4-16. СОЕДИНЕНИЕ ТРЕХЖИЛЬНЫХ КАБЕЛЕЙ НАПРЯЖЕНИЕМ ДО 10 кВ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ В СВИНЦОВЫХ И СВИНЦОВО-МЕДНЫХ МУФТАХ (УТВЕРЖДЕННАЯ КОНСТРУКЦИЯ)
Свинцовые соединительные муфты, применяемые для силовых кабелей на напряжения 3, 6 и 10 кВ, являются наиболее распространенной кабельной арматурой. Конструктивно свинцовые муфты существенно отличаются от чугунных, обеспечивая герметизацию и более высокую электрическую прочность, а следовательно, и надежность в процессе эксплуатации. Муфта представляет собой свинцовую трубу, имеющую по концам форму полушария, припаиваемую к свинцовым или алюминиевым оболочкам обоих соединяемых концов кабеля.
Наложение на соединяемые части жил кабеля внутри муфты до заливки ее кабельной массой дополнительной пропитанной бумажной изоляции существенно усиливает электрическую прочность внутренней разделки кабеля по сравнению с открытой разделкой кабеля в чугунной муфте.
При прокладке силовых кабелей в земле, в коллекторах и других подземных сооружениях совместно с другими коммуникациями свинцовая муфта защищается от механических повреждений соответственно чугунным или стальным защитным кожухом.
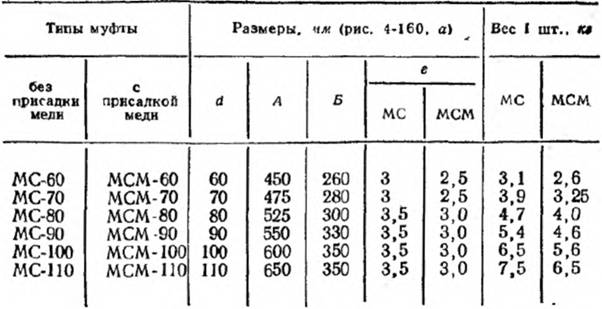
Таблица 4-101
Размеры и веса соединительных свинцовых и свинцово-медных муфт
Примечания: 1. Муфты изготовляются из свинца не ниже С-3 по ГОСТ 3778-47: на заводах — путем горячей выпрессовки на свинцовых прессах; в мастерских монтажных организаций — путем погружения стальной цилиндрической болванки в расплавленный свинец, путем холодной выпрессовки на прессах 150—200 т. с соответствующей длиной хода, методом кокильного или центробежного литья, а также путем сварки из рольного и листового свинца по ГОСТ 59-41 и ОСТ ЦМ414-39.
Всегда целесообразна присадка к свинцу меди в размере 0,06— 0,07% с целью повышения стойкости муфт к внутренним давлениям,
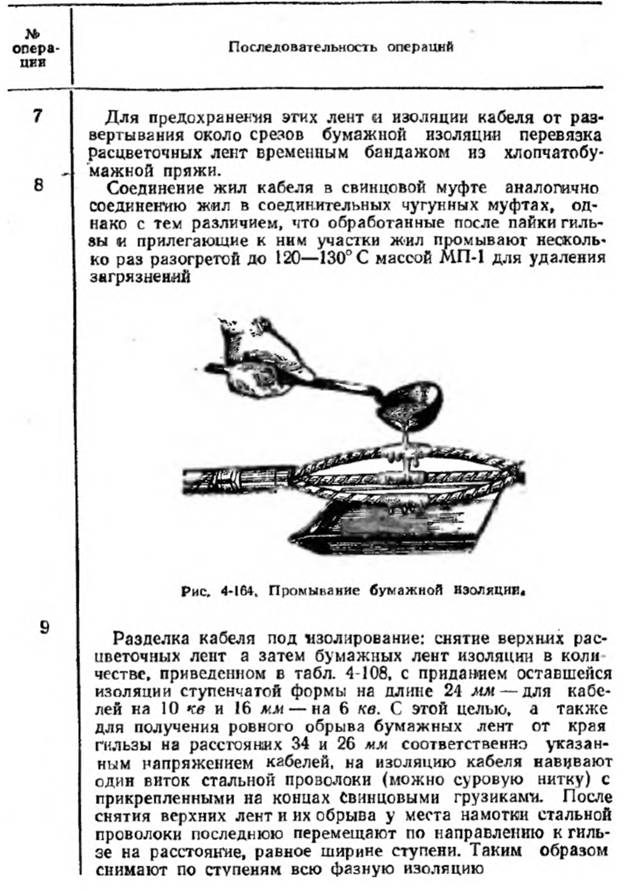
возникающим в кабелях с нормальной пропиткой в процессе их эксплуатации.
