Соединение проводов и кабелей производится: при медных жилах — опрессовкой, сваркой или посредством болтовых и других соединений, при алюминиевых жилах — сваркой или пайкой; соединение шнуров (и многопроволочных проводов с медными жилами сечением до 2,5 мм2) производится опрессовкой или скруткой с последующей пропайкой.
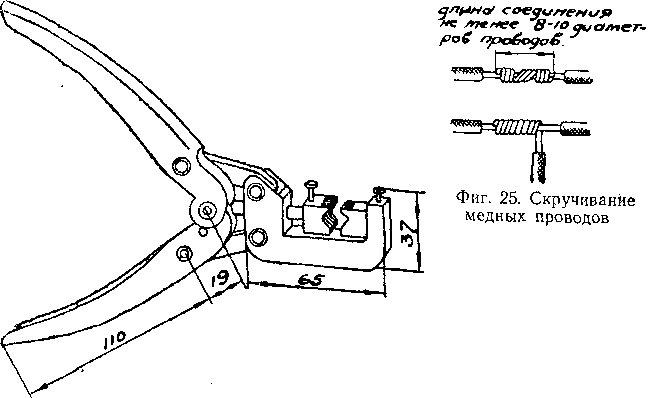
Соединение шнуров (и многопроволочных проводов с медными жилами сечением до 2,5 мм2) опрессовкой осуществляется следующим образом: с концов снимается изоляция на длине 20 или 40 мм, и каждая жила скручивается; в первом случае жилы укладываются параллельно, во втором — скручиваются между собой (фиг. 25); место соединения обертывается медной или латунной фольгой (последняя применяется только при присоединении жил скруткой толщиной 0,2—0,3 мм и шириной 18—20 мм, одним слоем с нахлестом при толщине фольги 0,3 мм и двумя слоями при толщине менее 0,3 мм, полученная гильза обжимается плоскогубцами; место соединения опрессовывается клещами с гребенчатым пуансоном и матрицей (фиг. 26) до значительного увеличения сопротивления обжиму (при этом наружный край гильзы должен находиться против пуансона).
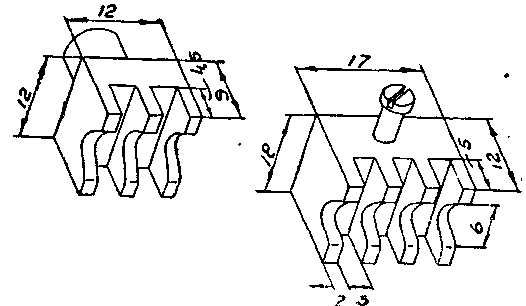
Фиг. 26. Клещи для соединения шнуров опрессовкой
Фиг. 27. Пуансон и матрица клещей
Соединения шнуров и проводов в местах ответвлений и их оконцевание (штампованными из листа наконечниками или при другом пуансоне и матрице шайбовыми оконцевателями) опрессовкой производится так же.
