Таблица 4-23
Способы соединения и оконцевания медных жил кабелей и область их применения
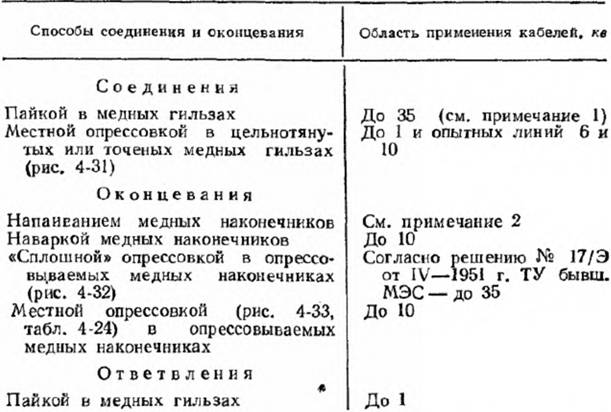
Примечания: 1. За исключением маслонаполненных кабелей.
2. Напайка наконечников на медные жилы допускается только в случаях отсутствия соответствующего оборудования для напрессовки или отсутствия медных наконечников.
Размеры вдавливания при местной опрессовке
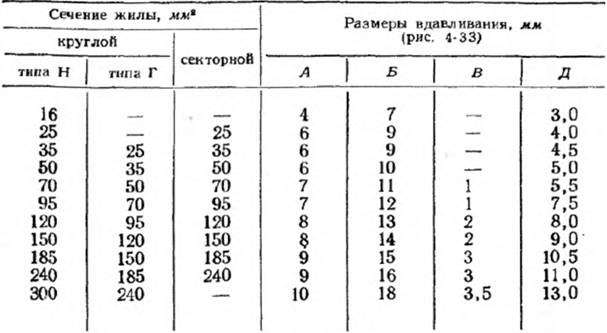
Примечание. Размер радиуса Г=2 мм, за исключением кабеля 16 мм2.
Пайка. Для пайки медных жил кабелей в гильзах или наконечниках применяется припой ПОС-30. При разогреве припоя в ковше необходимо определять его температуру термометром и производить перемешивание чистой, предварительно подогретой металлической ложкой.
В качестве флюса для очистки от окислов спаиваемых поверхностей применяется паяльная мазь.
При пайке застывающий припой подправляется и разглаживается тряпкой, пропитанной паяльной мазью или массой МП-1. Для предохранения изоляции кабеля от подгорания необходимо защищать ее на время пайки защитной подмоткой из огнеупорного материала.
Наконечники и соединения должны соответствовать сечению жил разделываемого кабеля
Для напайки наконечников (рис. 4-34, табл. 4-25) с концов жил кабеля снимается изоляция с таким расчетом, чтобы между изоляцией и наконечником остался промежуток в 10 мм. Секторообразные жилы кабеля обжимаются пассатижами в круглую форму, соответствующую цилиндрической части наконечника. Перед надеванием наконечников на жилы концы последних после промывки бензином смазываются паяльным жиром и при пайке малооловянистым припоем, например ПОС-18, предварительно облуживаются припоем ПОС-30.
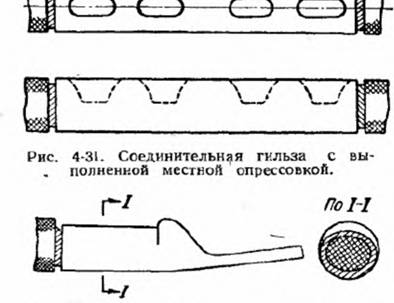
Рис. 4-32. Вид наконечника, закрепленного сплошной опрессовкой.
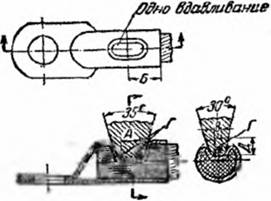
Рис. 4-33. Размеры вдавливаний у наконечника. закрепленного местной опрессовкой.
