7. Заделки, выполняемые с применением эпоксидных компаундов
(утвержденная конструкция)
Заделки из эпоксидных компаундов применяются для трехжильных кабелей с поясной изоляцией марок СБ.
Таблица 4-66
Перчатки полихлорвиниловые для кабелей на напряжения 1—10 кВ со свинцовой, алюминиевой или полихлорвиниловой оболочкой АБ, ААБ на напряжения 1—10 кВ в отапливаемых и неотапливаемых, сухих и сырых помещениях с влажностью воздуха до 95%. Герметизация разделываемого для заделки конца кабеля достигается обматыванием жил тафтяной или киперной лентой с покрытием каждого слоя эпоксидным компаундом. Корешок заделки кабеля заливается тем же компаундом при помощи временно установленной формы, которая удаляется после отвердения состава.

Примечания:
1. Размеры перчаток приведены по данным трепа ЦЭМ и МОПЭО ГПИ ТПЭП.
2. Числитель и знаменатель по графе 5 означают соответственно внутренние диаметры пальцев для основных и нулевой жил.

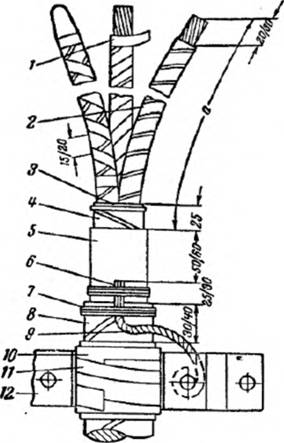
Рис. 4-106. Общий вид концевой заделки из эпоксидного компаунда.
1 — наконечник; 2 — бандаж из шпагата, покрытый эпоксидным компаундом; 3 — жила кабеля; 4 — дополнительная подмотка из киперной ленты с покрытием каждого слоя эпоксидным компаундом; 5 —трехслойная подмотка из киперной ленты с покрытием каждого слоя эпоксидным компаундом; 6 — фазная изоляция; 7 — эпоксидный компаунд; 8 — конец подмотки корешка заделки; 9 — бандаж из хлопчатобумажной пряжи; 10 — поясная изоляция; 11 — насечка ножом на оболочке кабеля; 12 — проволочный бандаж; 13 — припайка заземляющего троса; 14 —
заземляющий трос; 15 — броня кабеля.
Заливка эпоксидного компаунда производится в нормальных условиях (без вакуумирования, избыточного давления и подогрева), но при обязательном условии, что в помещении, где производится монтаж заделок, должна поддерживаться положительная температура окружающего воздуха порядка 8° С и выше до окончания процесса полимеризации (отвердения), продолжающегося четверо суток Заделки из эпоксидных компаундов (рис. 4-106) вследствие высокой механической и электрической прочности самого компаунда выполняются без защитного металлического кожуха и применения изоляторов.

Рис. 4-107. Размеры разделки кабеля для заделки из эпоксидного компаунда. 1 — броня; 2 — свинцовая или алюминиевая оболочка; 3 — поясная изоляция; 4 — жила кабеля в заводской изоляции.
Типоразмеры заделок из эпоксидного компаунда

Примечание. Размере определяет подмотку корешка заделки; а — ступень свинцовой оболочки, заливаемой эпоксидным компаундом.
Таблица 4-68
Т а 6 л и ц а 4-67
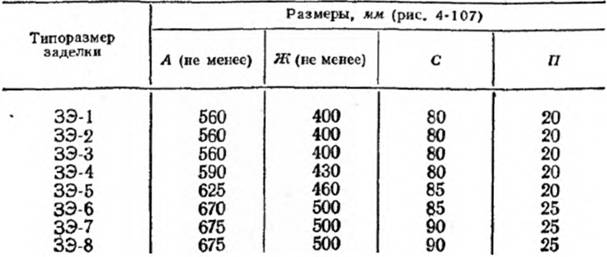
Размеры разделок кабелей для заделок из эпоксидных компаундов
После выполнения разделяй конца кабеля и монтажа (напайки, наварки, напрессовки) на жилах его кабельных наконечников, обязательно после припайки заземляющего провода к свинцовой или алюминиевой оболочке и к броне кабеля, а также после изгибания жил заделки по месту, монтаж последней выполняется в следующей последовательности операций:
цилиндрическая часть кабельных наконечников, свинцовая или алюминиевая оболочка и оголенные участки жил кабеля тщательно очищаются и обезжириваются (авиационным бензином, трихлорэтиленом или четыреххлористым углеродом) от пропитывающего состава и загрязнений;из эпоксидной шпатлевки
Э-4021 и отвердителя приготовляется компаунд.

Рис. 4-108. Съемная форма из листовой стали.
Перемешивание производится деревянной иди металлической чистой мешалкой до исчезновения отвердителя с поверхности шпатлевки. Отмеривание шпатлевки и отвердителя производится с помощью мерок с делениями 0,25, 0,5 и 0,75 л; оголенные участки жил и торцы цилиндрической части кабельных наконечников покрываются эпоксидным компаундом и у этих наконечников выполняются конусные выравнивающие подмотки с покрытием каждого слоя эпоксидным компаундом;
бумажная изоляция жил на всей длине разделки, а также выравнивающие подмотку у наконечников, цилиндрические части наконечников и свинцовая оболочка покрываются слоем эпоксидного компаунда, а затем обматываются в три слоя киперной или в крайнем случае тафтяной лентой шириной 15—20 мм с 50%-ным перекрытием витков и с поворотом ленты на концах обмотки и покрытием каждого слоя эпоксидным компаундом.
Применение лент из лакоткани и стеклоткани не рекомендуется ввиду неудовлетворительного сцепления с ними эпоксидного компаунда;
на «корешок» заделки надевается съемная форма (табл. 4-69, рис. 4-108), смазанная внутри минеральным или силиконным маслом, или 10%-ным раствором кремнийорганического каучука в толуоле и заливается эпоксидным компаундом. Удаление формы производится после достаточного затвердевания компаунда, которое наступает примерно через сутки.
Включение заделок под нагрузку при окружающей температуре до 15° С рекомендуется производить через 6 суток после окончания монтажа. При более высокой температуре указанный срок снижается.
При приготовлении эпоксидного компаунда из шпатлевки и отвердителя и пользовании им необходимо учитывать, что он до момента затвердевания является токсичным. Работу с компаундом необходимо выполнять в резиновых медицинских перчатках и в предохранительных очках с кожаным ободком.
Т а б л и ц а 4-69
Размеры форм (рис. 4-108), применяемые для образования эпоксидного конуса в нижней части сухих заделок, мм

