6. ПРИПОИ И ФЛЮСЫ, ПРИМЕНЯЕМЫЕ ПРИ ПАЙКЕ ЖИЛ, БРОНИ, СВИНЦОВОЙ И АЛЮМИНИЕВОЙ ОБОЛОЧЕК КАБЕЛЕЙ
Технология изготовления некоторых припоев
Для изготовления припоя марки ПОС-4-6 по табл. 3-9 применяются: свинец марки СО или Cl по ГОСТ 3778-47; олово марок 01, 02, 03 и 04 по ГОСТ 860-41; лигатура свинец — сурьма с содержанием 20% сурьмы, которая готовится следующим образом.
Припои для пайки алюминиевых оболочек и жил кабелей

Примечания: 1. Припои 1—3 могут применяться без флюсов 2. Припои 3 — 5 для пайки заземляющих проводов к тугоплавкие.
Таблица 3-8

Таблица 3-9
Допускаемое количество примесей — см. ГОСТ 1499-54.
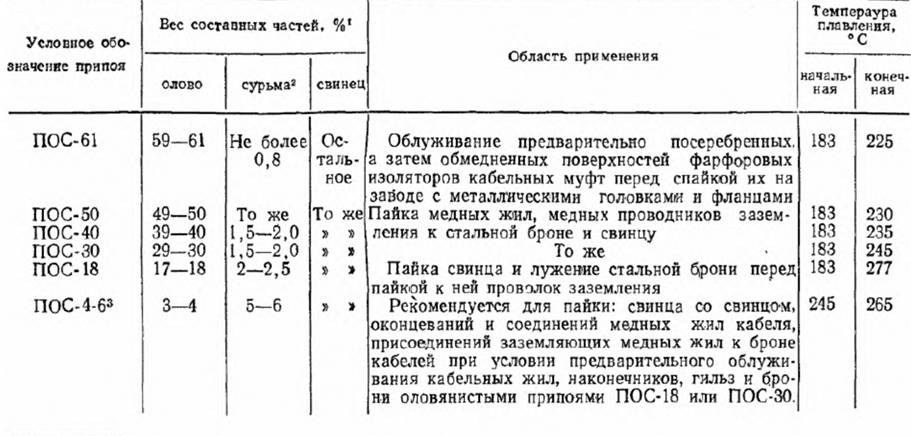
Наиболее употребительные оловянисто-свинцовые припои по ГОСТ 1499-54, применяемые при монтаже кабелей для пайки медных жил, свинцовых оболочек и муфт, а также проводов заземления
По технически обоснованному требованию потребителя, оговоренному в заказе, припои марок ПОС-30 и ПОС-40 поставляются с содержанием сурьмы по 0,25%.
Припой не рекомендуется применять для пайки цинковых и оцинкованных изделий. В этих случаях наличие в припое сурьмы препятствует получению прочного шва.
Таблица 3-10
Основные данные по приготовлению припоев для пайки алюминия

