4-21. СОЕДИНЕНИЕ ТРЕХЖИЛЬНЫХ КАБЕЛЕЙ НАПРЯЖЕНИЕМ 35 кВ (УТВЕРЖДЕННАЯ КОНСТРУКЦИЯ)
Для кабелей марок ОСБ и АОСБ с сечениями 70—150 мм2 для прокладки в сетях с незаземленной нейтралью применяются соединительные муфты типа МСО-35 из латунных труб с размерами разделки кабеля и электрическими экранами на конусных участках подмотки (рис. 4-204). Корпус муфты состоит из двух полумуфт, которые соединяются между собой и со свинцовой оболочкой кабеля пайкой. В полумуфтах имеются отверстия с пробками для заполнения муфты кабельной массой МК-45. Длина соединительной муфты для одной жилы (без защитного кожуха) составляет 740 мм, диаметр 90 мм.
Разделка концов кабеля перед соединением жил о гильзах производится по рис. 4-205; при этом концы фаз кабелей должны быть расположены по прямой (без изгиба) внахлестку на длине согласно рис. 4-206. Выгнутые концы фаз по вертикали равностороннего треугольника должны иметь стороны, равные 150—160 мм, а прямолинейная часть фаз — 350 мм с каждой стороны при совпадении торцов жил обоих концов кабелей. На фазы кабеля заранее надевают экранные кольца и половинки корпуса соединительных муфт, а затем производят монтаж соединения в гильзах длиной 90 мм. Заводская изоляция разделывается на длине 125 мм ступенями с приданием конусообразной формы (рис. 4-207, табл. 4-129).
Для указанных целей от середины гильзы с каждого конца соединяемых кабелей удаляют свинцовую оболочку на участке длиной 180 мм.
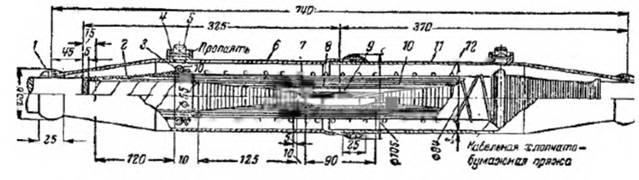
Рис. 4-204. Соединительная муфта для кабелей на напряжение 35 кВ.
1 — заполнитель из свинца; 2 — экран из проволоки; 3 — экран кольцевой из свинца; 4 — гнездо пробки; 5—пробка; 6 — полумуфта первая; 7 — подмотка роликами шириной 5 мм; 8 — гильза соединительная; 9 — подмотка роликами шириной 10 мм; 10 — подмотка рулонами; 11 — полумуфта вторая;
12 — бандаж из пряжи.
Отступя на 15 мм от места обреза свинцовой оболочки, бумажные ленты изоляции на длине 125 мм снимают вручную в количестве, указанном в табл. 4-129.
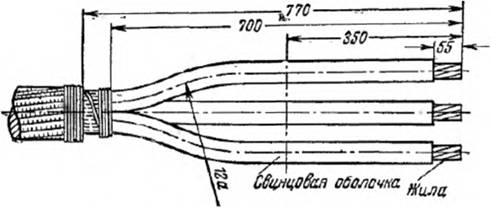
Рис. 4-205. Разделка защитных покровов.
После разделки ступеней с конца каждого кабеля при помощи ножа с ограничителем глубины снимают еще участок свинцовой оболочки длиной 145 мм и опиливают края оболочки так, чтобы не оставалось заусенцев и неровностей. Полупроводящие бумажные ленты временно не снимают для предохранения изоляции от загрязнения.
Восстановление бумажной заводской изоляции в месте соединения после разделки кабеля под изолировку производится по рис. 4-208.
После того как весь участок разделки соединенных концов кабелей изолирован строго по цилиндру до полного диаметра заводской изоляции, дальнейшее изолирование производят цилиндрическими рулонами (рис. 4-209, табл. 4-130), причем предварительно с поверхности заводской изоляции удаляют полупроводящую черную бумагу, но так, чтобы полоска ее шириной 5 мм выступала из-под свинцовой оболочки.

Рис. 4-206. Укладка концов кабелей внахлестку перед разделкой их для соединения в муфте:
1 — временный бандаж; 2 — линия обреза.