Присадка меди производится посредством введения в ванну со свинцом двухпроцентной лигатуры свинец — медь. Приготовление лигатуры производятся следующим способом.
В нагретый до 325—350° С тигель вводится свинец и расплавляется. Поверхность свинца покрывается слоем (около 10—15 мм) древесного угля с зернистостью около 5 мм. Температура свинца доводится до 700—1 000° С, после чего в свинец в три-четыре приема при перемешивании вводится медь в виде тонкой стружки (§ 3-6). По растворении меди температура лигатуры понижается до 800—900° С, слой древесного угля и шлак с поверхности удаляются и лигатура отливается в отрезки угловой стали. На поверхности прутков обозначается вес каждого из них.
2. Сварка муфт из листового свинца (табл. 4-106) может быть выполнена: постоянным током, переменным током 12—25 в, полученным от трансформатора (котельного; для пайки; нормального сварочного, включенного в сеть пониженного напряжения с дополнительным понижением напряжения дуги путем регулировки реактором или удаления из него ярмовых прокладок), водородным пламенем. Пайка шва свинцовых муфт не рекомендуется, так как шов получается жесткий и часто пропаянный не по всей глубине.
Кромки листа, подлежащие сварке, срезаются шибером под углом 45—50° и очищаются дп блеска. Лист загибается в цилиндр при помощи деревянного валька на цилиндрической оправке. Сварка производится на деревянной (т. е. с небольшой теплоемкостью) оправке, обитой листовой сталью.
При электросварке один полюс или фаза источника присоединяется к электрододержателю с угольным электродом диаметром 10—20 мм, заточенным на конус. Другой полюс или фаза присоединяется к свинцовой трубе. Присадочным материалом является свинцовая пластинка шириной 8—10 мм. флюсом — канифоль или стеарин. При сварке в восстановительном водородном пламени голубоватого цвета применение флюса не требуется.
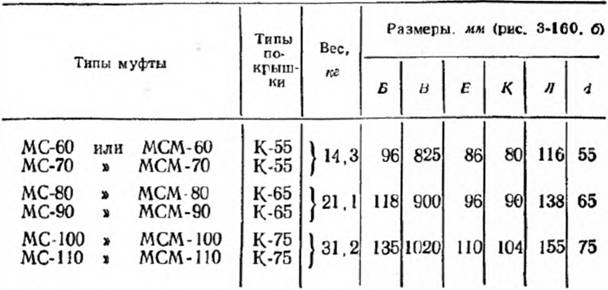
Таблица 4-102
Размеры чугунных защитных покрышек
Примечания; 1. Детали защитных покрышек изготовляются; корпуса и крышки из серого чугуна — по ГОСТ 1412-54; болты — по ОСТ 20035-38 или ОСТ НКТП 3524; гайки — по ГОСТ 5926- 61; шайбы —по ГОСТ 6957-54 и ГОСТ 6402-52.
2. Внутреннее пространство кожуха заполняется мягчителем резины тогда, когда муфты монтируются; ниже уровня грунтовых вод, но выше уровня промерзания почвы; в активной химической среде; при монтаже соединений кабелей на крутонаклонных трассах в свинцовых муфтах — в целях повышения стойкости этих муфт внутренним давлением.
