А. ОБЩИЕ СВЕДЕНИЯ
2. СОЕДИНЕНИЕ, ОТВЕТВЛЕНИЕ И ОКОНЦЕВАНИЕ АЛЮМИНИЕВЫХ ЖИЛ КАБЕЛЕЙ
При соединении и оконцевания алюминиевых жил кабелей имеют место затруднения, обусловленные:
способностью алюминия быстро соединяться с кислородом воздуха и образовывать на поверхности тугоплавкую (2 100° С) и малотокопроводную пленку;
большой теплопроводностью и теплоемкостью и большой температурой плавления алюминия, что обусловливает необходимость подведения к месту сварки или пайки большого количества тепла и опасность в связи с этим перегрева изоляции.
Сварка методом контактного разогрева не требует применения припоев и обеспечивает однородный и стабильный в эксплуатации (при защите от коррозии) контакт, имеющий достаточную механическую прочность. Этот метод рекомендуется (при наличии электроэнергии) во всех случаях, указанных в табл. 4-1.
Газовая сварка применяется при сечениях оконцевываемых или соединяемых жил не менее 25 мм2 в тех случаях, когда на месте работ отсутствует электроэнергия.
Область применения различных способов оконцевания и соединения алюминиевых жил кабелей
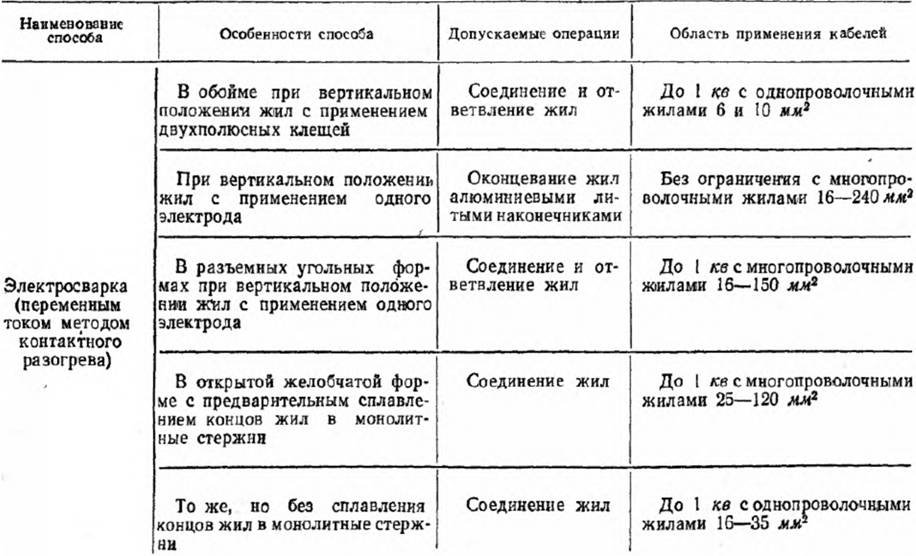
Таблица 4-1
Продолжение табл. 4-1
Примечания:
1. Согласно Инструкции по соединению и оконцеванию изолированных проводов и кабелей с алюминиевыми жилами (Госэнергоиздат, 1955),
2. Союз-главэнерго Госплана СССР и Главэлектромонтаж Минстроя РСФСР своим решением № Э-20/60 от 25 июля 1960 г, расширил область применения оконцевания и соединения алюминиевых жил кабелей, приведенную в данной таблице, за исключением электростанций с агрегатами мощностью 50 мва в более, районных подстанций, городских кабельных сетей и взрывоопасных помещений категории В-1 и В-1а.
Достоинством опрессования оконцеваний является отсутствие потребности в нагревательных приборах, электроэнергии и припоях, однако применение этого способа ограничено сечением жил (до 95 мм2), допускаемым напряжением (1 кВ) и отсутствием ГОСТ на алюминиевые наконечники и контакт между медью и. алюминием при их соединении.
Пайке свойственны простота, отсутствие необходимости в сложном оборудовании и приспособлениях.
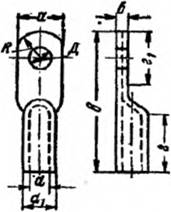
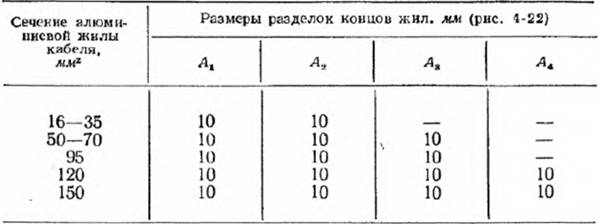
Рис. 4-1. Наконечник.
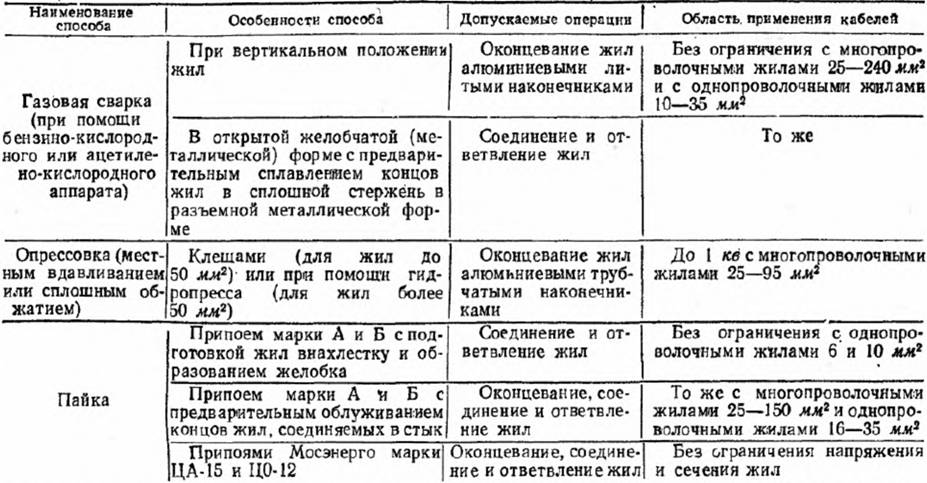
Рис» 4-2, Матрица и пуансон для местного вдавливания. а — матрица; б - пуансон
При присоединении алюминиевых жил кабелей к аппаратуре, выполняемой с медными зажимами, пайка медных наконечников с алюминиевой жилой припоем Мосэнерго ЦО-12 является пока единственно возможным способом.
Опрессовка оконцеваний многопроволочных алюминиевых жил выполняется так:
оголенный конец жилы промывается бензином, покрывается толстым слоем вазелина или кварце-вазелиновой пасты (§ 3-7) и тщательно очищается под слоем пасты стальной щеткой от оксидной пленки;
зачищенный конец жилы вводится до упора в заполненную пастой трубчатую часть специального толстостенного алюминиевого наконечника (табл. 4-2, рис. 4-1) или в алюминиевую часть наконечника, изготовленного путем электросварки на автоматической стыковой машине с автоматическим приводом из толстостенных алюминиевой и медной трубок с последующим сплющиванием конца медной трубки;
производится опрессовка конца жилы в наконечнике с применением пуансонов и матриц, приведенных в табл. 4-3 и на рис. 4-2 и 4-3, при помощи гидравлического пресса (при сплошном обжатии оконцеваний или любых сечений, а при местном обжатии оконцеваний жил сечением более 50 мм2) или при помощи ручных клещей (при местном обжатии оконцевания жил сечением до 50 мм2);
снимаются излишки пасты чистой тряпкой, место ввода жилы в наконечник покрывается лаком воздушной сушки и плотно обматывается липкой полихлорвиниловой или иной изоляционной лентой.
