4-20. СОЕДИНЕНИЯ СИЛОВЫХ И КОНТРОЛЬНЫХ КАБЕЛЕЙ В ПОЛИХЛОРВИНИЛОВОЙ ОБОЛОЧКЕ
Соединение жил силовых кабелей выполняется опрессовкой в гильзах, контрольных—пайкой в гильзах или без них с расположением паек «вразбежку» (см. табл. 4-126),
Изолирование мест соединений жил выполняется: у силовых кабелей — обмоткой лентой из невулканизированной резины толщиной 0,5 мм в четыре слоя с 50%-ным перекрытием и последующей обмоткой липкой ноли хлорвиниловой лентой в один слой с тем же перекрытием; у контрольных кабелей—обмоткой двумя слоями ленты из невулканизированной резины и одним слоем липкой полихлорвиниловой ленты.
Пучок соединенных и изолированных жил обматывается с большим шагом липкой полихлорвиниловой лентой.
а) Соединения, выполняемые при помощи полихлорвиниловой муфты-трубы, свариваемой с оболочками концов кабелей.
Для монтажа но данному способу необходимы клещи (рис. 4-202) со съемными медными вкладышами для сварки полихлорвиниловых муфт с полихлорвиниловыми оболочками кабелей и клещи или универсальный червячный хомут (рис. 4-203) для обжатия концов соединительных полихлорвиниловых муфт после прогревания их клещами.
Минимальный и максимальный внутренние диаметры съемных медных конусных вкладышей должны быть соответственно равны наружному диаметру кабеля по оболочке и наружному диаметру кабеля по оболочке плюс 4 мм.
Таблица 4-126.
Способы соединений и области их применения
Примечания:
1. В случаях соединения силовых бронированных кабелей должно быть обеспечено соединение в одно электрическое целое лент брони обоих соединяемых кабелей
2. Способы соединения, кроме последнего пункта, разработаны и рекомендованы МОПЭО ГПИ ТПЭП.
1 При отсутствии полихлорвиниловых труб необходимого диаметра и толщины взамен их могут быть применены отрезки полихлорвиниловой оболочки кабелей большего диаметра.
2 Клей приготовляется растворением в плотно закрывающемся сосуде 1 весовой части стружки органического стекла в 100 частях дихлорэтана.
3 При монтаже соединений кабелей по первым двум пунктам в земле и тому подобных случаях должны приниматься меры против повреждения сухих заделок от растягивающих усилий и возможных механических воздействий как при монтаже, так и в процессе эксплуатации (например, путем заключения заделок в защитные кожухи-муфты), В этих случаях внешняя обмотка места соединения киперной лентой на бакелитовом лаке должна быть заменена обмоткой, не подверженной гниению (например, обмоткой из липкой стеклоленты).

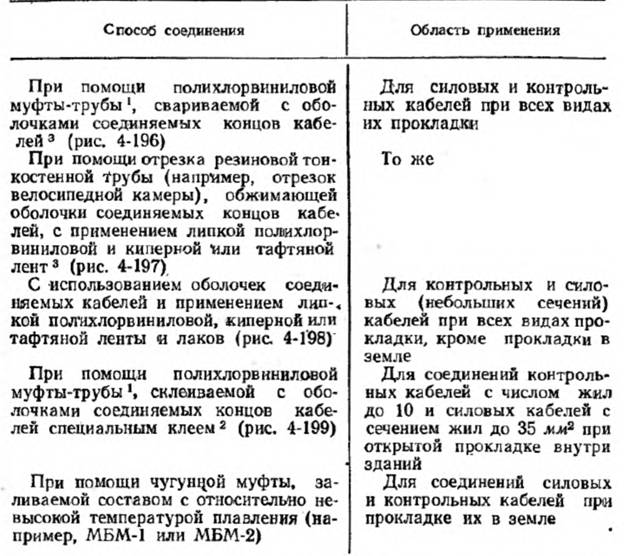
Рис. 4-196. Полихлорвиниловая муфта, соединяемая с оболочками кабеля сваркой.
1 — подмотка липкой полихлорвиниловой лентой в два слоя с 50%-ным перекрытием; 2 — соединительная полихлорвиниловая муфта-труба; 3 — место сварки.