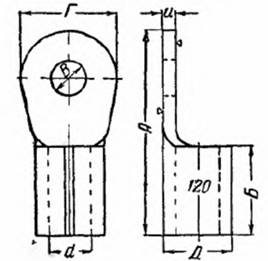
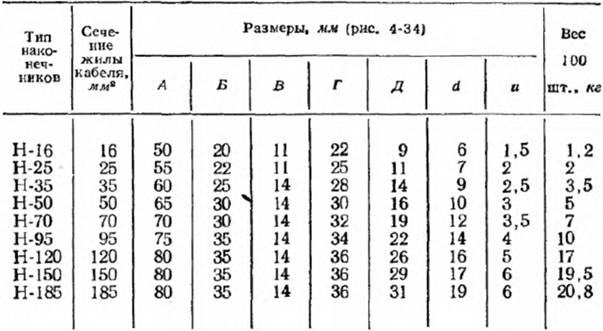
Рис. 4-34. Штампованный кабельный наконечник.
Таблица 4-25
Штампованные наконечники
У торца внизу цилиндрической части надетых на жилы наконечников плотно накладываются два-три слоя ленты из огнеупорного материала, не допускающего вытекания припоя. Выполнение пайки наконечника может производиться из ковша жидким припоем путем литья его в отверстие наконечника или путем непосредственного нагревания пламенем паяльной лампы наконечника и прутка припоя, приставленного к торцу жилы.
При пайке литьем из ковша прогрев наконечника производится разогретым припоем, сливающимся с наконечника до нагрева его до необходимой температуры. При заполнении наконечника припоем необходимо следить за тем, чтобы он проник в пространство между отдельными проволоками жил, и после этого согнать и разгладить подтеки припоя по поверхности наконечника тряпкой. После напайки наконечников подмотку из огнеупорного материала заменяют изоляционной лентой.
Места спайки жил с наконечниками, особенно в сырых помещениях, тщательно предохраняются от доступа влаги посредством покраски глифталевым, асфальтовым и им подобными лаками и нанесения на эти места защитной обмотки из влагостойкой (например, полихлорвиниловой) ленты на лаке.
Соединение и ответвление жил кабеля пайкой производится только литьем из ковша с соблюдением следующей технологии:
тщательно протирают смоченной в бензине тряпкой расположенные по треугольнику жилы кабеля и обмазывают их паяльной мазью;
на жилы надевают соединительные гильзы (рис. 4-35, 4-36, табл. 4-26, 4-27), располагаемые таким образом, чтобы их заливочные отверстия приходились сверху, а стык обеих жил — в середине гильзы;
пространство между концами надетой на жилу гильзы и изоляцией заполняют в два-три слоя лентой из огнеупорного материала;
тщательно напаивают соединительную гильзу путем литья горячего припоя в заливочные отверстия гильзы из ковша, устанавливаемого под разведенными жилами, при этом в начале происходит облуживание жил и затем заполнение гильзы припоем; по окончании пайки следует немедленно, пока не остыл припой, протереть гильзу, сгоняя и разглаживая подтеки припоя тряпкой смазанной паяльной мазью.
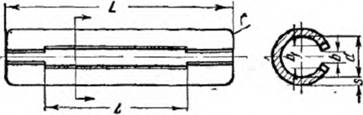
Рис. 4-35. Соединительная гильза для сечений кабелей до 240 мм2.
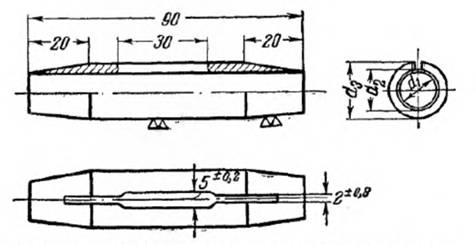
Рис. 4-36. Соединительная гильза для кабелей на напряжение 35 кВ.
Паять гильзы следует быстро и в срок не более 1,5 мин, таи как длительная пайка вызывает перегрев жилы, вытекание пропиточного состава из кабеля, разрушение его бумажной изоляции и образование в ней пустот.
При изменении сечений соединяемых кабелей применяют ступенчатые гильзы с внешними размерами, соответствующими большему сечению, и с внутренними — соответственно диаметру соединяемых жил кабелей. Ступенчатые гильзы изготовляются станочной обработкой из прутковой красной меди.