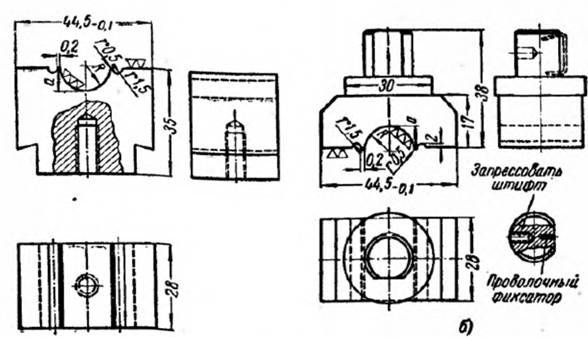
Рис. 4-3. Матрица (а) и пуансон (б) для сплошного обжатия.
Наконечники трубчатые алюминиевые типа ТА, закрепляемые опрессовкой
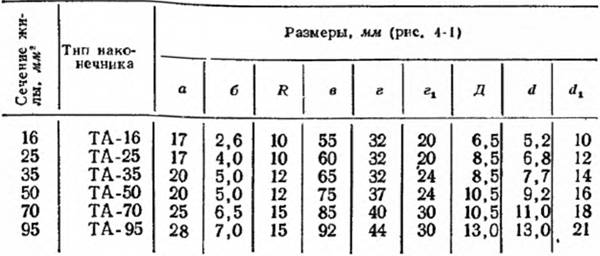
Таблица 4-2
Примечания: 1, При изготовлении наконечников с ушком формы, отличной от указанной на рис. 4-1, должны все же соблюдаться размеры трубчатой части.
- Наконечники изготовляются из тянутых алюминиевых трубок. Материал — алюминий марки АО или А-1 по ГОСТ 3549-47. Внутренняя поверхность цилиндрической части наконечника очищается от оксидной пленки под слоем вазелина.
- Отклонение центров отверстий в ушках наконечников от оси симметрии не должно быть более 0,3 мм.
Таблица 4-3
Матрицы и пуансоны дли опрессования оконцевания алюминиевых жил кабелей в наконечниках
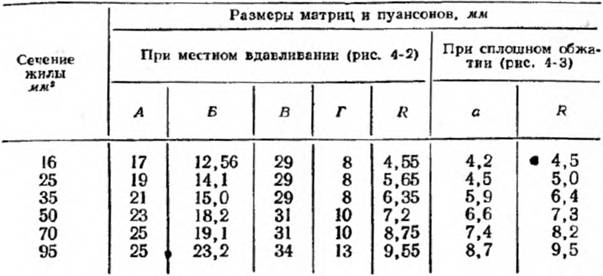
Примечания: 1. Пуансоны и матрицы, применяемые для опрессования оконцеваний и соединений медных жил, могут использоваться и для опрессования алюминиевых жил. В этом случае матрицы и пуансоны выбираются на одну ступень выше по шкале, чем для медных жил (например, для алюминиевой жилы 16 мм2 берутся матрицы и пуансоны для опрессовки медной жилы сечением 25 мм2).
2. Размеры пуансонов и матриц при местком вдавливании даны для ручного пресса МГП-3. Выбор пуансонов и матриц при применении гидропресса РГП-7М производится согласно данным Справочника электромонтера, вып. 6 (Госэнергоиздат, 1959),
Оконцевание жилы с наконечником по способу местного вдавливания производится с соблюдением размеров, приведенных в табл. 4-4 и 4-5.
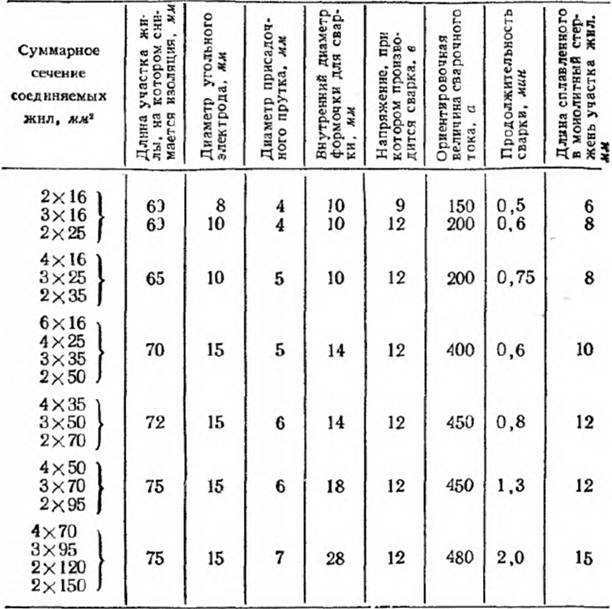
Газовая сварка соединений алюминиевых жил ацетилено-кислородным, бензино-кислородным или пропановым пламенем производится сначала в стальной или графитовой разъемной форме (табл. 4-6, рис. 4-6); концы жил сплавляются в монолитный стержень (рис. 4-7, а) с соблюдением размеров, указанных на рис. 4-8 и в табл. 4-7, и последовательности операций по рис. 4-9, а затем жилы свариваются (рис. 4-7, б) в стальной открытой желобчатой форме, горизонтально закрепляемой на свариваемых жилах (табл. 4 8, рис. 4-10), с соблюдением последовательности операции по рис. 4-11 и продолжительности по табл. 4-9.
Размеры оконцеваний жил при местном вдавливании
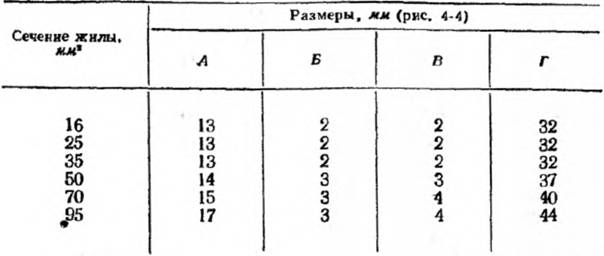
Таблица 4-5
Данные для контроля качества опрессования оконцеваний
и соединений жил
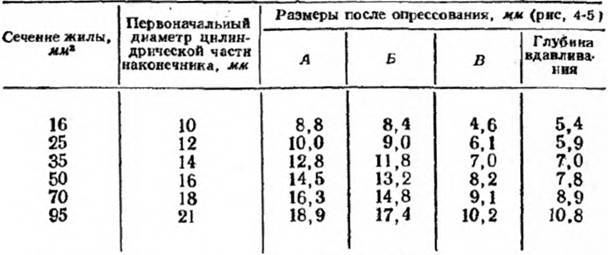
Примечание. Допуск для А, Б, В и глубины вдавливания ±5%. А, Б относятся к сплошному обжатию, В—к местному вдавливанию.

Рис. 4-4, Размеры оконцеваний жил при местном вдавливании.
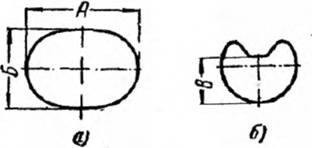
Рис. 4-5. Размеры для контроля качества оконцевания, а — сплошное обжатие; б — местное вдавливание.
Таблица 4-4
Рис. 4-6. Цилиндрическая разъемная форма.
1—место для наложения стягивающего хомутика.