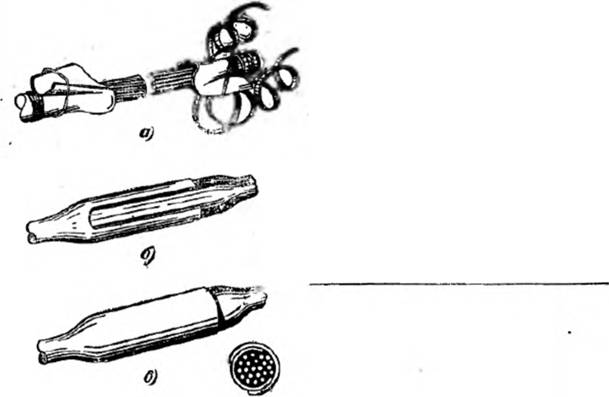
Рис. 4-197. Резиновая соединительная муфта,
1 — бандаж из тонкого шпагата; 2 — полихлорвиниловая оболочка кабеля; 3 — резиновая соединительная муфта-труба; 4 — жила в заводской резиновой изоляции; 5 — внешняя обмотка из полихлорвиниловой ленты в два слоя с 50%-ным перекрытием на полихлорвиниловом лаке № 2 (§ 3-4); 6 — подмотка из полихлорвиниловой липкой ленты толщиной 0,3 мм в три слоя с 50%-ным перекрытием на длине 40—45 мм; 7 — двух — трехслойная обмотка киперной лентой с 50%-ным перекрытием витков на бакелитовом лаке.
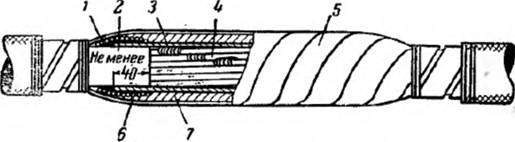
Рис. 4-198. Безмуфтовое соединение.
а — концы соединяемых кабелей, временно освобожденные от защитных покровов, с соответствующим образом надрезанной полихлорвиниловой оболочкой; б и в — вид снизу и вид сверху на соединение кабелей перед обмоткой его полихлорвиниловой лентой.
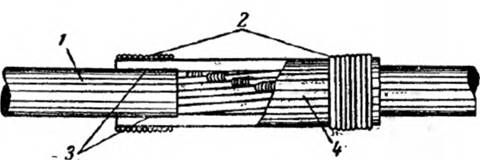
Рис. 4-199. Полихлорвиниловая муфта, соединяемая склеиванием с оболочками кабеля.
1 — полихлорвиниловая оболочка кабеля: 2 — бандаж из шпагата; 3 — клей; 4 — соединительная муфта из отрезка полихлорвиниловой трубы.
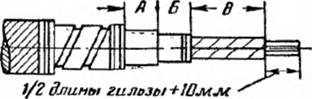
Рис. 4-200. Размеры разделки силового кабеля.
Перед надеванием на место соединения жил полихлорвиниловой соединительной муфты внутренние поверхности концов этой муфты и соответствующие участки полихлорвиниловых оболочек соединяемых кабелей обезжиривают при помощи тряпки, смоченной в дихлорэтане, авиационном бензине или безводном ацетоне.
Таблица 4-127
Размеры разделок силовых и контрольных кабелей, выполняемых способами, указанными в табл. 4-126.
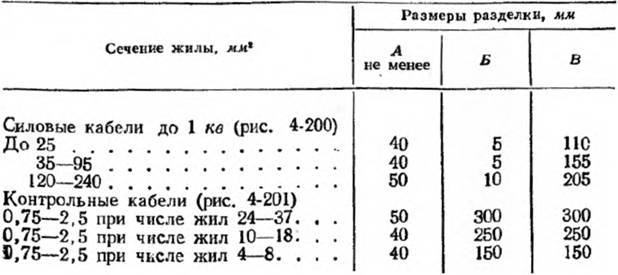

Рис. 4-201. Размеры разделки контрольного кабеля.
а — разделанный конец контрольного кабеля; б — соединение кабеля до герметизации его.
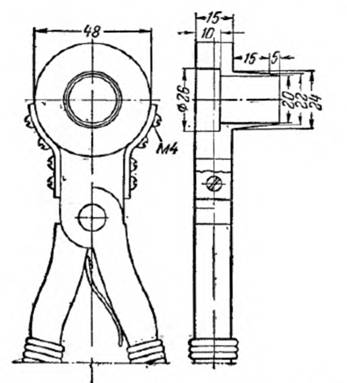
Рис. 4-202. Клещи для сварки полихлорвиниловых труб.
Соединительные полихлорвиниловые муфты должны иметь длину согласно табл. 4-127: 2В+2Б + 60 мм — для силовых кабелей (рис. 4-200) и Б + 60 мм — для контрольных кабелей (рис. 4-201). Перед сваркой каждого из концов муфты с оболочкой соответствующего конца кабеля на этот конец муфты свободно надевается червячный хомут (рис. 4-203). После этого в зазор между концом соединительной муфты и оболочкой кабеля вводится нагреватель
180—200°С наконечник сварочных клещей и медленно (в течение 10—20 сек) перемещается по окружности упомянутого зазора. После удаления сварочных клещей быстро (в течение 1—1,5 мин) производится обжатие расплавленного торца муфты при помощи ранее установленного на ней червячного хомута.