Технология пайки ответвительных гильз (рис. 4-37, 4-38 табл. 4-28) такая же, как и для соединительных, однако при этом жилы кабеля располагают в вертикальной плоскости.
Таблица 4-26
Гильзы медные для соединения пайкой медных жил на напряжения до 10 кВ (по ГОСТ 5675-51)
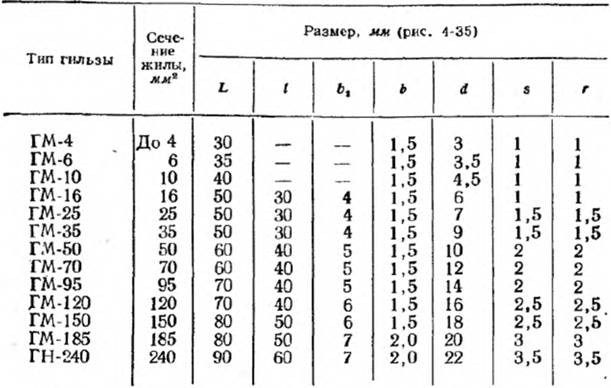
Примечания: 1. При изготовлении гильз из труб допускается прорезь размером b не делать.
- Гильзы изготовляются из меди марки не ниже М2 по ГОСТ 659-41 и облуживаются припоем марки ПОС-18 по ГОСТ 1499-54.
Т а б л и ц а 4-27
Гильзы медные для соединения пайкой медных жил кабелей на напряжение 35 кВ
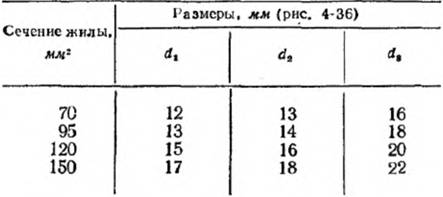
Примечание. Гильзы изготовляются из меди марки Ml; поверхность гильз облуживается.
Для особых случаев прокладки кабеля и при применении специальных распорок среднюю жилу магистрального кабеля не разрезают и ответвление от нее выполняется разъемной гильзой, в этих случаях ответвления от крайних (нижняя и верхняя) изогнутых жил магистрального кабеля выполняются на неразъемных гильзах.
Опрессовка по способу сплошного обжатия производится в несколько приемов с перекрытием опрессованных участков.
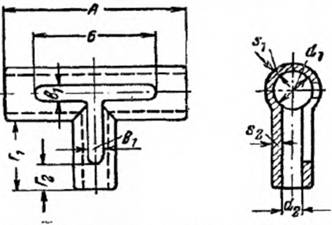
Рис. 4-37. Гильза неразъемная ответвительная.
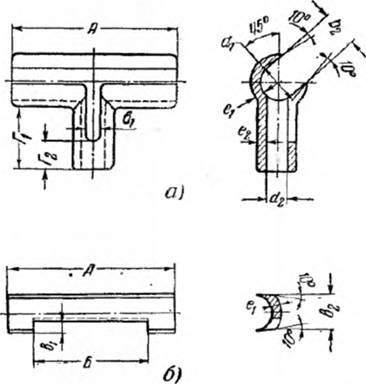
Рис. 4-38. Гильза разъемная ответвительная. а — корпус; б — накладка.