Таблица 4-103
Типы соединительных муфт в зависимости от напряжений, сечений и разностей уровней по трассе кабельной линии
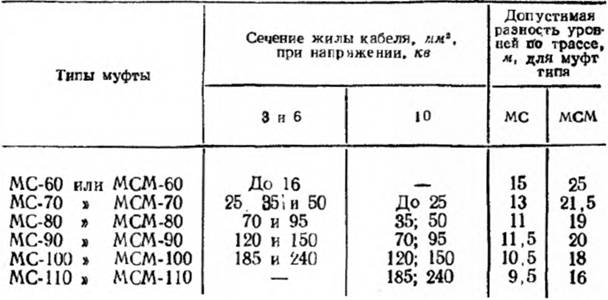
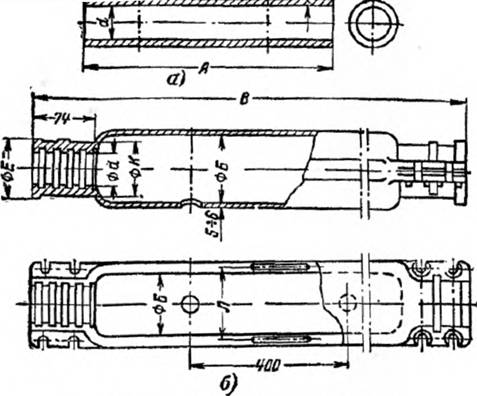
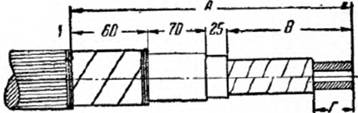
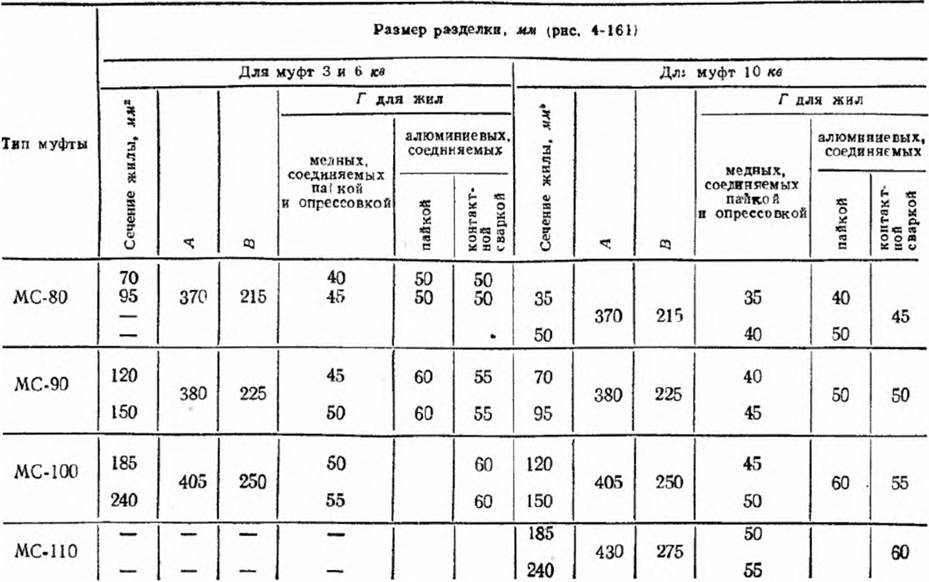
Рис. 4-161. Размеры разделки кабеля в свинцовых соединительных муфтах.

Рис. 4-160. Соединительная свинцовая муфта. а — свинцовая (свинцово-медная) труба, где Б — расстояние между прорубаемыми в муфте отверстиями; б — чугунная защитная покрышка.
Рис. 4-162. Соединительная свинцовая муфта.
