а. Чистка подшипников
Подшипники промываются керосином, затем бензином и продуваются сжатым воздухом.
б. Смазочные материалы
Смазочные масла для подшипников скольжения
Для электромашин мощностью до 100 кВт применяется масло веретенное 3, выше 100 кВт — машинное Л.
Смена смазки не реже чем через 3 месяца.
Консистентные смазки для подшипников качения
- Универсальная тугоплавкая водостойкая УТВ (смазка 1 — 13) (120°С)1.
- Универсальная тугоплавкая УТ (консталин жировой) УТ—1 (130°С), УТ — 2 (150°С).
То же синтетическая УТс (консталин синтетический): УТс—1 (130°С), УТс — 2 (150°С).
1 В скобках указаны наименьшие температуры каплепадения. Наибольшие допустимые температуры применения на 15°С менее температур каплепадения.
- При небольших температурах нагревания подшипников допускается применение универсальной среднеплавкой смазки УС (солидола жирового): УС — 2 (75°С) УС — 3 (90°С) или то же синтетической УСс (солидола синтетического): УСс — 2 (75°С), УСс — 3 (85°С).
Смена смазки не реже чем через 6 месяцев.
Количество смазочных материалов
Потребное количество смазки на 2 подшипника для электродвигателей единой серии А указано в таблице 9. Для электромашин других типов количество смазки ориентировочно может быть определено по таблице 10.
Таблица 9
Габарит двигателя единой серии1 | Количество смазки (кг) при скорости вращения ( об/мин) | |
3000 | 1500—750 | |
3 | 0,03 | 0,03 |
4 | 0,04 | 0,04 |
5 | 0,07 | 0,07 |
6 | 0,07 | 0,115 |
7 | 0,115 | 0,29 |
8 | 0,29 | 0,4 |
9 | 0,4 | 0,65 |
1 Первая цифра в обозначении типа.

Фиг. 9. Выверка линии вала по муфтам
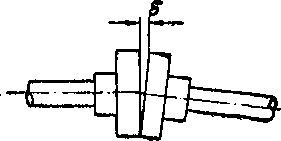
Таблица 10
Мощность машины, кВт | Емкость обоих подшипников, кг | Мощность машины, кВт | Емкость обоих подшипников, кг | ||
скольжения | качения | скольжения | качения | ||
до 0,5 | 0,15 | 0,05 | 15-20 | 0,4-0,5 | 0,25-0,3 |
0,5-3 | 0,15-0,2 | 0,1-0,15 | 20-30 | 0,5-0,6 | 0,3—0,35 |
3—6 | 0,2—0,25 | 0,15-0,2 | 30-40 | 0,7—0,9 | 0,35—0,4 |
6-7 | 0,25—0,3 | 0,15-0,2 | 40—50 | 0,9-1,0 | 0,4—0,5 |
7-10 | 0,3-0,35 | 0,2-0,25 | 50-75 | 1.2-1,5 | 0,5-0,7 |
10-15 | 0,35-0,4 | 0,2-0,25 | 75-100 | 1,5-2,0 | 0,7-0,8 |
в. Замена подшипников
Подшипники скольжения.
После выплавления старого баббита поверхность вкладыша (или втулки), подлежащая заливке, очищается металлической щеткой или на пескоструйном аппарате (для бронзовых вкладышей это не требуется), обезжиривается в горячей щелочи, тщательно промывается водой, травится соляной кислотой, снова промывается водой и лудится. Для лужения поверхность нагревается в печи до 350—400°С, смазывается паяльной жидкостью (гидрата окиси аммония—10%, соляной кислоты—15%, хлорида цинка—10%, воды—65%) и лудится с помощью палочки оловянно-свинцового припоя или методом погружения (при котором нелудящаяся поверхность покрывается мелом на жидком стекле). Собирается форма для заливки вкладыша с учетом припусков на обработку (таблица 11), неплотности которой промазываются замазкой из молотого асбеста (1 в. ч.), мела (3 в. ч.), графита (1 в. ч.) и олифы (2 в. ч.), разведенной в воде.
Таблица 11
Наименьшие значения припусков на обработку при заливке вкладышей
Диаметр вкладыша, | Толщина стенок, | Припуск на сторону, |
ММ | ММ | ММ |
до 50 | 6-10 | 1—3 |
50—100 | 10—14 | 3-5 |
100 -200 | 14—20 | 5-10 |
более 200 | более 20 | 10—15 |
Заливка производится в вертикальном положении вкладыша, нагретого до 200°С, за один прием, без перерыва струи, при температуре баббита 450—500°С (при этой температуре погруженная в баббит лучина обугливается до темнокоричневого цвета; если лучина обугливается дочерна или вспыхивает, то баббит перегрет).
Для заливки применяется баббит марки Б-16.
Подшипники качения.
При замене подшипника необходимо;
а) не вынимать его из упаковки до полной подготовки работ; брать чистыми, сухими или промытыми в бензине руками; класть или завертывать в чистую бумагу или тряпку; б) место под подшипник на валу и в щите тщательно очистить, снять заусенцы, промыть бензином и смазать тонким слоем той же смазки, которой смазывается подшипник; в) перед и после установки проверить нормальность хода подшипника — отсутствие заеданий, тугого хода и стука; г) перед посадкой на вал прогреть в чистом трансформаторном масле до температуры не более 70—90°С; д) посадку на вал производить посредством отрезка трубы (с наружным диаметром меньшим наружного диаметра внутреннего кольца подшипника и свободно находящего на вал); ударять непосредственно по кольцу или сепаратору запрещается; е) посадку производить вплотную до уступа вала.
г. Замечания по обслуживанию
Подшипники должны быть плотно закрыты. Заливка подшипников скольжения производится до уровня, когда масло покажется в контрольном отверстии. Подшипники качения заполняются смазкой на 2/3 емкости ванны, после чего вал машины должен легко вращаться. У подшипников скольжения не должно быть заклинивания или слишком медленного вращения колец, а также разбрызгивания масла и образования на его поверхности обильной пены, что может явиться следствием большой скорости вращения колец или слишком низкого уровня масла. Пригонка лабиринтовых уплотнений по валу должна быть плотной.
Запасные подшипники качения хранятся -смазанными универсальной низкоплавкой смазкой «УН» (техническим вазелином) и обернутыми бумагой.