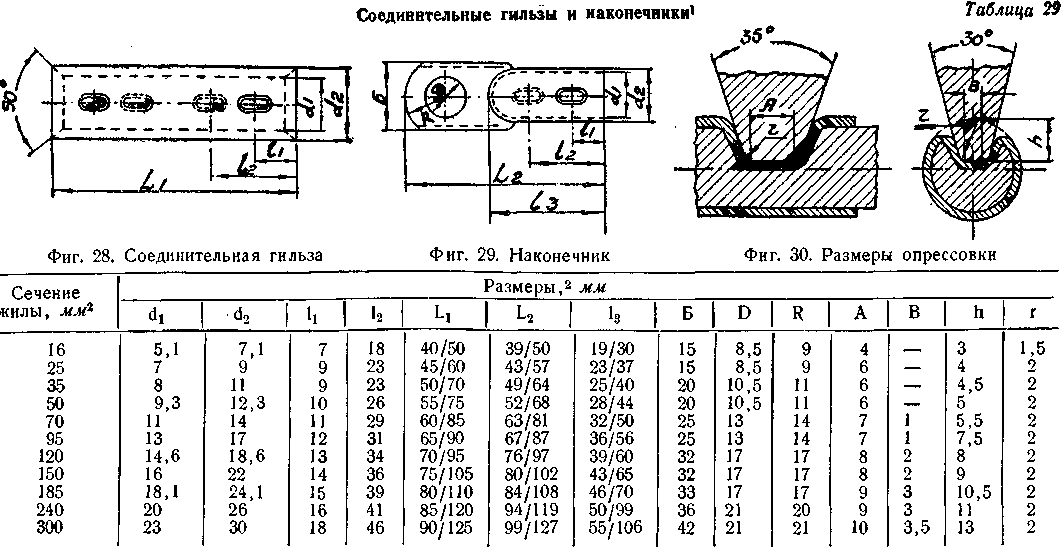
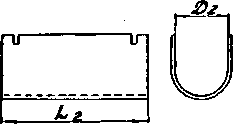
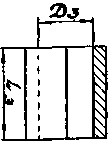
Провода и кабели с медными жилами больших сечений соединяются и оконцовываются опрессовкой посредством гильз и наконечников, указанных в таблице 29. Опрессовка производится с помощью гидравлического пресса (например, ручного пресса типа РГП-7, с наибольшим усилием поршня 7 т) и сменных пуансонов и матриц. Размеры опрессовки и пуансонов приведены в таблице 29; радиус расточки матриц принимается равным наружному радиусу гильзы или наконечника. Особое внимание при опрессовке обращается на плотность заполнения сечения гильзы или наконечника и глубину вдавливания. Качество опрессовки может контролироваться измерением падения напряжения в месте соединения (которое при номинальном токе обычно менее 9 мв). Для предохранения от старения прессованные контактные соединения рекомендуется покрывать лаком.
Сварка медных жил небольших сечений выполняется от трансформаторов со вторичным напряжением 6—12 в. Скрученные и зажатые несколько выше места сварки жилы (соединенные с одним выводом трансформатора) концом касаются плоского угольного электрода (соединенного с другим выводом трансформатора) в течение нескольких секунд, до сплавления. Большие сечения свариваются в медных гильзах от сварочного трансформатора угольными электродами диаметром 10—15 мм с применением в качестве флюса буры и присадочного материала — меди; так же привариваются и наконечники.
Пайка медных жил небольших сечений после скрутки (фиг. 25) производится припоем ПОС-18 или (после предварительного облуживания припоем ПОС-18) ПОС-6, с применением в качестве флюса паяльной пасты или канифоли.
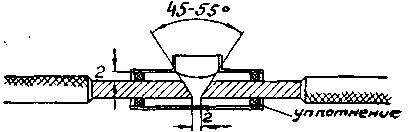
Однопроволочные алюминиевые провода свариваются (уложенными параллельно) без присадки и флюса в металлических обоймах, нагреваемых угольными клещами, подключенными к трансформатору со вторичным напряжением 6—12 в (Л. 97); многопроволочные провода и кабели свариваются с присадкой и флюсом в разъемных закрытых чугунных формах (фиг. 31) или в открытых стальных формах (фиг. 32, после предварительного сплавления жил в стержни в разъемной форме по фиг. 33) газосварочными аппаратами.
Флюс применяется марки КМ-1 (раствор 30—35 г флюса на 100 см3 воды, приготовляется на 1—2 дня и хранится в герметиче ском стеклянном сосуде), присадочный материал — алюминиевая проволока. Формы перед сваркой тщательно прокаливаются и очищаются, затем покрываются внутри кокильной краской и сушатся. Изоляция проводов или кабелей должна находиться от формы на расстоянии не менее 30 мм и защищаться железными или асбестовыми экранами и охлаждающими клещами от перегрева. Жилы располагаются строго в центре формы. Разъемные формы скрепляются проволочными бандажами. Формы уплотняются асбестом, а щели форм в месте разъема промазываются глиной. После сварки формы снимаются и напильником удаляются литниковые выступы и другие неровности.