- Заделки, выполняемые при помощи лакоткани или полихлорвиниловой ленты в установках наружного освещения
Сухие заделки в установках наружного освещения выполняются как без разреза кабеля, проходящего в этом случае петлей в цокольной части мачты, так и с разрезной разделкой кабеля. Вся заделка должна размещаться в пределах периметра дверного проема цоколя мачты. В зависимости от размеров цоколя мачты размер А (рис._ 4-109) колеблется: при разделке без разреза кабеля от 450 до 850 мм; при разделке с разрезом кабеля от 850 до 1 000 мм.
Размер Б определяется допустимым радиусом изгиба и зависит от диаметра кабеля.
В этой конструкции заделки (рис. 4-110);
присоединение проводов освещения к жилам кабеля осуществляется с помощью специальных зажимов;
изоляция мест присоединения проводов производится обмоткой лакоткани или липкой полихлорвиниловой ленты; в местах отпайки проводов ленту при обмотке накладывают крестообразно;
дополнительная изоляция каждой жилы производится обмоткой лакоткани или липкой полихлорвиниловой ленты;
бандажировка собранных вплотную друг к другу жил производится проваренной в масле киперной лентой или шпагатом с дополнительной подкладкой лакоткани; общее изолирование всей разделки с переходом на защитные покровы кабеля выполняется также лакотканью для липкой полихлорвиниловой лентой с последующим покрытием всей подмотки лаком.
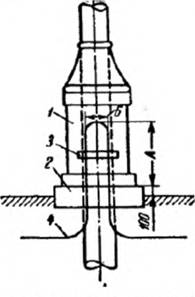
Рис. 4-109. Петля кабеля в цоколе мачты наружного освещения.
1 — цоколь мачты; 2—бетонная подушка; 3 — деревянная клица; 4 - силовой кабель.
Таблица 4-70
Размеры концевых резиновых муфт

- Заделки, выполняемые с применением резиновых концевых муфт

Рис. 4-110. Сухая заделка кабеля наружного освещения.
1 — деревянная клица; 2 — джутовая обмотка кабеля; 3 — броня; 4 — металлическая оболочка кабеля; 5 — поясняя изоляция; 6 — бумажная изоляция жил кабеля после дополнительного изолирования; 7 — бандажи из суровых ниток; 8 — провода к светильникам наружного освещения; 9 — бандажи из проволоки.

Рис. 4-111. Концевая резиновая муфта:
1 — общая резиновая трубка; 2 — жильная резиновая трубка.
Концевые резиновые муфты изготовляются по специальным заказам из маслостойкой резины четырех типоразмеров (табл. 4-70, рис. 4-111) в зависимости от сечений и места расположения муфты— в подстанции ячейкового типа или на сборке высокого напряжения трансформаторной подстанции.
Рис. 4-113. Монтаж резиновой концевой муфты.
1 — наконечник; 2 — фазная резиновая трубка; 3 —- общая трубка резиновой муфты; 4 — заземление свинцовой оболочки; 5 — закрепляющая скоба; 6 — бандаж,

Рис. 4-112. Разделка кабеля для концевой резиновой муфты
1 — резиновая лента, закрепляющая бумажную изоляцию; 2 — бумажная изоляция жиды; 3 — бандаж из суровой нитки; 4 — поясная бумажная изоляция; 5 — свинцовая оболочка; 6, 7 — заземление и бандаж из медной проволоки; 8 — броня; 9 — заземляющий проводник: 10 — джут; 11 — толь и смоляная лента; 12 — скоба; 13 —длина по размерам оборудования, но не менее 400 мм; дробные размеры — перекрытие резиновой трубкой: 50 мм при 6 кВ, 60 мм при 10 кВ.
Разделка кабеля для монтажа резиновой муфты производится согласно рис. 4-112.
По окончании разделки кабеля аналогично заделкам в стальных воронках и устройствам заземления, производят монтаж муфты (табл. 4-71). Преимуществом заделки является упрощение процесса монтажа и исключение намотки изоляционными лентами. Надежность в эксплуатации зависит от качества резины.
Таблица 4-71
Технология надевания и закрепления на кабеле резиновой муфты (рис. 4-112)

Продолжение табл. 4-71

1 Если диаметр резиновых трубок будет больше диаметра металлической оболочки кабеля или жилы, то на участке перекрытия оболочки или жилы необходимо делать подмотку липкой полихлорвиниловой лентой.
- При пайке наконечников временная подмотка должна выполняться несколькими слоями прорезиненной ленты.
- Для обеспечения герметизации внутренней полости резиновой муфты необходимо выполнять тщательную пайку наконечников и не оставлять щелей для просасывания воздуха, а при напрессовке применять наконечники из целых трубок, без отверстия в цилиндрической части.
При опрессовке наконечников методом местного вдавливания бандаж должен накладываться на цилиндрическую часть наконечника.