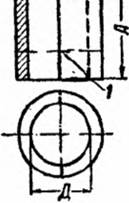

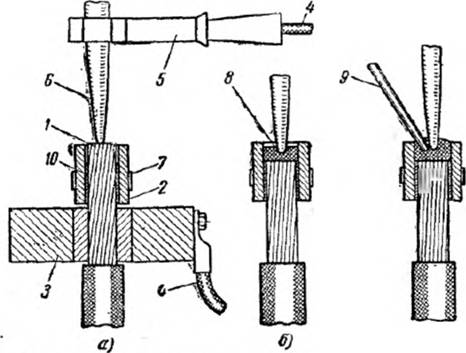
Рис. 4-7. Сварка алюминиевых жил в открытой форме,
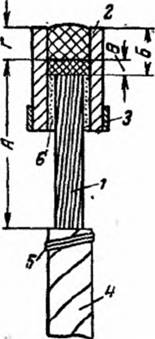
Рис. 4 8. Разделка конце жилы и установка формы при сплавлении его в монолитный стержень:
1 — очищенный от изоляции участок жилы; 2 — форма; 3 — хомут для закрепления формы; 4 — изоляция; 5 — нитяный бандаж; 6 — асбестовая подмотка.
а — сплавление конца жилы; б — сварка сплавленных жил; 1 — очиненный от изоляции участок жилы; 2 — цилиндрическая разъемная форма; 3 — желобчатая форма; 4 — охлаждающие клещи; 5 — защитные краны; 6 — сварочная горелка (пунктиром показано начальное положение); 7 — присадочный пруток из алюминия.
Таблица 4-6
Формы разъемные из стали или графитированного угля
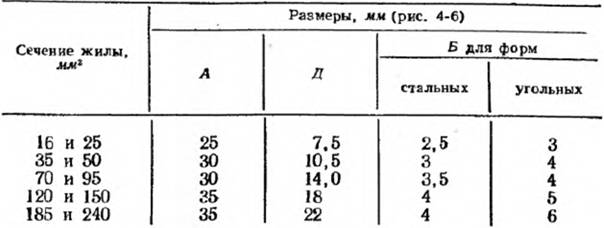
Примечание. Подробно см. Справочник электромонтера вып. 6 (Госэнергоиздат, 1959).
Данные используются только для выбора формы при производстве монтажных работ.
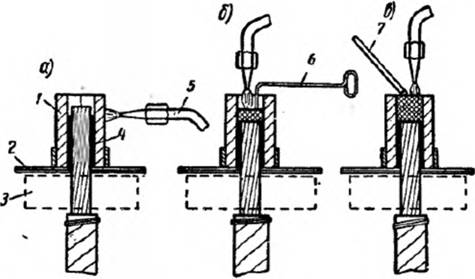
Рис. 4-9. Технология сплавления в монолитный стержень конца жилы.
а — нагревание формы; б—расплавление торца жилы и перемешивание плавки; в — сплавление алюминиевого присадочного прутка; 1 — форма; 2 — защитный экран; 3 — охладитель; 4 — асбестовая подмотка; 5 — горелка; 6 — мешалка; 7 — присадочный пруток.
В процессе сварки применяются сменные наконечники для сварочной горелки (рис. 4-12, табл. 4-10 и 4-11) и присадочные прутки по табл. 4-12.
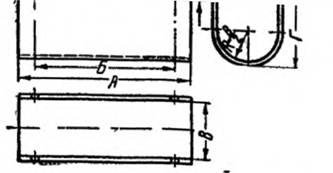
Рис. 4-10. Открытая форма для сварки жил в стык.
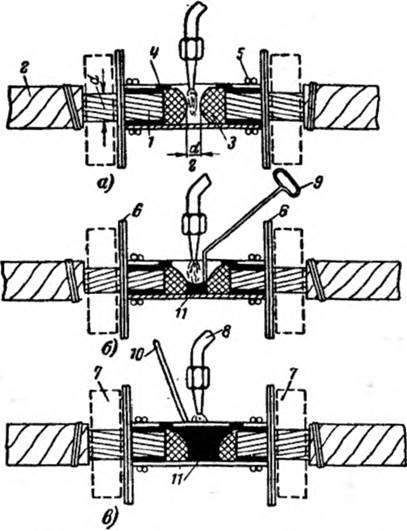
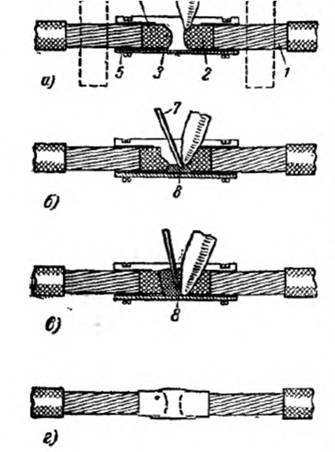
Рис. 4-11. Технология сварки в стык алюминиевых жил.
а — начало разогревания концов жил; б — перемешивание плавки; в — сплавление присадочного прутка; 1 — голая жила; 2 — изоляция; 3 — форма; 4 — асбестовая подмотка; 5 — проволочный бандаж; 6 — защитный экран; 7 — охладитель; 8 — горелка; 9 — мешалка; 10 — присадочный пруток; 11 — расплавленный металл.
Таблица 4-7
Размеры концов жил при сплавлении их в монолитный стержень
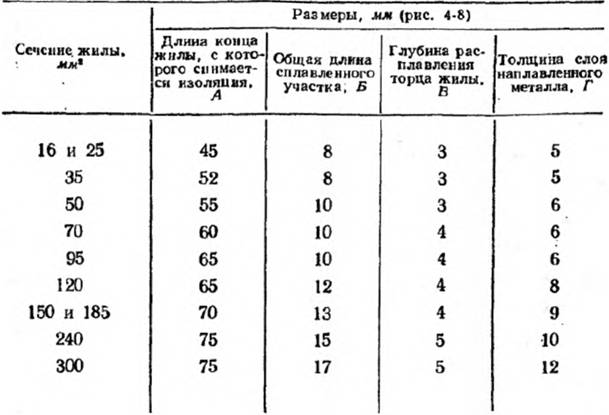
Таблица 4-8
Размеры открытых форм для сварки алюминиевых жил с концами, предварительно сплавленными в монолит
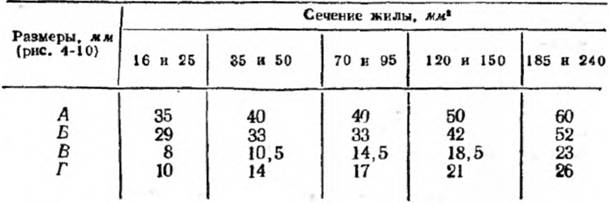
Примечания: 1. Материал—листовая сталь толщиной: 1 мм—для сечений до 50 мм; 1,5 мм—для сечений до 150 мм2; 2 мм— для больших сечений.
2. Подробно см. Справочник электромонтера, вып. 6 (Госэнергоиздат, 1959). Данные используются только для выбора формы при производстве монтажных работ.
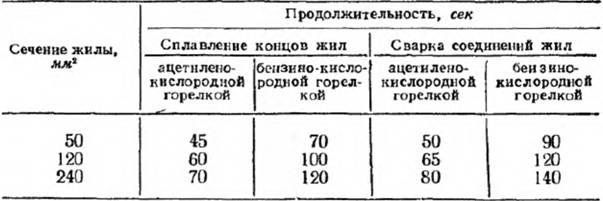
Рис. 4-12. Однопламенный мундштук к бензино- кислородной горелке.