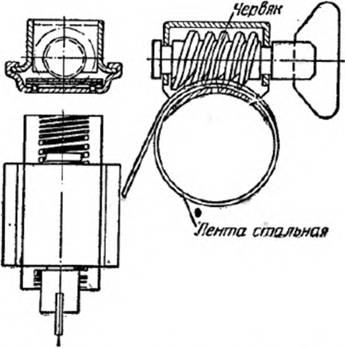
Рис. 4-203, Червячный хомут для обжатия.
Аналогично приваривается и второй конец муфты. В соответствии с рис. 4-196 выполняется обмотка липкой полихлорвиниловой лентой на концах соединительной муфты.
б) Соединения, выполняемые при помощи полихлорвиниловой муфты-трубы, склеиваемой с оболочками соединяемых кабелей.
Соединение выполняется по рис. 4-199 полихлорвиниловой муфтой с диаметром, обеспечивающим плотное соприкосновение муфты с оболочками кабелей. Длина муфты равна указанной выше в п. «а». Надвигание муфты на место соединения производится после обезжиривания внутренних поверхностей концов муфты и соответствующих участков поверхности оболочек кабелей (см. п. «а») и после покрытия этих участков слоем клея (см. сноску 2 к табл. 4-126) толщиной не менее 0,25 мм.
После надвигания муфты зазоры между концами ее и оболочками кабелей заполняются тем же клеем, а затем концы муфты и прилегающие к ним участки оболочек обматываются шпагатом на длине не менее 30 мм и вновь покрываются клеем.
в) Соединения, выполняемые при помощи отрезной резиновой шинной эластичной трубки, плотно обтягивающей оболочки концов соединяемых кабелей.
Соединения выполняются по рис. 4 197. Внутренний диаметр соединительной муфты принимается равным диаметру кабеля по оболочке минус 3—5 мм. Длина муфты принимается: для соединений силовых кабелей 2В + 2Б + 80 мм (табл. 4-127, рис. 4-200) и для соединений контрольных кабелей Д 4 80 мм (табл. 4-127, рис. 4-201).
г) Соединение, выполняемое с использованием полихлорвиниловой оболочки кабелей.
Соединение выполняется по рис. 4-198 с размерами разделки но табл. 4-128.
Таблица 4-128
Размеры разделок кабелей при соединении по рис. 4-198
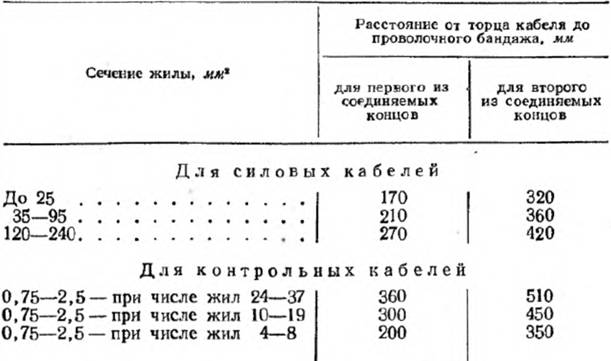
После наложения проволочных бандажей на расстоянии от торцов кабелей, указанном в табл. 4-128, удаления с конца кабелей до бандажа всех наружных покровов, отогнутых в сторону с целью последующего соединения, работа выполняется в следующей последовательности.
На оболочке первого (табл. 4-128) из концов соединяемых кабелей выполняют два продольных надреза на длине, равной: для силовых кабелей В + Б + 150 мм (табл. 4-127, рис. 4-200), для контрольных кабелей Б+ 150 мм (табл. 4-127, рис. 4-201).
Надрезы выполняются на расстоянии друг от друга 10 мм для кабелей диаметром до 30 мм и 20 мм для кабелей больших диаметров, Полоска оболочки между продольными надрезами удаляется.
Такой же вырез оболочки на длине В + Б для силовых кабелей и Б +10 мм для контрольных кабелей выполняется и на оболочке второго конца кабеля, но с диаметрально противоположной стороны его.
Оболочки с вырезами отгибаются и закрепляются (рис. 4-198, а), и от жил первого из соединяемых кабелей отрезается участок длиной 150 мм.
Выполняются соединения жил, как указано в начале настоящего параграфа; при этом длина соединений принимается равной В для контрольных и 2В для силовых кабелей (табл. 4-127).
Торцы отогнутых оболочек и их продольные края срезаются с наружной стороны под углом; производится обезжиривание поверхности оболочек; оболочки накладываются на место соединения без зазоров; края и торцы оболочек обильно промазываются полихлорвиниловым лаком № 2 (§ 3-4); место соединения обматывается с большим шагом киперной или тафтяной лентой, а затем с 50%-ным перекрытием витков сначала липкой полихлорвиниловой лентой в четыре слоя с заходом на неразрезанные участки оболочек кабелей на 30—40 мм, а затем двумя слоями киперной ленты; восстанавливаются на всей длине соединения ранее завернутые на кабели наружные покровы с пропайкой мест стыка бронелент.