Из тянутых медных труб; медь марки м3.
Таблица 30
Формы для сварки проводов и кабелей с алюминиевыми жилами
Фиг. 31. Закрытая форма
Фиг. 32. Открытая форма
Фиг. 33. Форма для сплавления жил в стержни
При пайке проводов и кабелей с алюминиевыми жилами применяются следующие припои: а) марки А (цинка 58,5%, олова 40%, меди 1,5%) для пайки однопроволочных (сечением до 10 мм2) и облуживания многопроволочных жил, а также напайки наконечников; б) марки Мосэнерго (цинка 85%, алюминия 15%) для пайки многопроволочных жил при отсутствии опасности коррозии. В случае отсутствия припоев завода-изготовителя, они могут быть изготовлены следующим образом: в графитовом или чугунном тигле, обмазанном внутри шамотной глиной и закрытом асбестовой или металлической крышкой, при температуре около 650°С (что контролируется по оплавлению конца опускаемой алюминиевой проволоки диаметром 0,6—1 мм) расплавляется олово (сплав «а») или цинк (сплав «б»); после покрытия поверхности расплавленного металла порошком древесного угля вводится соответственно цинк или алюминий, сплав перемешивается до полного расплавления, удаляется шлам, и затем сплав разливается в формы для получения припоя в виде палочек толщиной не более 6—7 мм.
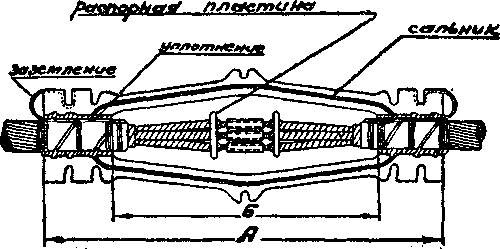
Перед пайкой, жилы после удаления изоляции тщательно до блеска очищаются от остатков резины или кабельной массы. Однопроволочные провода перед пайкой скручиваются (фиг. 34); многопроволочные провода после ступенчатой разделки концов и предварительного облуживания спаиваются в разъемных стальных муфтах (фиг. 35).
Пайка и облуживание производятся с помощью паяльной лампы, а при однопроволочных проводах также посредством угольных клещей. Место спая или облуживания с нажимом протирается палочкой припоя для удаления оксидной пленки. Применение флюса не требуется.
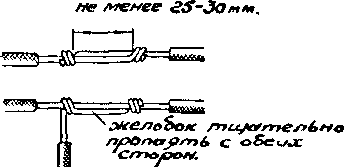
Фиг. 34. Скручивание однопроволочных
Для пайки алюминиевых жил применяется и тугоплавкий припой марки 34А с флюсом марки 34А; в этом случае пайка выполняется с помощью газосварочного аппарата или паяльной лампы. Провода и кабели с алюминиевыми жилами оконцовываются алюминиевыми наконечниками с медными алюминиевых проводов вставками или без них (таблица. 31), которые закрепляются пайкой или сваркой (фиг. 36) или только сваркой (фиг. 37).
Соединение проводов внутри труб не допускается; также не допускается применение при пайке составов, разрушающе действующих на провода (например, кислоты).
МП-1 с температурой 110—120°С (для пополнения убыли пропиточного состава) и затем обмазывают холодной массой МП-1.
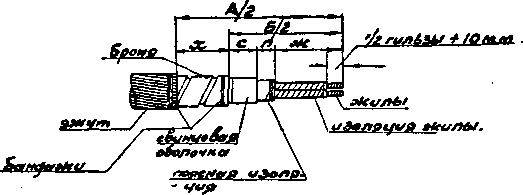
Места соединения кабелей с бумажной изоляцией должны быть заключены в чугунные соединительные муфты. Размеры соединительных муфт и разделки кабелей приведены в таблице 32. Перед установкой муфты тщательно очищаются, протираются керосином и сушатся пламенем паяльной лампы. В местах, соответствующих шейкам муфты, на броне кабелей делается подмотка из смоляной ленты и толя, причем верхние и нижние слои выполняются только из ленты, а в средней части слои толя должны чередоваться со слоями ленты; в канавку нижней половины муфты набивается жгут, проваренный в битумной массе.