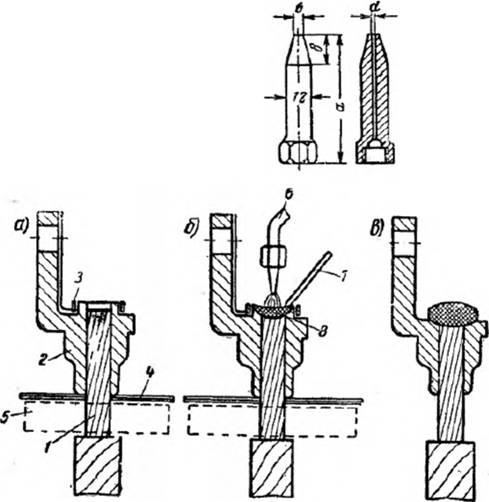
Рис. 4-13. Технология приварки кабельного наконечника.
а — наконечник, надетый на жилу для сварки; б — процесс сварки; в — готовая сварка; 1 — жила кабеля; 2 — кабельный наконечник; 3 — форма-экран, 4 — защитный экран; 5 — охладитель; 6 — горелка; 7 — присадочный пруток; 8 — расплавленный алюминий.
Продолжительность операций по сплавлению концов алюминиевых жил и сварке соединений их (время при работе однопламенной сварочной горелкой)
Таблица 4-10
Номера сменных наконечников для сварочных горелок
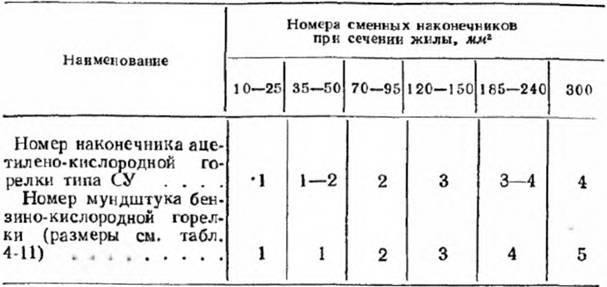
Таблица 4-11
Размеры однопламенных мундштуков к бензино-кислородным горелкам
Примечание. Материал наконечников — латунь ЛС-51-1, резьба в мундштуке М-14.
Сплавлению концов жил в монолитные стержни предшествуют: удаление с концов жил изоляции на указанной в табл. 4-7 длине; закрепление бумажной изоляции ниточным бандажом; удаление из конца жилы пропитывающего состава бензином или тряпкой, смоченной в бензине; механическое удаление оксидной пленки с поверхности проволок жилы при помощи механической щетки; придание жиле круглой формы; ввод концов жил в сварочную форму; закрепление и уплотнение концов форм асбестом; защита изоляции жил от нагрева (установка экрана и охлаждающих клешей); обмазка торцов жил тонким слоем флюса.
Сварка монолитных концов жил производится также после очистки их от оксидной пленки и покрытия слоем флюса.
Размеры алюминиевых присадочных прутков для сварки
Сечение свариваемых жил, мм2 | До 70 | 95—150 | Более 150 |
Диаметр присадочного прутка, мм | 3-4 | 5 | 7 |
Примечание. В качестве присадочных прутков можно использовать очищенные от оксидной пленки отрезки проволоки жил кабелей соответствующего диаметра или прутки, нарезанные из алюминиевых шин, покрытые тонким слоем флюса.
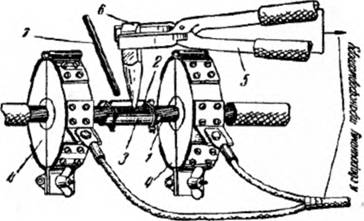
Рис. 4-14. Сварка сплавленных концов жил d стык в открытой формочке: 1 — оголенная жила; 2 — предварительно сплавленный конец жилы; 3 — форма для сварки; 4 — дисковые охладители; 5 — электрододержатель; 6 — угольный электрод; 7 — присадочный пруток.
Газовая сварка оконцеваний алюминиевых жил (рис. 4-13) с применением литых алюминиевых наконечников по табл. 4-18 сводится к сплавлению верхнего венчика наконечника и конца алюминиевой жилы, вертикально располагаемой при сварке, в одно целое.
Технология подготовки жилы перед вводом в наконечник та же, что при сварке соединений жил, за исключением предварительного сплавления конца жилы в монолитный стержень.
Электросварка соединений и оконцеваний алюминиевых жил кабелей производится способом контактного разогрева теплотой, выделяющейся в месте контакта угольного электрода (см. рис. 4-21) с торцом расплавляемой жилы при прохождении по ним тока от сварочного трансформатора.
Рис. 4-15. Технология электросварки в стык многопроволочных алюминиевых жил.
а — начало сварки; б — введение присадочного прутка в ванночку сплава; в — сплав заполнил полностью пространство между жилами; е — готовое соединение жил; 1— оголенные жилы; 2 — предварительно сплавленный конец жилы; 3 — открытая стальная форма; 4 — охладители; 5 — уплотнение из асбеста; 6 — угольный электрод; 7 — присадочный пруток; 8 — сварочная ванна.
Рис. 4-16. Технология сплавления в монолитный стержень конца многопроволочной жилы.
а -начало оплавления; б — образование и перемешивание ванночки расплавленного металла; в — введение присадочного прутка; 1 — оголенная жила; 2 — форма; 3 — охладитель; 4 — провода к трансформатору; 5 — электрододержатель; 6 — угольный электрод; 7 — хомутик; 8 — металл в расплавленном состоянии; 9 — присадочный пруток; 10 — асбест.
Сварка соединений производится в открытой горизонтально располагаемой желобчатой формочке (рис, 4-14, 4-15 и табл. 4-14) с предварительным оплавлением концов жил в монолитные стержни (рис. 4-16» табл. 4-13) в угольной или стальной цилиндрической формочке (рис. 4 6, табл. 4-6) при вертикальном расположении жил.
Таблица 4-13
Данные по сплавлению жил в монолитные стержни
Соединение и ответвление жил в соответствующих случаях может быть выполнено и путем сплавления их концов в общий монолитный стержень в угольной или стальной разъемной цилиндрической формочке в вертикальном положении (рис. 4-1; 4-18, а, табл. 4-15).
При оконцевании конец жилы вводится в гильзу наконечника и сплавляется с верхним венчиком наконечника (рис. 4-19, 4-20 и табл. 4-16).
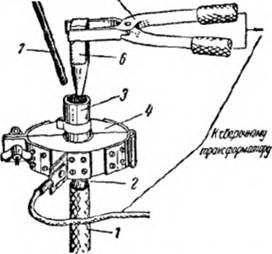
Рис. 4-17. Соединение многопроволочных алюминиевых жил путем сплавления в общий монолитный стержень.
1 — жилы кабеля в изоляции; 2 — оголенный участок жилы; 3 — сварочная форма; 4 — охладитель; 5 — электрододержатель; 6 — угольный электрод; 7 — присадочный пруток.

4-19. Приварка кабельных наконечников на многопроволочные алюминиевые жилы.
1 — жила кабеля в изоляции; 2 — оголенный участок жилы; 3 — наконечник; 4 — охладитель; 5 — электрододержатель; 6 — угольный электрод; 7 — присадочный пруток.
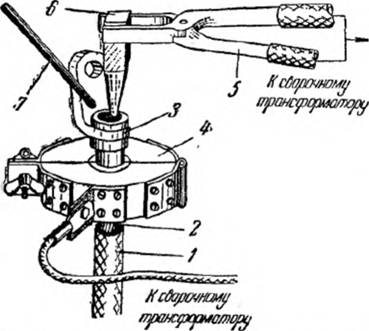
Рис. 4 18. Технология электросварки алюминиевых жил в чугунных муфтах методом сплавления в общий монолит. а — схема электросварки; б — готовое соединение; 1 — свариваемые жилы; 2 — очищенные от изоляции участки жил; 3 — цилиндрическая формочка; 4 — охладители; 5 — угольный электрод; 6 — электрододержатель; 7 — присадочный алюминиевый пруток; 8 — асбестовое уплотнение; 9 — провода к трансформатору; 10 — монолитный стержень.
