§ 33. РАСПРЕССОВКА ВЕРХНЕГО ЯРМА МАГНИТОПРОВОДА
Перед расшихтовкой верхнее ярмо магнитопровода распрессовывают. Для этого в магнитопроводах 1 и 2-го габаритов отвертывают гайки и снимают закрепленные на ярмовых балках пластины или угольники с подъемными шпильками.
Затем торцовым ключом отвертывают верхние гайки с вертикальных прессующих шпилек, поочередно ослабляют и отвертывают гайки с одной стороны горизонтальных шпилек, прессующих верхнее ярмо, и снимают одну верхнюю ярмовую балку. После этого, придерживая левой рукой вторую балку, вынимают 143 верхнего ярма прессующие шпильки и бумажно-бакелитовые трубки и снимают вторую балку.
Раепрессовать магнитопроводы 3-го габарита и снять ярмовые балки значительно сложнее. Эти операции выполняют в определенной (последовательности (рис. 69).
В специально предусмотренные крайние отверстия ярмовых балок 1 вставляют временные технологические шпильки 2, диаметром 20 мм и длиной 680 мм. На каждом конце шпильки имеется резьба, причем длину нарезанной части делают достаточно большой (обычно 200 мм), чтобы можно было использовать шпильки на различных магнитопроводах. На шпильки навертывают гайки, которые должны отстоять от ярмовых балок приблизительно на 20—30 мм. После распрессовки верхнего ярма эти шпильки с навернутыми на них гайками удерживают ярмовые балки на магнитопроводе до тех пор, пока кран не снимет их.
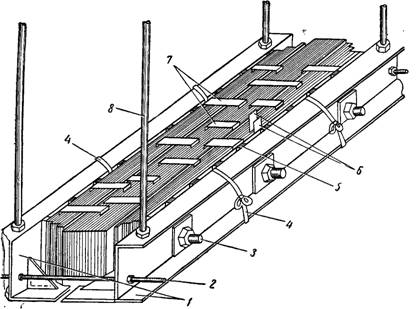
Рис. 69. Верхнее ярмо магнитопровода 3-го габарита перед распрессовкой:
1 — ярмовые балки, 2 — технологическая шпилька, 3 — прессующая шпилька, 4 — киперная лента, 5 — изоляционные прокладки, 6 — лента заземления, 7 — П-образные скобы, 8 — подъемная шпилька
Торцовыми ключами отвертывают гайки с одной стороны горизонтальных прессующих шпилек 3 и снимают со шпилек стальные и гетинаксовые шайбы и втулки. Первую балку, поддерживая краном, освобождают от крепления технологическими шпильками 2 и отвозят в предусмотренные для нее место (в стороне от сборочной площадки). Временные технологические шпильки, выполнившие свое назначение, комплектуют с гайками и укладывают на специальные стеллажи.
Чтобы снять вторую балку, необходимо, поддерживая ее краном, вынуть из отверстия в ярме прессующие шпильки и бумажно-бакелитовые трубки, предохраняя их от повреждения. Иногда бумажно-бакелитовые трубки заклиниваются в отверстиях стальными пластинами верхнего ярма. В этом случае применяют специальные оправки, с помощью которых трубки выбивают из отверстий. Одновременно из распрессованного верхнего ярма вынимают ленту заземления 6. Горизонтальные прессующие шпильки 3, вынутые из ярма, укомплектовывают снятыми с них деталями.
Для предотвращения выпадания пластин стали из верхнего ярма необходимо после распрессовки стянуть его специальными П-образными скобами 7. Скобы надо располагать в шахматном порядке, осторожно вставляя их между пластинами верхнего ярма. При этом следует обратить внимание на то, чтобы заостренные края скоб не повредили изоляцию пластин магнитопровода.
Между активной сталью верхнего ярма и ярмовыми балками помещают изоляционные прокладки 5 из прессованного электрокартона, которые приклепывают к листу электрокартона; вместе они образуют так называемые мосты. С помощью прокладок создается канал для циркуляции масла и охлаждения боковых поверхностей верхнего и нижнего ярем. Длина листа электрокартона соответствует длине ярмовой балки, ширина — ее высоте. Обычно до снятия ярмовых балок эти листы с прокладками привязывают к ярмовым балкам киперной лентой 4 и вместе с балками снимают их с магнитопровода.