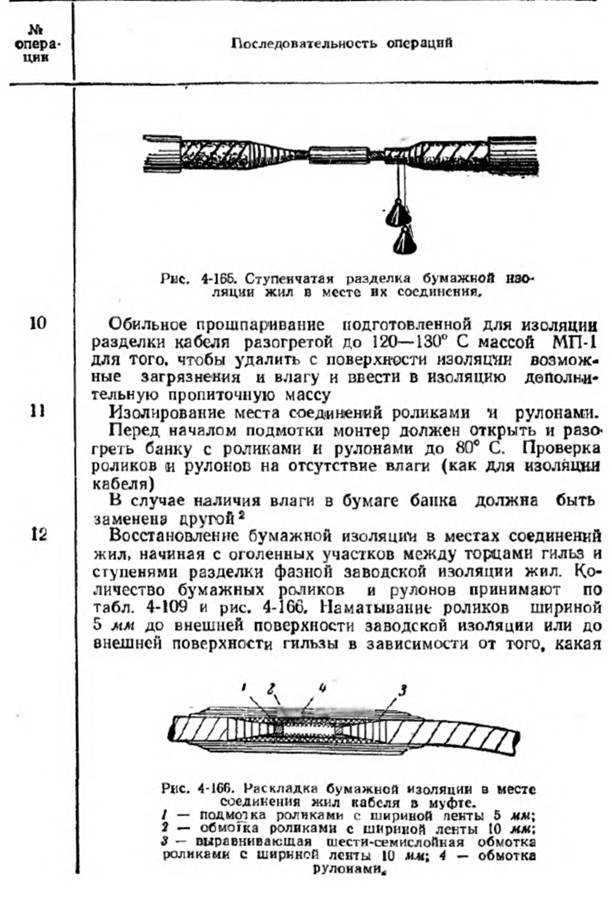
1 — проволочные бандажи; 2 — броня; 3 — свинцовая муфта; 4 — запаянное заливочное отверстие муфты; 5 — обмотка бумажными рулонами; 6 — бандажи из ленты ролика 25 мм; 7—обмотка роликами с шириной ленты 10 мм; 8— обмотка роликами с шириной ленты 5 мм, 9 — соединительная гильза.Размеры разделок концов кабелей для соединения в свинцовых соединительных муфтах

Таблица 4-104
Основные размеры соединений кабелей в свинцовых муфтах
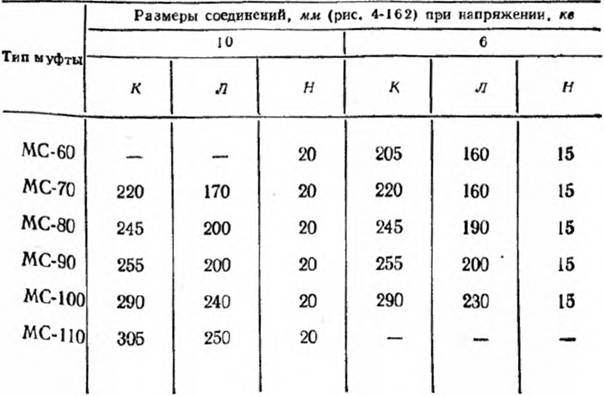
Таблица 4-105
Роллы и листы свинцовые, применяемые при изготовлении