Таблица 4-14
Данные по сварке соединений жил в открытой форме
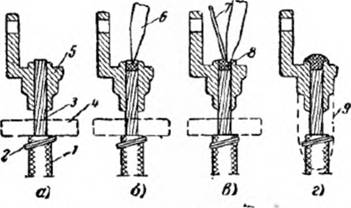
Рис. 4-20. Технология приварки кабельных наконечников,
а — оконцевание жилы наконечником, подготовленное к сварке; б — начало оплавления конца жилы; в — введение присадки и расплавление венчика наконечника; г — готовое оконцевание; 1 — жила кабеля; 2 — ниточный бандаж; 2 — оголенный участок жилы; 4 — охладитель; 5 — наконечник; 6 — угольный электрод; 7 — присадочный пруток; 8 — расплавленный металл; 9 — поверхность накладываемой изоляции.
Таблица 4-15
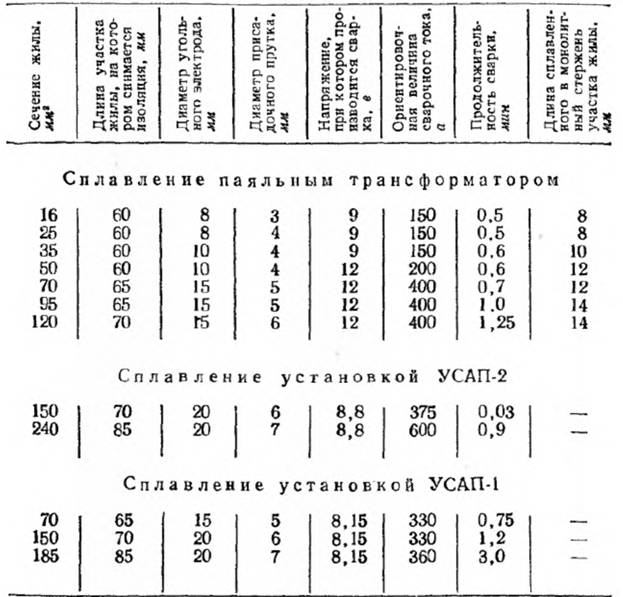
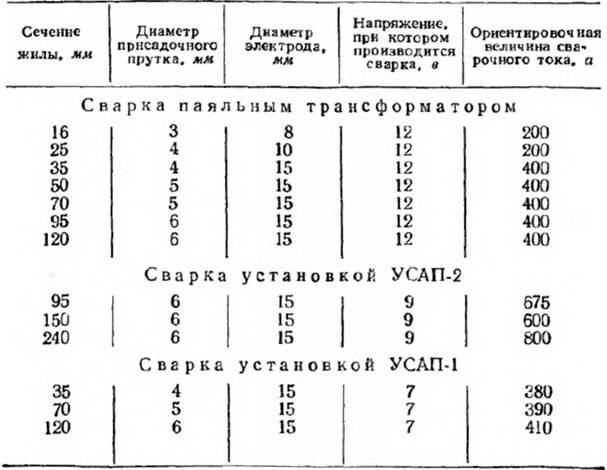
Данные по соединению алюминиевых многопроволочных жил путем сплавления в общий монолитный стержень с помощью паяльного трансформатора или установки УСАП-1
Установки типа УСАП-1 и УСАП-2 с трансформаторами типа ТС-150 и ТС-300, а также электрододержатели приведены в "Справочнике электромонтера", вып. 6 (Госэнергоиздат, 1959).
Пайка. Для пайки алюминиевых жил применяются мягкие оловянистые и безоловянистые припои (табл. 3-8). Технология соединения и оконцевания жил пайкой оловянистыми припоями одинакова и производится бензиновой лампой с предварительной разделкой ступенями спаиваемых жил.
Таблица 4-16
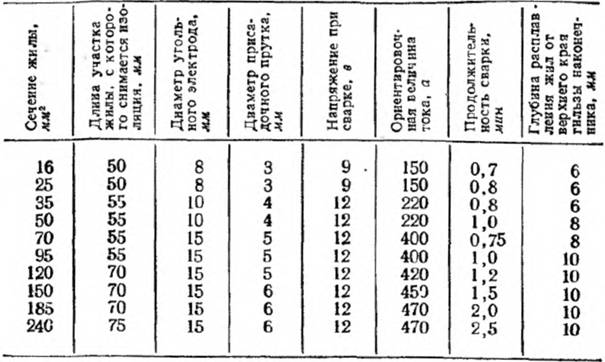
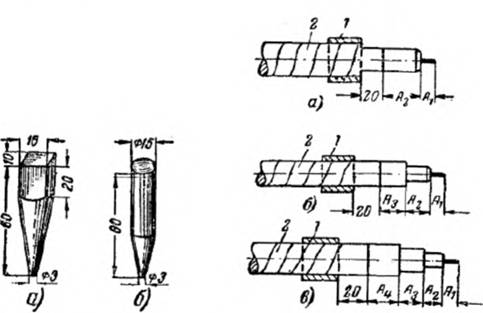
Рис. 4-21. Электроды для электросварки алюминиевых жил кабелей. а — угольно- графитовый электрод прямоугольного сечения; б — цилиндрический угольный электрод.
Рис. 4-22. Размеры разделок оголенных концов кабелей для алюминиевых жил.
а — 16—35 мм1 ; б — 50—95 мм2, в — 120—150 мм2, 1 — асбест; 2 — жила в заводской изоляции.
Пайка наконечников припоем Мосэнерго может производиться и паяльной лампой.
Оконцевание, соединение и ответвление алюминиевых жил оловянистыми припоями производятся в следующем технологическом порядке:
- С концов алюминиевых жил кабеля удаляют изоляцию на длине, указанной в табл. 4-17 плюс 20 мм и производят разделку жилы ступенями по повивам, как это показано на рис. 4-22. Размеры А1, А2, А3, А4 соответственно обозначают длины, на которых облуживаются: центральная проволока жилы и первый, второй,
третий повивы проволок жилы.
Участок оголенной жилы длиной 20 мм непосредственно у торца заводской изоляции предназначен для установил защитного экрана, применяемого при облуживании концов жил, а также и для закрепления формы при пайке соединения концов двух предварительно облуженных жил.
Таблица 4-17
Разделки алюминиевых жил кабелей при пайке их в стальных гильзах
2. Отдельные проволочки каждого повива разводят, очищают от пропитывающего состава смоченной в бензине тряпкой, а затем снова сводят с приданием круглой формы.
3. Ступенчатая разделка оголенного конца жилы по повивам на участке размером A1, А2, А3, А4 подлежит обязательному облуживанию припоем марки А или ему подобным (путем натирания при действии пламени паяльной лампы) до момента ввода концов жил для спайки в стальную форму. Перед облуживанием оголенного конца жилы он на всей длине должен быть предварительно тщательно очищен от оксидной пленки с помощью стальной щетки и смазан раствором канифоли в спирте (см. § 3-6).