Рис. 4-207. Схема разделки заводской изоляции.
Рулоны наматывают в два слоя при толщине каждого слоя 5 мм с перекрытием соприкасающихся рядов каждого слоя на 60 мм. По окончании изолирования поверхность подмотки обильно промывают горячей массой МП-1. С обоих концов рулонную подмотку обрывают на конус так же, как заводскую изоляцию.
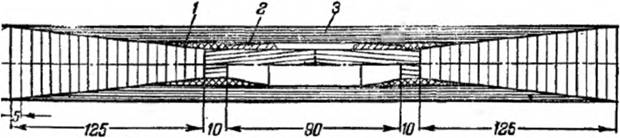
Рис. 4-208. Схема подмотки роликами шириной 5 и 10 мм.
1 — подмотка роликами шириной 5 мм; 2 — соединительная гильза; 3 — подмотка роликами шириной 10 мм.
Для создания более равномерного электрического поля на конусы бумажной подмотки накладывают экраны из луженого медного канатика. Для этого четыре-пять витков канатика накладывают на край свинцовой оболочки и припаивают паяльником.

Рис, 4-209. Укладка рулонов при подмотке изоляции в соединительной муфте.
- 2, 3 — первые слои рулонной подмотки.
Последующие витки накладывают плотно друг к другу по поверхности выравнивающих конусов. Подмотку экрана из проволоки заканчивают кольцом с внутренним диаметром 55 мм из свинцовой трубки внешним диаметром 10 мм или кольцом из намотанной спирально медной проволоки диаметром 0,5—1 мм. При изготовлении кольца трубку или спираль огибают на шаблоне диаметром 55 мм, концы ее спаивают припоем, после чего припаивают проволочные лапки. Готовое экранное кольцо не должно иметь острых углов.
При изготовлении спирали витки должны плотно прилегать друг к другу. На поверхность экранных колец накладывают барьерную подмотку из пяти-шести ниток пропитанной хлопчатобумажной пряжи. Экранное кольцо закрепляют на конце экранной подмотки той же проволокой, которой выполнен экран (рис. 4-210).
Экран с помощью паяльника пропаивают на всем протяжении от кольца до свинцовой оболочки на ширине не менее 10 мм.
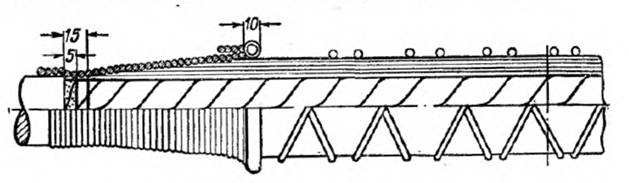
Рис. 4-210. Схема экранной подмотки.
Для монтажа корпуса муфты на свинцовой оболочке кабеля рисками Отмечают расстояние в 370 мм от центра разделки. Одну половину муфты вдвигают в раструб другой и устанавливают гак, чтобы концы полумуфт расположились по рискам. Предварительно проверяют частоту внутренних поверхностей полумуфт и в случае необходимости протирают их чистыми тряпками и производят пайку полумуфт, образуя на месте пайки «яблочко» по размерам чертежа.
После этого муфту выверяют еще раз точно по рискам и повертывают так, чтобы ее отверстия для заливки были наверху. Зазор между отверстием муфты и свинцовой оболочкой уплотняют предварительно расчеканенными полосками свинца шириной 25 мм. так, чтобы внутрь конуса они входили на 20 мм и выступали наружу на 5 мм.
Размеры намоток по рис. 4-209 бумажной изоляции с рулонов

Ступенчатые разделки бумажной изоляции жил кабелей на напряжение 35 кВ
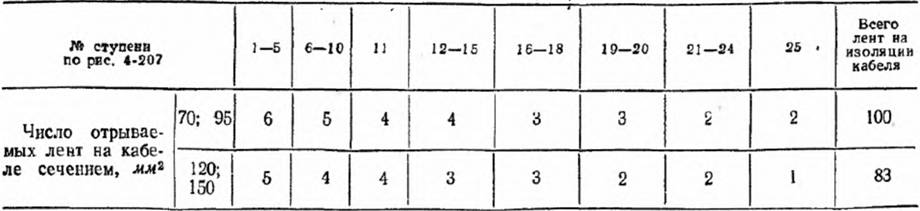
Таблица 4-130
Таблица 4-129

