4-17. СОЕДИНЕНИЕ ТРЕХЖИЛЬНЫХ КАБЕЛЕЙ НАПРЯЖЕНИЕМ 6 И 10 КВ В СТОПОРНЫХ МУФТАХ (УТВЕРЖДЕННАЯ КОНСТРУКЦИЯ)
Для кабелей марок СБ, АБ и ААБ напряжением 6 и 10 кВ с сечениями до 240 мм2 на вертикальных и крутонаклеенных участках трассы с разностью уровней более 15 м. с целью предотвращения перемещения пропиточной массы применяются стальные иля латунные стопорные муфты типа CTM-6 и СТМ-10.
Стопорные муфты поставляются комплектно.
Стопорные муфты (рис. 4-181) состоят из двух стальных или латунных полумуфт и стопорного устройства, к которому присоединяются при помощи гильз концы кабелей.
Стопорное устройство состоит из:
стопора, выполненного из медного или алюминиевого контактного стержня с намотанной на него и подвергнутой термической обработке бакелизированной бумагой;
перегородки из стеклотекстолита с тремя отверстиями, в которые при помощи клея БФ-1 или БФ-2 вклеиваются стопоры;
стальной или латунной оправы, в которую вклеивается перегородка со стопорами.
Соединения концов кабелей со стопорами дополнительно изолируются подмоткой из пропитанных рулонов и роликов, а припайка горловин полумуфт к оболочкам концов кабелей производится через свинцовые кольцевые прокладки. Стопорные муфты заливаются кабельной массой МК-45. Электрическая связь для заземления между металлическими частями муфты осуществляется проводником.
Укладка концов кабелей перед разделкой их и размещение разделанных жил перед соединением со стопорным устройством выполняются по рис. 4-175 и табл. 4-112.
Таблица 4-112
Размеры для укладки концов кабелей перед разделкой и размеры разделки этих концов

Примечание. Длина Г разделки кабеля предназначается для размещения стопора и вырезается после проверки правильности установки бандажей.
По окончании разделки кабеля с вырезом длины Г на его концы надевают обе полумуфты и сдвигают их за пределы бандажей на броне.
После удаления оболочки и изоляции с концов медных и алюминиевых жил соответственно на расстоянии 50 и 70 мм, изгибания жил по радиусу, 12,5-кратному по отношению к высоте сектора жилы в изоляции, и разводки жил по вершинам равностороннего треугольника со сторонами, равными 70 и 60 мм соответственно при напряжениях 10 и 6 кВ, концы жил соединяются со стопорным устройством (рис. 4-176 и табл. 4-113).
После пайки в гильзах соединений жил кабелей со стопором (припоем ПОС-30 для медных жил и припоем А или Б — для алюминиевых), подпитки изоляции жил пропитывающим составом.

Рис. 4-175. Подготовка концов кабеля к соединению. а — укладке концов кабеля перед их разделкой; б — размещение жил кабеля внахлестку перед соединением их в гильза; 1 — джут; 2 — броня; 3 — свинцовая оболочка; 4 — поясная изоляция.

Рис. 4-176. Взаимное размещение стопоров, соединительных гильз и соединяемых концов кабеля.
1 — кабель; 2 — гильзы соединительные; 3 - стопоры.
Примечание. Не показаны корпус муфты и изолирующая перегородка, разделяющая муфту на две части.
Обратную намотку ленточной брони на кабели по первому варианту разделки производят последовательно с обоих концов, с перекрытием друг друга в центре соединения, закреплением по концам смоляными бандажами и пайкой в двух местах обеих лент удаления с гильз излишков припоя и прошпарки мест соединений — фазная изоляция жил разделывается в соответствии с рис. 4-177 и табл. 4-114 и вторично прошпаривается.
Подготовленные для изолирования разделки кабели обильно прошпаривают 2—3 раза разогретой до 120— 130° С массой МП-1 для удаления с поверхности изоляция влаги и загрязнения.
Размеры положений стопоров при соединении их с жилами кабелей
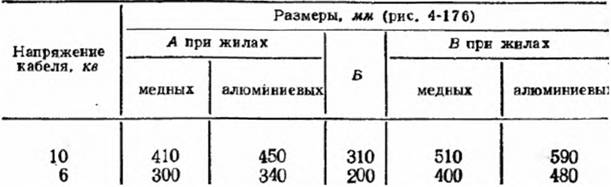
Таблица 4-114
Число ступеней и отрываемых лент при разделке бумажной изоляции жил

Таблица 4-11
Изолирование мест соединений жил со стопорами выполняется по рис, 4-178 с использованием комплекта роликов и рулонов, указанного в § 3-2. При этом зазоры между гильзами, с одной стороны, и ступенями заводской изоляции и стопорами, с другой стороны, заполняются лентой роликов шириной 5 мм или до поверхности заводской изоляции жил, или до внешней поверхности гильз, в зависимости от того, что из них имеет больший диаметр.
Лентой шириной 10 мм с последующей прошпаркой производится выравнивание до цилиндра поверхности в месте соединения жил со стопорами перед наложением рулонной намотки.
Намотка бумаги с рулонов при кабелях с медными и алюминиевыми жилами производится но рис. 4-179 и 4-180 и табл. 4-115 в четыре слоя для муфт на напряжение 10 кВ и в три слоя — на напряжение 6 кВ.