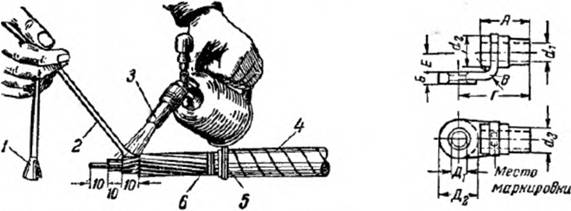
Рис. 4-23. Облуживание жилы мягким припоем.
1 — щеточка; 2 — припой; 3 — паяльная лампа; 4 — бумажная изоляция; 5 — бандаж из асбестового шнура; 6 — временный проволочный бандаж.
4. Пламенем бензиновой паяльной лампы прогревают разделанные концы алюминиевых жил до температуры, близкой к температуре оловянистых припоев, и затем с помощью металлической кисточки, удаляя оксидную пленку, облуживают повивы с нажимом, натирая палочкой припоя (рис. 4-23).
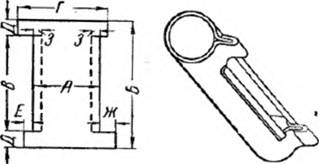
Рис. 4-25. Форма — обойма из стали.
Рис. 4 24. Алюминиевый литой наконечник.
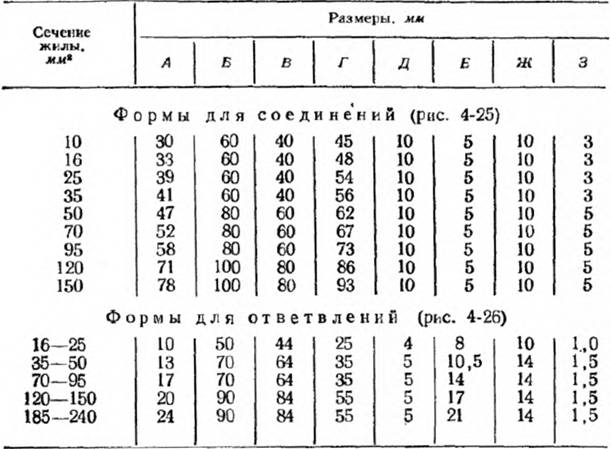
5. Облуженные алюминиевые жилы при оконцевании вводят в алюминиевые литые, предварительно облуженные наконечники (табл. 4-18, рис. 4-24) на одну ступень выше по отношению к сечению жилы, а при соединении или ответвлении — в стальные формы (рис. 4-25 и 4-26, табл. 4-19), размещая их центральными проволоками в стык. Оконцевание, ответвление и соединение могут быть произведены и в предварительно облуженных медных наконечниках и гильзах.
- У конца цилиндрической части наконечника и у концов стальной формы на жилы наматывается асбестовый шнур или лента, уплотняющие место ввода жил и препятствующие вытеканию припоя.
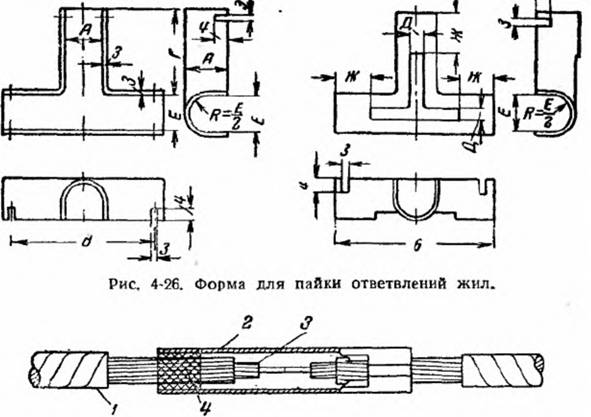
Гнс, 4 27. Соединение жил пайкой.
1 — изоляция; 2 —форма; 3 — ступенчатая разделка жил:
4 — асбест»
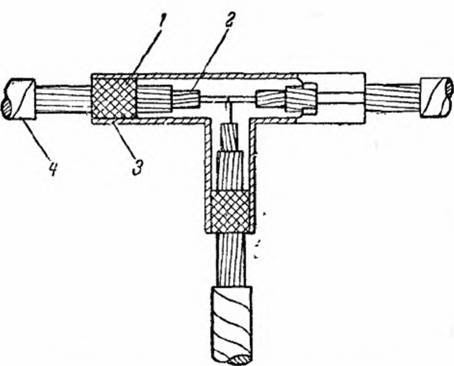
Рис, 4-28. Ответвление жил пайкой.
1 — асбестовая обмотка; 2 — ступенчатая разделка жилы; 3 — форма; 4 — изоляция.
7. Стальные формы закрепляют на жилах проволокой (рис. 4-27 и 4-28). Пайку соединений двух предварительно облуженных концов жил можно производить без наложения охлаждающих дисков или клещей на оголенные участки жил.
- Производят пайку наконечников (места соединения или ответвления) при нагревании пламенем паяльной лампы наконечника (формы) до температуры, близкой к температуре плавления припоя. При этом одновременно вводят в пламя пруток оловянистого припоя, который, сплавляясь, заполняет венчик наконечника (литниковое отверстие формы) до верха, и производят перемешивание припоя с удалением шлака (рис. 4-29).
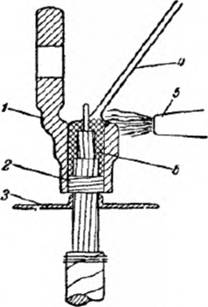
Рис. 4-29. Оконцевание жил пайкой.
1 — наконечник; 2 — асбест; 3 — экран; 4 — припой; 5 — лампа; 6 - расплавленный припой.
- После остывания места пайки снимают формы и производят спиливание неровностей припоя, протирку места пайки чистой тряпкой, смоченной в бензине, прошпарку места соединения и защиту лаком от коррозии места оконцевания.
Пайка алюминиевых жил оловянистыми припоями требует строгого соблюдения описанной технологии работы. Так, например, невыполнение монстерами-кабельщиками очистки отдельных проволок жилы от пропиточного состава и облуживания повивов алюминиевых жил не обеспечит спаивание концов кабели. Вследствие плохого контакта в оконцевания или соединениях такая линия не сможет работать надежно.
Соединение алюминиевых жил припоем Мосэнерго производится в следующем порядке:
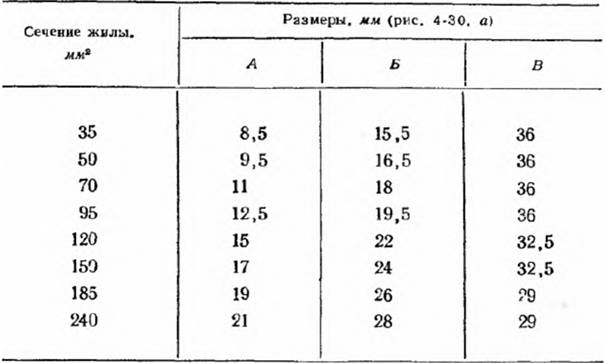
- Жилы кабеля секторной формы обжимают в круглую форму, на них надевают стальные шаблоны (рис. 4-30, а, табл. 4-20) в ножовкой обрезают концы жил под углом 55° с таким расчетом, чтобы зазор в нижней части между концами жил составил 2 мм (рис. 4-30, е); бензином промывают концы отрезанных жил и опиливают скошенные поверхности.
- Стальные разъемные формы (рис. 4-30, б, табл. 4-21) надевают на соединяемые жилы и стягивают обе их половины бандажной проволокой; щели между формой и жилой заделывают замазкой с подмоткой шнуровым асбестом.