свинцовых муфт сваркой
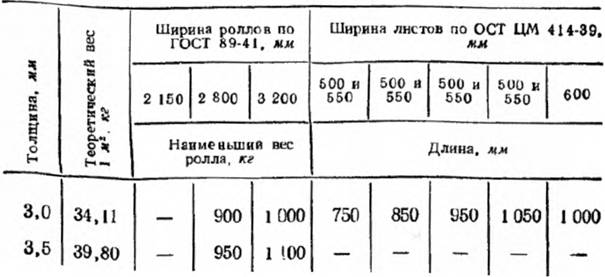
Таблица 4-106
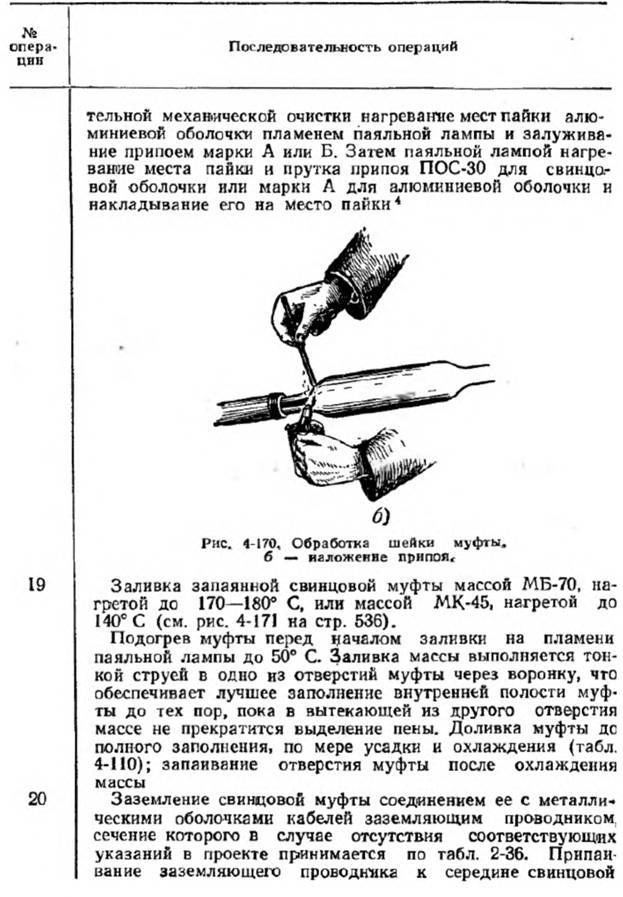
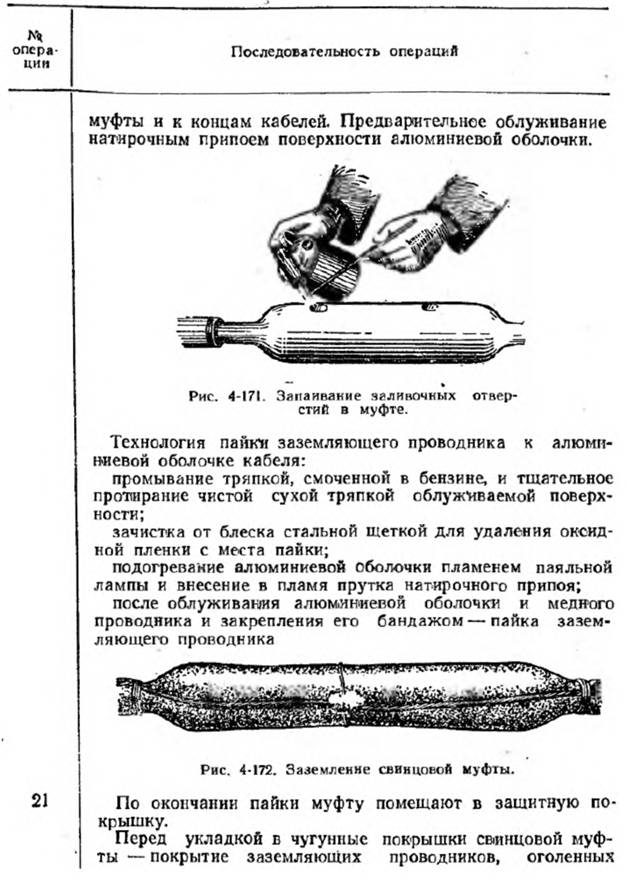
Технология монтажа свинцовых муфт (рис. 4-160)
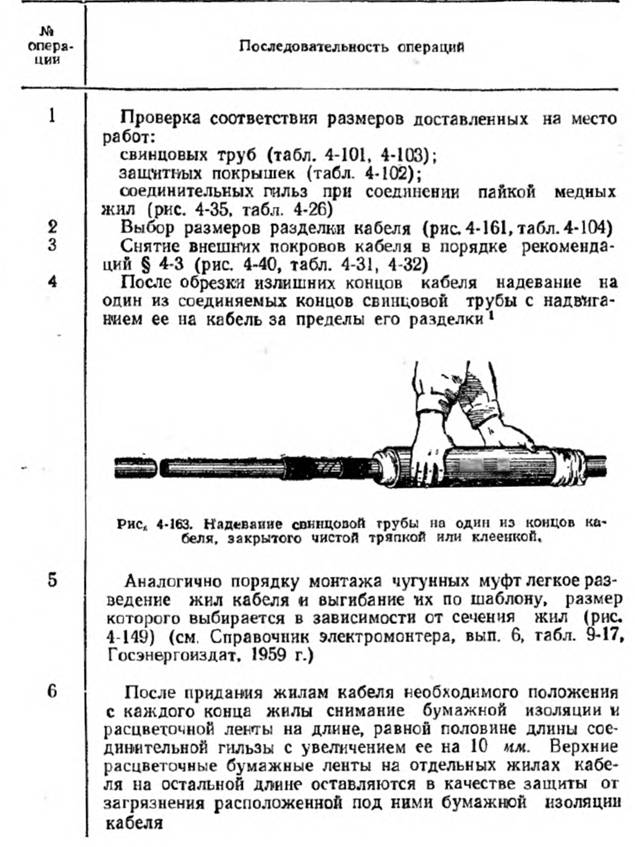
Таблица 4-107
1 Предварительно трубу выправляют киянкой на деревянном шаблоне для придания ей цилиндрической формы, протирают ее внутреннюю поверхность сухой чистой тряпкой, а поверхность той части кабеля, иа которую временно надвигается труба, закрывают на длину трубы чистой тряпкой или, еще лучше, клеенкой.
