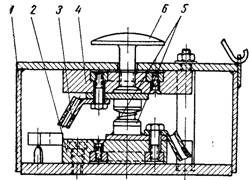
Рис. 97. Педальный выключатель:
1 — кожух, 2 и 4 — текстолитовые шайбы, 3 — кабель, 5 — контакты, 6 — педаль
На одном конце склепанных полосок закрепляют съемные угледержатели 4, в которые вставляют прессованные угли ЭГ (можно применять остатки электродов электрических печей). К другому концу медной полоски припаивают голый медный кабель сечением 150; 240; 300 или 400 мм2, к концу которого припаяна контактная пластина для присоединения к вводам НН паячного трансформатора.
Сечение кабеля зависит от размера щипцов или, что то же самое, от пайку. Снаружи кабель изолируют тремя или четырьмя слоями асбестовой ленты, которую периодически возобновляют. При включении паячного трансформатора между поверхностями углей проходит ток и уголь нагревается докрасна, т. е. до температуры свыше 1300° С.
Включают и выключают трансформатор педальным выключателем (рис. 97), который может быть перенесен в любое место вокруг щипцов и установлен так, чтобы включение производилось ногой рабочего.
Стационарный паячный агрегат состоит из пресса и понижающего трансформатора и работает по схеме, показанной на рис. 95.
Паячный пресс (рис. 98) состоит из стойки 1, в которой закреплена стальная труба 2 с червячной нарезкой. Труба плотно зажата в стойке болтами 3. Верхняя 4 и нижняя 5 бабки пресса имеют возможность перемещаться. Нижняя бабка перемещается рукояткой 6, вращая которую можно опускать или поднимать бабку посредством червячной передачи. Обычно нижняя бабка 5 устанавливается на время работы в одном положении. Верхняя бабка 4 перемещается вверх или вниз по трубе 2 штурвалом 9 и винтом 7.
Соединяемые детали устанавливают на угольный электрод 8 нижней бабки 5. Вращая рукоятку 6, опускают верхнюю бабку 4 до тех пор, пока детали не окажутся плотно зажатыми между верхними и нижними электродами щипцов.
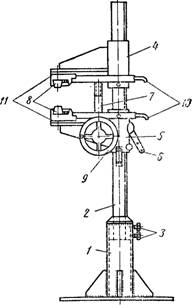
Рис. 98. Стационарный паячный пресс:
1 — стойка, 2 — труба, 3 — болты, 4 — верхняя бабка, 5 — нижняя бабка, 6 — рукоятка, 7 — винт, 8 — угольные электроды, 9 — штурвал, 10 — кабели, идущие к трансформатору, 11 — угледержатели
Угольные электроды 8 закреплены в съемных угледержателях 11, к которым непосредственно подсоединяют кабель 10 паячного трансформатора. Соединительный кабель между щипцами и трансформатором должен быть возможно большего сечения, чтобы он не слишком нагревался при работе пресса. Для соединения используют два кабеля сечением до 400 мм2. Каждый кабель отдельно, а затем оба вместе покрывают теплоизоляцией (асбестовой лентой), которую надо периодически возобновлять.
Рассмотренная конструкция стационарного паячного пресса удобна и проста в эксплуатации. Пресс легко отсоединить и перевезти в другое место; замена электродов и угледержателей несложна и не требует много времени; во время работы обе руки рабочего свободны от поддерживания деталей. Включают и выключают трансформатор также переносным педальным выключателем.
В настоящее время созданы стационарные паячные прессы с пневматическим зажимом деталей перед пайкой. В конструкции этих прессов предусмотрены опускание верхнего угледержателя под давлением воздуха и плотный зажим деталей между электродами. Первые опыты работы на таких прессах не дали положительных результатов.
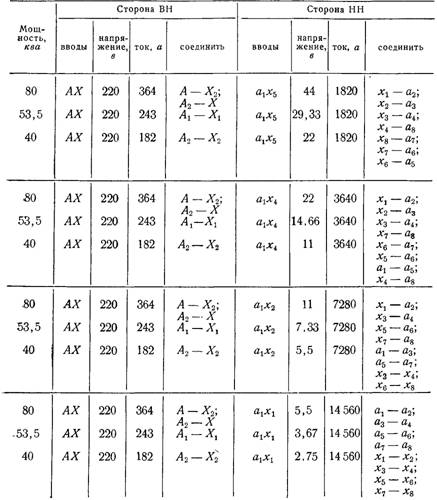
В качестве паячного трансформатора применяют однофазный трансформатор ОСУ-80/0,5, который располагают так, чтобы он не занимал производственную площадь. Обычно его устанавливают и закрепляют на специальной площадке около пресса на высоте 2—2,5 м. Основные данные этого трансформатора приведены в табл. 9.
Основные данные паянного трансформатора ОСУ-80/0,5
Стационарный паячный агрегат применяют при изготовлении заготовок отводов, а также при пайке компенсаторов к прямоугольным шинам или круглому проводу.
При сборке отводов и пайке схемы на активной части трансформаторов используют передвижной паячный агрегат (переносные паячные щипцы и передвижной паячный трансформатор).
Во время пайки переносные электропаячные щипцы приходится поддерживать в определенном положении. Для удобства пользуются специальной стойкой (рис. 99). Щипцы устанавливают во время работы на подставку 1. Высоту подставки можно регулировать с помощью винтов 3 в зависимости от места пайки.

Рис. 99. Стойка для поддержания щипцов:
1 — подставка, 2 — каркас, 3 — специальный винт