Наконечники типа ЛА алюминиевые литые для напайки или наварки на алюминиевые жилы кабелей по ГОСТ 7387-55
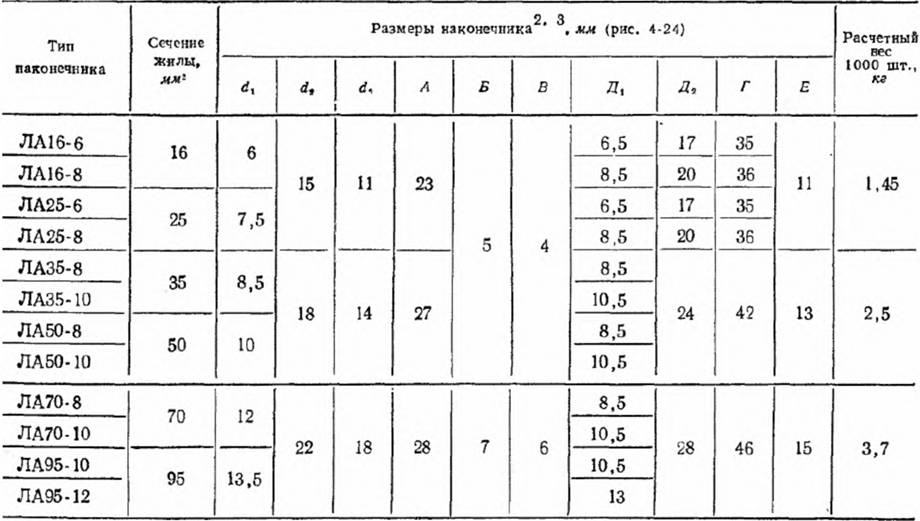
Таблица 4-18
Продолжение табл. 4-18
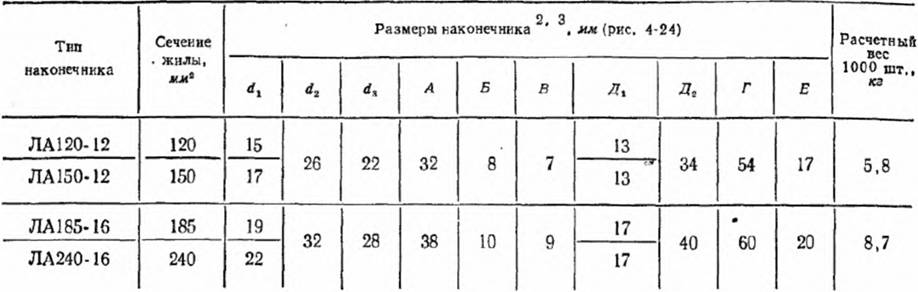
Примечания: 1. Наконечники изготовляются из алюминия марки А1 или А2 по ГОСТ 3549-47 с присадкой кремния не более 4%.
- Наконечники нс должны иметь трещин, раковин, наплывов, заусенцев и отколотых частей. Контактные поверхности наконечников должны быть плоскими и взаимно параллельными. Отверстие в ушке наконечника должно быть расположено по продольной оси симметрии с допускаемым отклонением: для наконечников сечений до 95 мм2 — не более 0,3 мм, свыше 95 мм2 — не более 0,7 мм.
2 Допускаемые отклонения от размеров см. ГОСТ 7387-55.
3 По требованию заказчиков допускается изготовление наконечников с формой ушка, отличающейся от указанной на рис. 4-24, при условии соблюдения размеров d1, d2, d3 и А и поставки этих наконечников комплектно с электрооборудованием, для которого они предназначены.
Таблица 4-19
Формы из листовой стали для пайки соединений и ответвлений алюминиевых жил кабелей
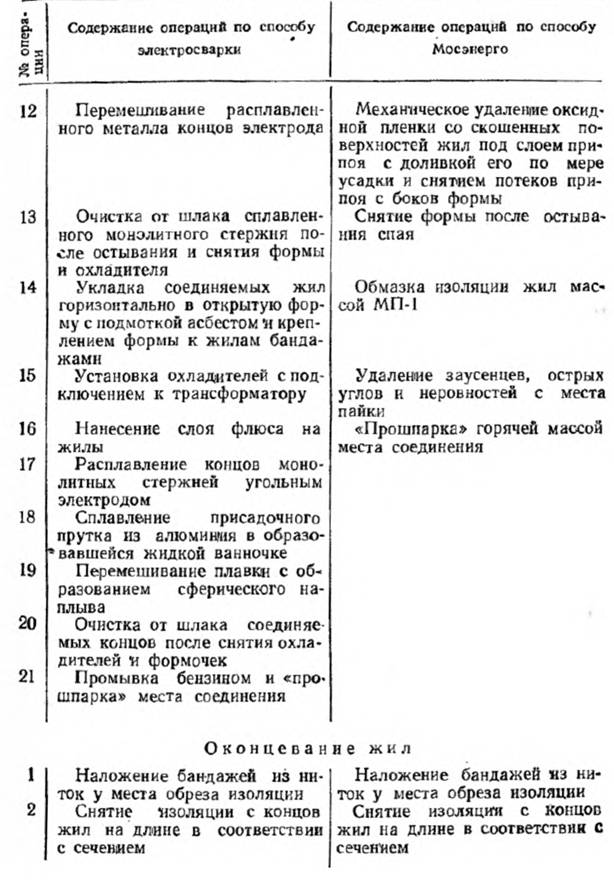
3. Тигель с расплавленным припоем и лоток устанавливают под местом спая (рис. 4-30, в) и припой льют в отверстие формы.
4. После прогрева горячим припоем места спая механически удаляют оксидную пленку со скошенных поверхностей жил иод слоем припоя (рис. 4 30, г, д), одновременно доливают припой по мере его усадки и снимают подтеки припоя с боков формы.
5. После снятия формы обмазывают изоляцию жил массой МП-1, удаляют заусенцы, острие углы и неровности с места пайки, в затем прошпаривают горячей массой ΜΠ-1 место спая.
Основным условием качественной пайки алюминиевых жил припоем Мосэнерго является соблюдение температурного режима припоя.
Соединение алюминиевых жил кабелей с медными жилами лучше всего производить пайкой в стальных формах припоем А при предварительном облуживании этим же припоем обоих концов жил. Пайка алюминиевых жил с медными может производиться также припоем ЦО-12 (цинк 88% и олово 12% по несу), нагретым до температуры 500—550° С. Разделка концов кабеля выполняется так же, как и с алюминиевыми жилами, только медная жила срезается под прямым углом и облуживается припоем ПОС-30 на расстоянии половины формы путем полива припоя из ковша. При пайке гильзы монтер прочищает скребком только алюминиевую жилу.
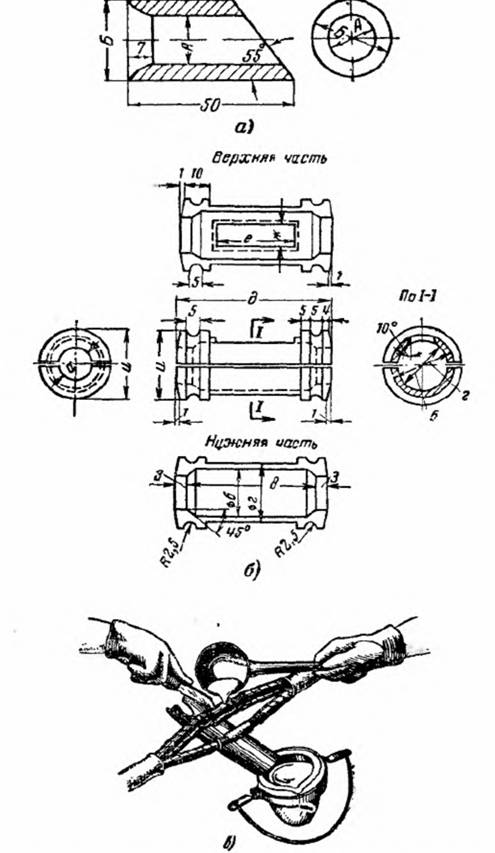
Рис. 4-30. Пайка алюминиевых жил кабелей способом Мосэнерго.