Рис. 4-177. Ступенчатая разделка изоляции. а — для кабеля на 10 кВ: б — для кабеля на 6 кВ.
Рулонная подмотка выполняется с таким расчетом, чтобы диаметр подмотки был равен 40 мм для кабелей на напряжение 10 ко и 35 мм для кабелей на напряжение 6 кВ.

Рис. 4-178. Изолирование места соединения стопорных муфт.
1-подмотка лентой роликов шириной 6 и 10 мм; 2 — подмотка рулонами; 3 — гильза; 4 — стопор.
Конус на подмотке образуется отрывом голосок от подмотанных бумажных роликов с помощью стальной проволоки с грузиками. Полоски бумаги начинают отрывать от середины муфты на расстоянии согласно табл. 4-116, перемещая линию отрыва каждого слоя в сторону кабеля на 1—1,5 мм. Поверхность конуса обильно поливается горячей массой МП-1.
Таблица 4-115
Наложение изоляции с бумажных рулонов в местах соединений кабелей на напряжении 6 и 10. кВ с медными и алюминиевыми жилами в стопорных муфтах (рис. 4-179 и 4-180)
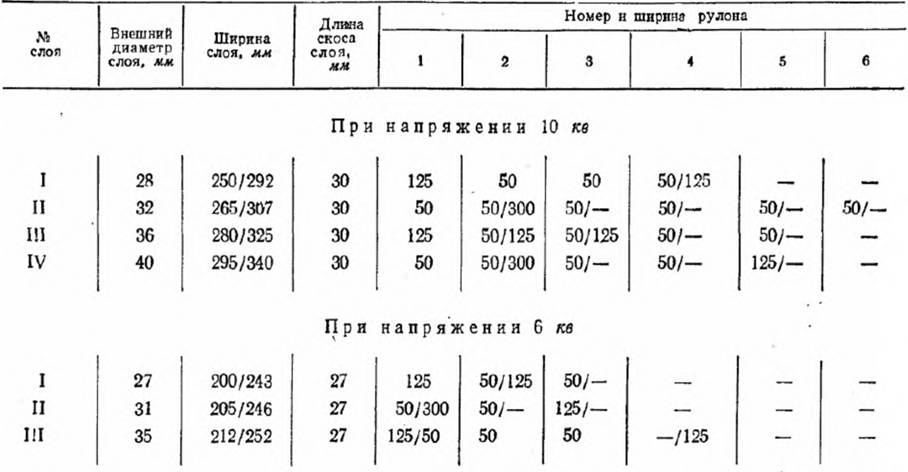
Примечание. Целые числа относятся к кабелям с жилами из меди и алюминия. Числитель и знаменатель дробных чисел относятся соответственно к кабелям с жилами из меди и алюминия.
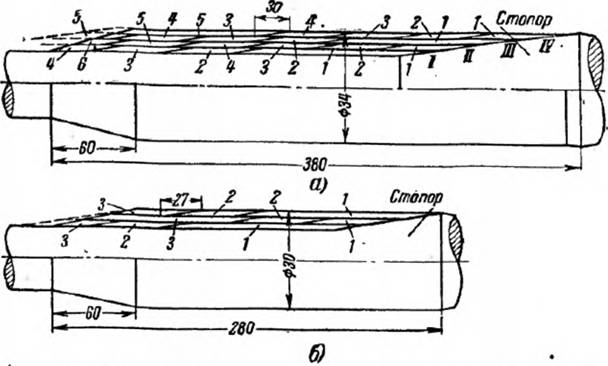
Рис. 4-179. Схема рулонной подмотки для кабелей с медными жилами. а — для кабелей на напряжение 10 кВ; б — для кабелей на напряжение 6 кВ.

Рис. 4-180. Схема рулонной подмотки для кабелей с алюминиевыми жилами, а — для кабелей на напряжение 10 кВ; б — для кабелей на напряжение 6 кВ.
Таблица 4-116