Рис. 4-211. Защитный чугунный кожух для соединительных муфт кабелей марок АОСБ и ОСБ на напряжение 35 кВ.
1 — хомут чугунный; 2 — пробка стальная; 3 — прокладка из резины «Паранит»; 4 — крышка чугунная; 5 —полукожух верхний чугунный; 6 — полукожух нижний чугунный; 7 — болт М16Х60 стальной; 8— гайка М16 стальная; 9— шайба пружинная 16,5; 10 — болт стальной М10 X 30; 11 —шайба стальная; 12 — уплотнение из просмоленной пеньки; 13 — трос заземляющий медный; 14 — наконечник медный для напрессовки; 15 — рым-болт М24Х45; 16—скоба стальная; 17 — пайка припоем ПОС-30; 18 —бандаж из медной проволоки диаметром 2 мм.
Примечание, Рым-болт (15) устанавливается лишь на время транспортировки и монтажа кожуха. Конец его хвостовика должен быть заточен под квадрат 12X12 мм на длине 20 мм.
Кожух покрывается антикоррозийным масло- и влагостойким лаком, Болты, гайки и шайбы оцинковываются.
Затем производят запайку концов муфты припоем ПОС-30 с образованном «яблочка» по размерам чертежа. Необходимо, чтобы основание «яблочка» надежно припаялось к горловине муфты и свинцовой оболочкой кабеля. Время пайки каждой горловины муфты и свинцовой оболочки должно быть минимальным и не должно превосходить 1,5—2,0 мин. Для охлаждения мест пайки следует применять стеарин.
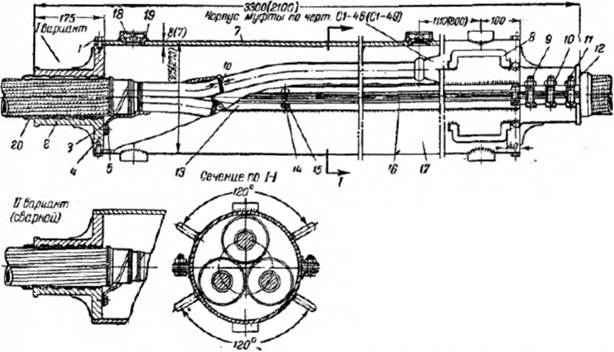
Рис. 4-212. Защитный стальной кожух для соединительных (размеры в скобках) и стопорных муфт трехфазного кабеля марок АОСБ и ОСБ на напряжение 35 кВ.
1 — болт стальной М12; 2 — нижний полуфланец из стали или чугуна; 3 — наконечник медный; 4 — шайба 10,5 пружинная; 5 — болт М10 X 15 стальной; 6 — трос заземляющий; 7 — верхняя половина кожуха; 8 — ручка стальная; 9 — болт ΜΗX65 стальной; 10 — шайба 15 стальная; 11 — гайка М14 стальная; 12 — верхний полуфланец, стальной или чугунный; 13 — уголок стальной 4,5/3; 14 — гайка М14 стальная; 15 — болт М14 X 30 стальной; 16 — прокладка из прорезиненной ткани; 17 — нижняя половина кожуха из стали; 18 — пробка стальная; 19 — штуцер стальной; 20 — подмотка из просмоленной ленты.
Примечания: 1. При наличии технологических возможностей кожух может быть изготовлен как сварной по варианту II.
- Кожух покрывается антикоррозийным маслом и влагостойким лаком.
- . Болты, гайки и шайбы оцинковываются.
После этого заливают муфту массой МК-45 и производят заземление металлических оболочек кабеля в середине корпусов каждой муфты и защитного кожуха.
Монтаж кожуха и защита металлических частей муфты от коррозии производятся аналогично свинцовой соединительной муфте на напряжения до 10 кВ. Кожух с муфтами заливают мягчителем резины, который разогревают до 90° С и заливают в два приема через пробки кожуха.
После остывания мягчителя проверяют достаточность заполнения кожуха и завинчивают пробки. При выполнении кожуха из сварных стальных труб на его поверхность накладывают антикоррозийные покрытия.
Размеры чугунного защитного кожуха общим весом литья 118 к приведены на рис. 4-211. Размеры стального кожуха общим весом трубы кожуха 83 кг приведены в скобках на рис. 4-212.