Таблица 4-28
Гильзы ответвительные для кабелей с медными жилами на напряжение до 1 кВ по ГОСТ 6107-52
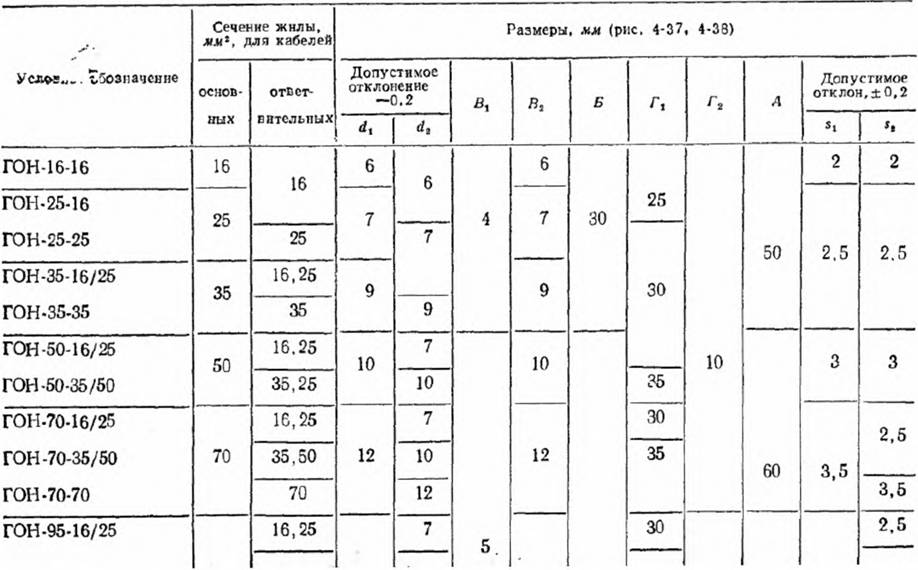
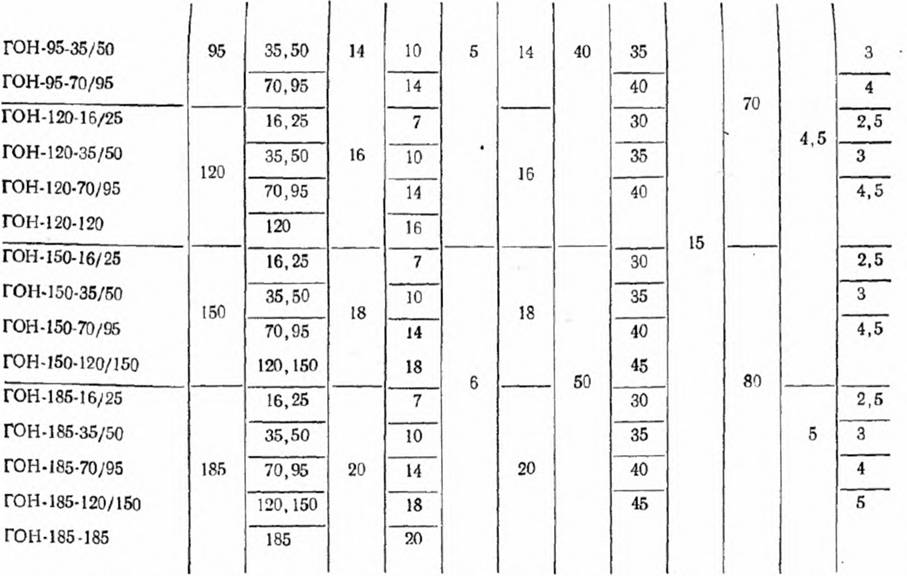
Примечание. В условных обозначениях на разъемные гильзы буквы ГОН заменяют на ГОР.
При опрессовке по способу местного вдавливания соединение или оконцевание должно быть выполнено путем обжигания наконечника с образованием соответственно двух и одной Л, а на каждом конце жилы.
Размеры гильз типа ГМО (трубчатые, медные, для соединения опрессовкой ГОСТ 1388-55), наконечников типа ТЛЮ (трубчатые, медные, закрепляемые опрессовкой ГОСТ 7385-55) выбираются в зависимости от сечения кабеля (табл. 4-29, 4-30, рис. 4-39).

Рис. 4 39.
а — гильза для соединения опрессовкой; б — наконечник, закрепляемый опрессовкой.