Примечание. Для кабелей на напряжение до 6 кВ образование конусов на концах рулонных подмоток является необязательным.
Расстояния для образования конуса в подмотке
После этого удаляют кольцевые пояски металлической оболочки, края их разбортовывают, а поясную изоляцию перевязывают пряжей.
Рис. 4-181. Общий вид готового соединения кабеля в стопорной муфте.
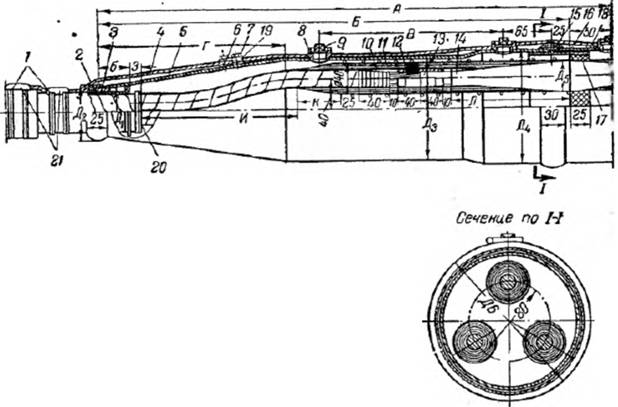
- — бандаж из стальной оцинкованной проволоки; 2 — шов пайки припоем ПОС-30; 3 — прокладка из свинца; 4 — медный провод заземления; 5 — полумуфта левая из латуни или стали; 6 — планка контентная; 7 — болт М8Х14 стальной; 8 — гнездо пробки из стали или латуни; 9 — пробка; 10 — обмотка лентой роликов; 11 — обмотка лентой с рулонов; 12 — гильза соединительная медная; 13 — стержень медный контактный; 14 — стопор; J5 — шов пайки припоем ПОС-30; 16 — оправа стальная или латунная; 17 — перегородка из стеклотекстолита; 18 — полумуфта правая стальная или латунная; 19 — планка прижимная; 20 — бандаж из хлопчатобумажной пряжи; 21 — пайка провода заземления.
Рулонную подмотку также перевязывают хлопчатобумажной пряжей, промывают горячей массой МП-I и надвигают на место соединения кабеля обе полумуфты. Далее производят пайку полумуфт к стопорному устройству и горловин полумуфт — к свинцовой оболочке кабеля с подкладкой свинцовой полоски в горловинах и образованием «яблочка», а затем и заливку муфты массой МК-45. Заземление стопорной муфты выполняется по рис. 4-181.
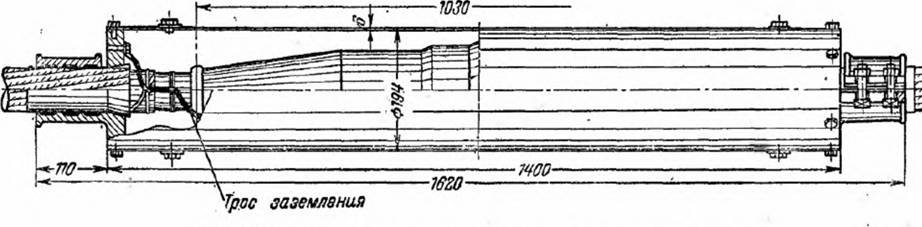
Рис. 4-182. Защитная стальная покрышка из груб для стопорной муфты.
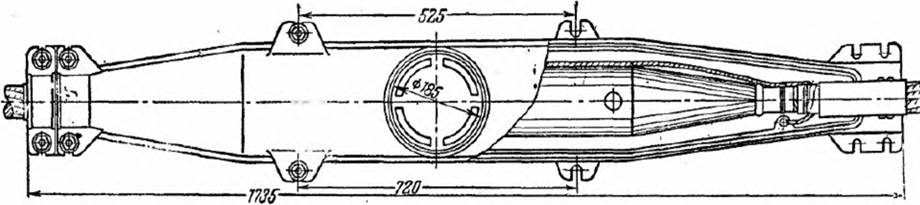
Рис. 4-183. Защитная покрышка из чугуна для стопорной муфты.
Таблица 4-117
Основные размеры соединений кабелей на напряжения 6 и 10 кВ
в стопорных муфтах
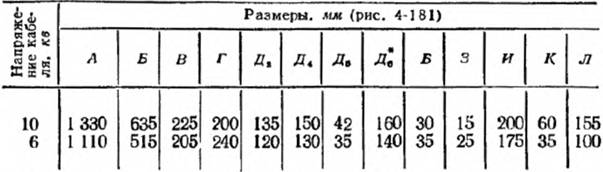
Д — диаметр места пайки соединения полумуфт. Д1— горловина муфты и Д2 — диаметр пайки зависят от сечения жил и напряжения.
По окончании монтажа корпус муфты защищается от коррозии путем покраски. Вес муфты (I компл.) при напряжениях 10 и 6 кВ соответственно равен 24,5 и 16,2 кг. При прокладке в земле для предохранения от механических повреждений стопорные муфты помещают в специальные защитные покрышки.
Покрышки могут быть изготовлены сваркой с применением стальных труб (рис 4-182) или отливкой из серого чугуна (рис. 4-183).
Перед монтажом укладки муфты в защитную покрышку на кабель накладывается подмотка из просмоленной ленты с тем, чтобы подмотка расположилась в горловинах покрышки.
По окончании монтажа защитной покрышки ее заполняют разогретым до +90° С мягчителем резины. На поверхность защитной покрышки, изготовленной из стальных труб, необходимо наложить битумные эмалевые антикоррозийные покрытия.