2 Доставать ролики и рулоны из банок следует проволочным крючком. Доставать ролики и рулоны руками воспрещается, так как при этом Неизбежны ожоги рук и загрязнение находящихся в банках роликов и рулонов.
Во время подмотки монтер обязан держать банку нее время плотно закрытой крышкой и по мере расходования пропиточной массы доливать банку так, чтобы верхние ряды роликов и рулонов всегда были покрыты массой,
* Работа по снятию свинцового кольца несколько усложняется за счет разбортовки металлической оболочки кабеля, а по сравнению с технологической последовательностью операций монтажа чугунных соединительных муфт сдвигается и выполняется после процесса изолирования.
4 Для предупреждения вытекания пропиточного состава из-под брони кабеля при нагреве алюминиевой оболочки, который может загрязнить облуженную поверхность и снизить качество пайки, в месте отреза брони подматывают шнуровой асбест. Пайка свинцовой трубы к алюминиевой оболочке требует большого навыка и внимания со стороны исполнителя.
При пайке необходимо слепить за тем, чтобы не прожечь насквозь свинцовую муфту или оболочку кабеля и Чтобы поверхность пайки была гладкой, без раковин или незапаянных трещин. Место пайки нижней части муфты следует осматривать с помощью зеркала.
Во избежание перегрева бумажной изоляции кабеля пайка свинцовой муфты к свинцовой или алюминиевой оболочке кабеля должна производиться возможно быстрее, не более 3—4 мин на одни конец муфты.
* В тех случаях, когда муфта с покрышкой будет находиться ниже уровня грунтовых вод, но выше уровня промерзания почвы, нужно применять покрышки герметичной конструкции с двумя заливочными отверстиями, через которые производится заполнение кожуха массой типа мягчителя резины.
Таблица 4-108
Размеры ступенчатых разделок бумажной изоляции жил у торцов соединительных гильз (рис. 4-165)
Таблица 4-109
Количество бумажных роликов и рулонов на муфту
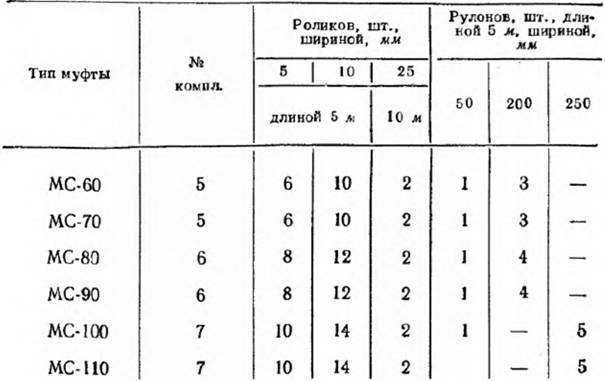
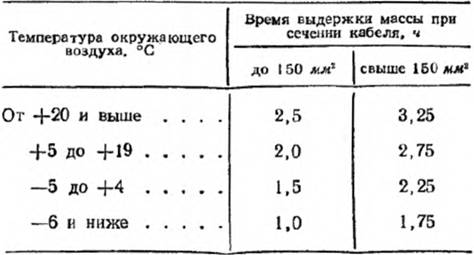
Таблица 4-110
Общее время выдержки заливочной кабельной массы в муфте