В предварительно подогретом до температуры 200—400° С графитовом тигле расплавляется свинец, покрывается слоем древесного угля (толщина слоя 1—2 см) и подогревается до температуры или с простейшим флюсом в виде раствора канифоли в спирте, алюминиевой оболочке кабелей не рекомендуются как наиболее
650—700° С. При этой температуре в жидкий свинец вводится небольшими кусочками сурьма, которая при помешивании жидкой ванны графитным или стальным стержнем быстро растворяется в свинце: после полного растворения сурьмы сплав охлаждается до температуры 350—450°С, с поверхности его снимаются уголь и шлаки и производится разливка лигатуры по изложницам.
Изготовление припоя ПОС-4-6 производится в следующей последовательности: в предварительно подогретый До температуры 200—400°С графитовый тигель загружается свинец; после расплавления свинца при температуре 327—350° С вводится лигатура свинец— сурьма и олово.
После полного расплавления всей шихты поверхность жидкой канны посыпается порошком канифоли, и сплав перемешивается стальным или графитным стержнем. Образовавшиеся на поверхности жидкой ванны окислы удаляются, и сплав при температуре 300— 350° С разливается по изложницам.
Олово, цинк, алюминий и другие входящие в состав припоев компоненты должны иметь минимальное количество примесей согласно соответствующим ГОСТ.
Медь для приготовления припоев марки А и НИИКП по табл. 8 рекомендуются брать в виде фольги или в виде тонкого мягкого волокна.
Для приготовления припоев могут применяться: графитовые по ГОСТ 3782-47 или шамотные тигли с электрическим (например, в тигельных печах) или горновым обогревом, паяльные котелки (чугунные), обмазанные по внутренней поверхности шамотной глиной.
Контроль температуры сплава при приготовлении припоя может осуществляться пирометром, термопарой. О достижении сплавом температуры 650° С можно судить также по оплавлению алюминиевой проволоки диаметром 0,6—1,0 мм, погруженной концом в сплав.
После расплавления первого из компонентов поверхность посыпается слоем 10—15 мм древесного угля с зернами 5—10 мм во избежание окисления сплава в процессе дальнейшего приготовления припоя.
С той же целью рекомендуется: не превышать указанные выше температуры; закрывать тигель или котелок металлической или асбестовой крышкой, открывая ее только при загрузке компонентов и выгрузке припоя, а также в моменты перемешиваний сплава.
Каждый последующий компонент должен вводиться в сплав в несколько приемов. Перед введением каждого нового компонента и после его введения (до момента расплавления) сплав следует перемешивать стальным прутком или лучше деревянной лопаточкой.
Готовый жидкий припой после удаления с его поверхности шлака с целью получения припоя в виде палочек или брусков толщиной 6—7 мм разливается в металлические или другие формы (например, в угловую сталь).
Флюсы, применяемые при пайке
Назначение флюсов — способствовать равномерному и прочному соединению припоя с основным металлом, а именно: растворять и поглощать окислы основного металла до пайки и в процессе пайки; предохранять поверхность металла в месте пайки от окисления до пайки и в процессе пайки.
В качестве флюса при пайке соединений и оконцеваний медных жил, при пайке свинцовых муфт к свинцовой оболочке кабелей, а также для пайки проводников заземления к броне и свинцовой оболочке кабелей наиболее часто применяют так называемый паяльный жир следующего состава: канифоль — 10—15 весовых частей, животный жир (технические отходы производства) или стеарин — 5—6 весовых частей, нашатырь — 2 весовые части, хлористый цинк — 1 весовая часть, вода — 1 весовая часть.
Способ приготовления жира заключается в следующем.
В одном сосуде разогревается до температуры плавления канифоль, после чего в нее добавляется животный жир или стеарин, полученная смесь тщательно перемешивается.
В другом сосуде растворяются нашатырь, хлористый цинк и вода. Полученный в результате этого раствор вливается в подогретую смесь из канифоли, животного жира или стеарина и тщательно перемешивается.
Полученная масса разливается в баночки и охлаждается до температуры окружающей среды.
Для этой же цели применяют и флюс следующего состава: канифоль —30 частей; стеарин —30 частей; хлористый цинк — 25 частей; хлористый аммоний — 5 частей и вода — 10 частей.
Приготовление этого флюса производится следующим образом; тщательно перемешивают между собой предварительно измельченную канифоль и стеарин и нагревают до растворения; отдельно перемешивают хлористый цинк и хлористый аммоний и растворяют их в воде, непрерывно перемешивая и подогревая; смешивают обе массы в нагретом состоянии и получившуюся густую однородную массу разливают по формам, охлаждают в течение 2—3 ч и разрезают на палочки шириной 15—20 мм.
При отсутствии паяльного жира в качестве флюса для указанных выше целей применяют канифоль или стеарин.
При соединении и оконцевании алюминиевых жил пайкой в качестве флюса нашел себе широкое применение состав в виде раствора из 20 весовых частей канифоли и 100 весовых частей денатурированного или чистого винного спирта. Этот состав не требует удаления остатков его по окончании пайки.
Флюсы, применяемые при сварке алюминиевых жил кабелей
Флюс марки КМ-1: 45% хлористого калия; 20% хлористого натрия; 20% хлористого бария; 15% фтористого натрия. Этот флюс характеризуется температурой плавления 600° С; примерно той же гигроскопичностью, что и другие флюсы, хорошими технологическими свойствами; опасностью разрушения места сварки под действием остатков флюса.
Флюс «Красный автоген»: 7—33% хлористого калия; 9—12% хлористого лития; 42—4θ% хлористого натрия; 12—16% фтористого калия. Флюс характеризуется: температурой плавления 500° С, большой гигроскопичностью; наличием повышенной опасности разрушения места сварки под действием остатков флюса.
Флюс «ВАМИ»: 50—55% хлористого калия; 30—35% хлористого натрия; 10—20% криолита марки К-1. Температура плавления флюса 630° С. Он менее активно растворяет пленку окиси, чем предыдущие флюсы, а следовательно, менее опасен в отношении коррозии алюминия. В первой фазе сварки поверхность металла покрывается жидкой пленкой шлака, образующей в дальнейшем твердую корку. Применяется во всех случаях 'соединения и оконцевания алюминиевых жил путем сварки при условии тщательной защиты мест сварки от доступа влаги.
Флюсы представляют собой механическую смесь составляющих их элементов, предварительно измельченных путем растирания и просеянных через сито с числом отверстий 1 200 на 1 см2.
Флюсы должны храниться в герметически закрываемых, лучше всего стеклянных, банках и обычно употребляться в виде пастообразной смеси из 100 частей порошка флюса и 35 частей воды, приготовляемой в количестве, необходимом для выполнения работы в течение одного дня. Наносятся флюсы волосяной кисточкой тонким слоем (излишнее количество флюса только увеличивает опасность коррозии места сварки в эксплуатации) на свариваемые поверхности жил и на прутки присадочного алюминия непосредственно перед сваркой.
По окончании сварки места соединений и оконцеваний жил очищаются от остатков флюса и шлаков стальной щеткой, затем опиливаются напильником и тщательно промываются бензином.
Сварные соединения жил кабелей в муфтах не требуют специальной защиты от коррозии. Места же оконцевании этих жил, выполненные сваркой с применением флюса, обязательно должны быть обильно покрыты влагостойким лаком, а затем обмотаны изолирующей влагостойкой лентой с лакировкой каждого слоя или так называемой липкой лентой (полихлорвиниловой, из стекловолокна и т. п.).