Опрессовка соединительных гильз и наконечников выполняется с соблюдением следующей технологии:
цилиндрической части наконечника или соединительной гильзе придают опальную форму по размерам матрицы данного сечения;
внутреннюю поверхность гильзы или наконечника очищают металлической щеточкой;
освобожденные от изоляции концы жил тщательно промывают бензином и вытирают сухой тряпкой;
подготовленные медные соединительные гильзы или наконечники надевают на оголенные концы жил кабеля таким образом, чтобы жила входила в наконечник до упора, а в соединительную гильзу — на половину ее длины:
ближайшие участки изоляции от краев соединительной гильзы или наконечника защищают временной подмоткой изоляции для предохранения от медной пыли и опилок, образуемых при опиловке места соединения или оконцевания после опрессовки;
производят опрессовку, учитывая, что удобнее начинать опрессовку соединительных гильз с верхней жилы кабеля и что перед опрессовкой последующих жил необходимо весь кабель слегка выгнуть в сторону опрессованной жилы, пока концы жил в гильзе не сойдутся впритык; при опрессовке наконечников первый обжим начинают от ушка наконечника;
. после опрессовки удаляют заусенцы и неровности путем спиливания их напильником и зачистки мелкой стеклянной шкуркой. Проверка качества опрессовки производится внешним осмотром; при хорошем качестве форма опрессованного наконечника или соединительной гильзы должна быть круглой. Достаточность сплошной опрессовки и размеры вдавливаний при местной опрессовке должны систематически контролироваться путем определения размеров вдавливания при местной опрессовке и наружных диаметров до и после—при применении сплошной опрессовки. Размеры эти в зависимости от сечений жил должны указываться в заводских инструкциях для пользования гидравлическим прессом или ручными клещами (см. табл. 4-24).
Основной недостаток опрессовки при соединениях трехжильных кабелей — расхождение жил в гильзе вследствие их удлинения и перекос всего места соединения, что особенно проявляется при опрессовке второй и третьей жил. Недостаток этот можно исключить лишь путем последовательной подгонки соединяемых жил по мере их опрессовки, т. е. после опрессовки первой жилы пригоняются и обрезаются излишки второй жилы, а после ее опрессовки удаляются излишки соединяемых концов третьей жилы.
Таблица 4-29.
Гильзы медные для соединения медных жил кабелей на напряжения 1 кВ опрессовкой (по ГОСТ 7388-55)
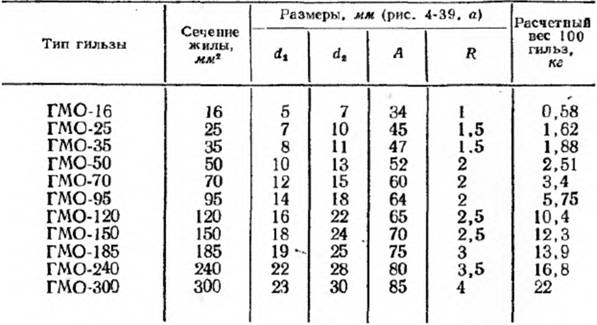
Примечания: 1. Допускаемые отклонения размеров: d1 и
d2 — по ГОСТ 617-53; А+-0,5 мм.
- Типоразмеры гильз указаны для медных жил типа Н (нормальных) и секторных.
- Гильзы изготовляются из тянутых мягких медных труб по ГОСТ 617-53. Медь не ниже марки М3 по ГОСТ 859-41.
- Внутренняя и наружная поверхности гильз должны быть гладкими без трещин, задиров и заусенцев.
Углубления (лунки), образовавшиеся на цилиндрической части кабельных наконечников при опрессовке их на жилах кабелей с бумажной пропитанной изоляцией, заделываются или эпоксидным компаундом (см. § 3-1), или нижеследующим образом.