а — стальной шаблон для отрезывания алюминиевых жил; б — стальная разъемная форма; в — пайка алюминиевых жил кабелей.
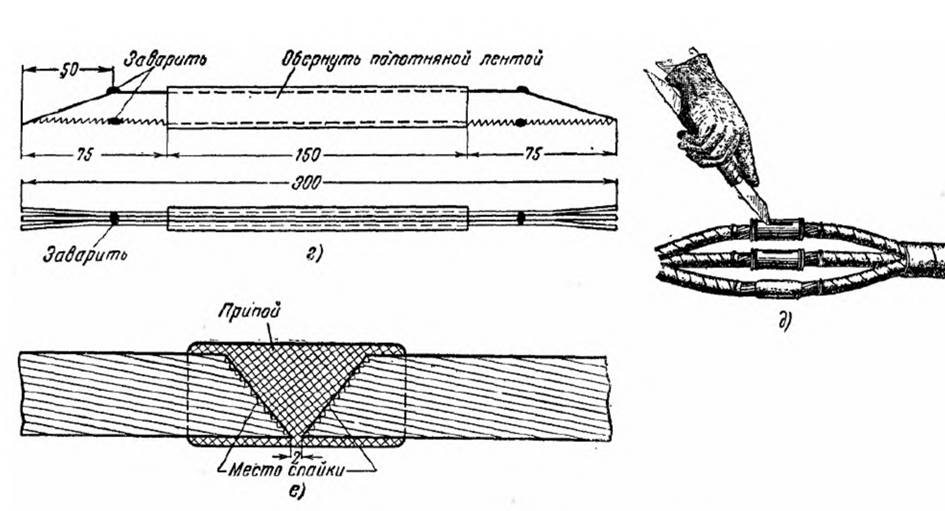
Рис. 4-30. Пайка алюминиевых жил кабелей способом Мосэнерго.
г — скребок для зачистки концов жил; д — зачистка концов жил в разъемной форме; е — соединительная гильза, вылитая из припоя.
Таблица 4-20
Шаблон для отрезывания алюминиевых жил при соединении и оконцевании кабелей
Стальные разъемные формы
Таблица 4-21
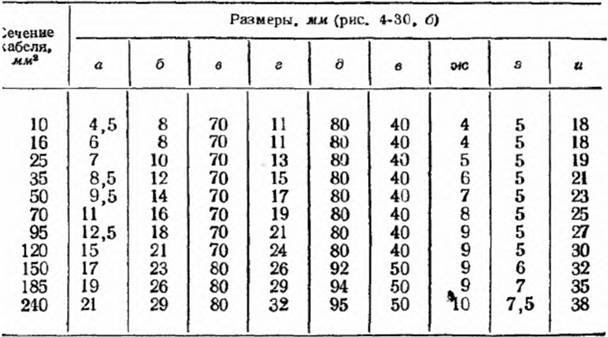
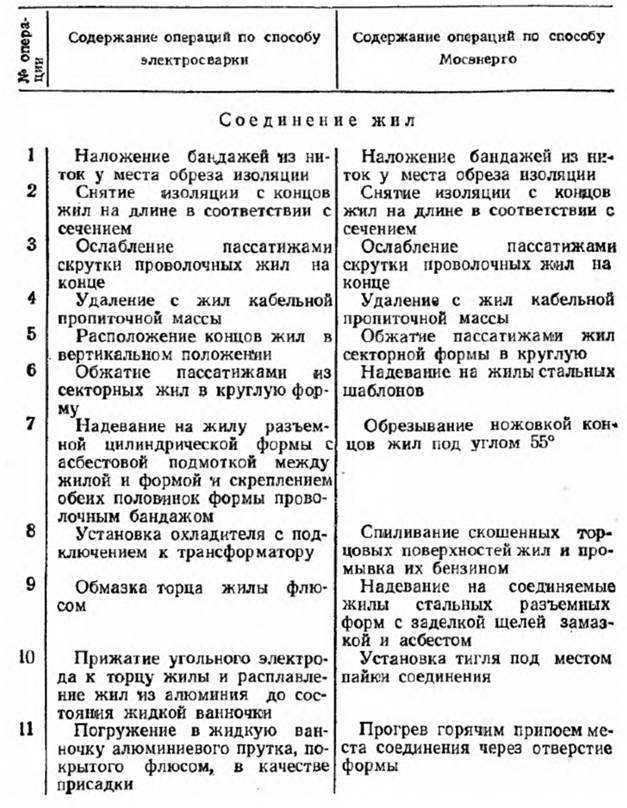
Таблица 4-22
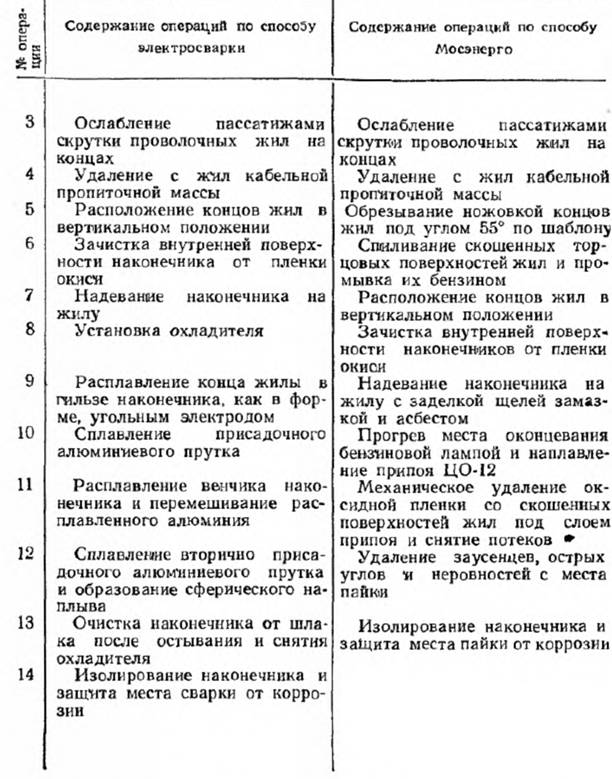
Технологическая карта соединения и оконцевания алюминиевых жил кабеля способами электросварки и Мосэнерго
Продолжение табл. 4-22
Пайка припоем Мосэнерго медных наконечников силовых кабелей с алюминиевыми жилами производится в следующем порядке:
- Концы жил с помощью шаблона (рис. 4-30, а) срезают под углом 55°, на срезанные концы надевают наконечники. Для удобства очистки поверхности жил от оксидной пленки скошенная часть жилы внутри наконечника должна быть расположена в сторону контактной части наконечника.
- Для уплотнения наконечник снизу подмазывают замазкой, замешанной из мела или глины на воде, и подматывают асбестовым шнуром до 1/4 цилиндрической части наконечника.
- Пайку наконечника производят с помощью паяльной лампы прутком припоя ЦО-12. В процессе пайки монтер-кабельщик должен скребком удалять оксидную пленку с алюминиевой жилы кабеля и наплавлять припой, а другой монтер — непрерывно нагревать наконечник вместе с алюминиевой жилой.