Наконечники медные типа ТМО трубчатые, закрепляемые опрессовкой, для медных жил кабелей по
ГОСТ 7386-55
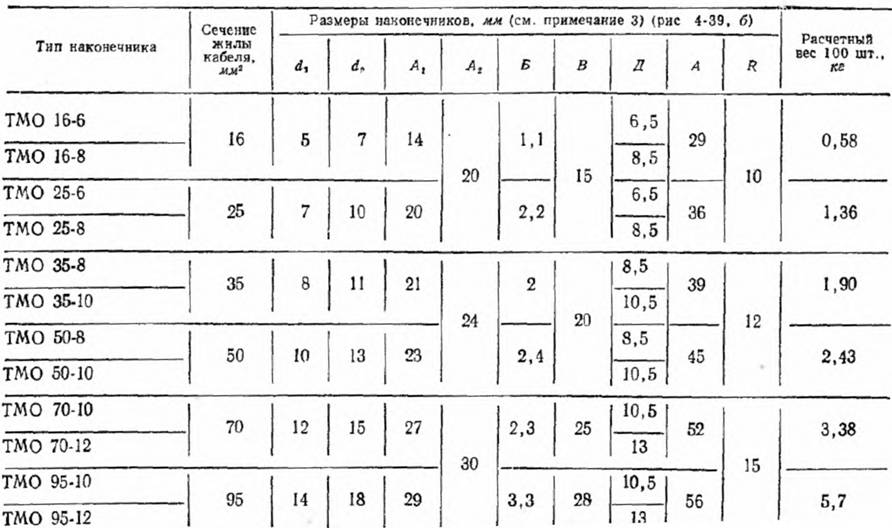
Таблица 4-30
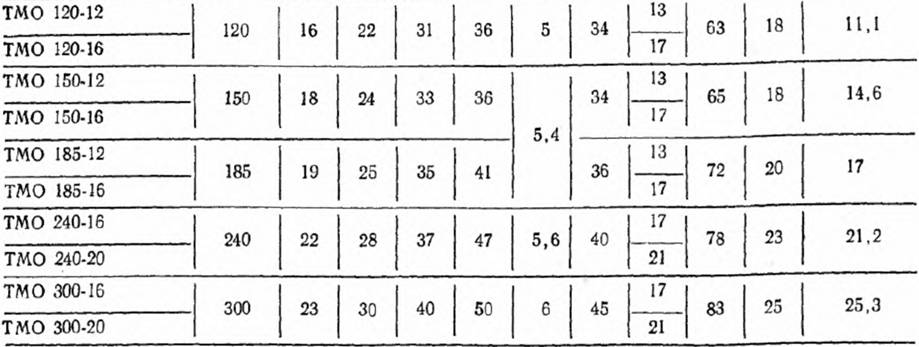
Примечания: 1. ГОСТ 7386-55 не распространяется на наконечники, применяемые для внутренних соединений электрических машин к аппаратов, а также на наконечники для изделий, в стандартах и ТУ, на которые обусловлено применение иных наконечников. В случаях напайки наконечников, которая не рекомендуется, могут быть применены те же наконечники, что и для опрессовки. При этом цилиндрическая часть их вверху должна быть просверлена. а внутренняя поверхность — облужена.
- Типоразмеры наконечников приведены для многопроволочных жил типа Н (нормальной) и секторной. В обозначении типов числа до тире указывают сечения жил {мм'), а после тире — диаметры контактных зажимов выводов (мм), для которых предусмотрены отверстия в наконечниках.
- Допускаемые отклонения от размеров наконечников см. ГОСТ 7386-55.
- По требованию заказчиков допускается изготовление наконечников с формой ушка, отличающейся от указанной на рис. 3 39, б, при условии соблюдения размеров d1, d2 и А и поставки этих наконечников комплектно с электрооборудованием, для которого они предназначены.
- Наконечники изготовляются из тянутых медных труб по ГОСТ 617-53. Медь не ниже марки М3 по ГОСТ 859-41.
Поверхность лунки очищается до металлического блеска, обезжиривается ацетоном и покрывается слоем полихлорвинилового лака-пасты № 2 (§ 3-4). После высыхания этого слоя лака на неге наносится второй слой, а затем лунка заполняется плотным предварительно подогнанным по ней моточком липкой полихлорвиниловой ленты. После этого по изоляции жилы кабеля и по всей длине цилиндрической части наконечника выполняется обмотка из соответствующего числа слоев полихлорвиниловой или другой ленты.
В целях полной герметизации кабельных жил при оконцевании их спрессовываемыми наконечниками из медной трубки лак № 2 вводится в небольшом количестве и во внутреннюю предварительно очищенную цилиндрическую полость наконечников. Последнее обеспечивает проникновение лака в щель между стенками трубки контактной части наконечника, а следовательно, герметизацию этой щели. Лучшие результаты получаются при пропайке щели припоем.