Фиг. 35. Муфта для пайки многопроволочных алюминиевых проводов
Таблица 31
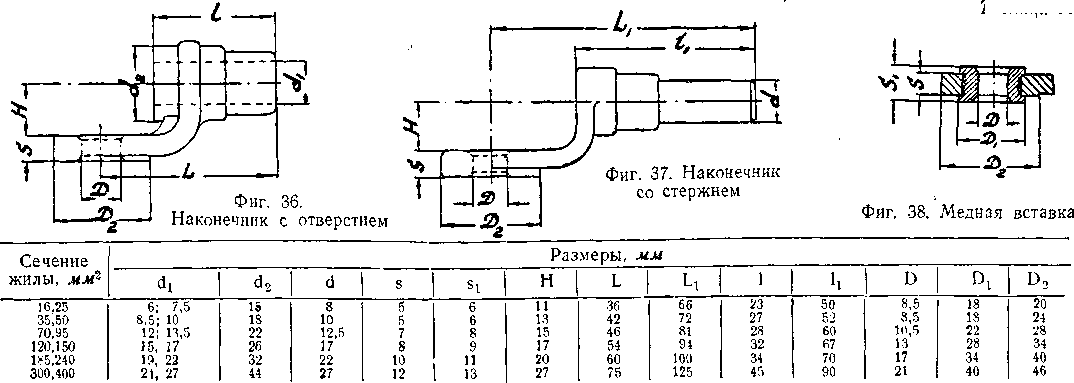
Таблица 32
Фиг. 39. Соединительная муфта
Фиг. 40. Размеры разделки
Таблица 32 (продолжение)

Фиг. 41. Распорная пластина
Расстояние между жилами (в свету) в оголенной части не должно быть менее 30 мм, а между жилами и муфтой — 20 мм. Накладывать на оголенную часть жил изоляцию не требуется; запрещается дополнительно изолировать жилы прорезиненной лентой или лакотканью. Жилы не должны иметь резких изгибов. Распорные пластины толщиной И—13 мм должны быть фарфоровые или из другого равноценного ему материала. Фазировка жил обязательна. Сечение заземляющего медного провода выбирается не менее 10 мм2 (четыре проволоки по 2,5 мм2). Провод привязывается и затем припаивается к оболочке и обеим лентам брони, предварительно очищенным до блеска и облуженным; второй конец провода присоединяют под болт хомута муфты. Заземляются оба конца кабеля.
Припаивание проводников заземления к алюминиевой оболочке производится следующим образом: поверхность оболочки протирается бензином, подогревается паяльной лампой и чистится стальной щеткой от окислов, затем лудится припоем (олово 36%, цинк 40%, кадмий 24%) в пламени паяльной лампы (припой растирается стальной щеткой), после чего к ней припаиваются этим же припоем заземляющие проводники. Во избежание повреждения изоляции, время пайки не должно быть более 3 мин.
Муфты, находящиеся в земле и в холодных (неотапливаемых) помещениях заливаются массой МБ-70, а в отапливаемых помещениях — МБ-90. Перед заливкой изоляция прошпаривается массой МП-1 с температурой 110—120°С. Наивысшая температура разогрева массы МБ-70 185°С, при заливке 160—175°С; для массы МБ-90 соответственно 195°С и 185—190°С. Запрещается производить разогрев при непосредственном действии пламени на кастрюлю или в печах со слишком высокой температурой (температура вспышки масс около 230°С). Кастрюля должна иметь для заливки носик с медной сеткой и плотно прилегающую крышку. Перед заливкой сливается небольшое количество массы для очистки носика; в конце заливки масса не должна сливаться со дна. До заливки муфта прогревается паяльной лампой до 60—70°С; лить массу в холодную муфту запрещается. Муфту заливают в 3 приема: сначала наполовину, затем до 3/4 объема и наконец доверху; после каждой заливки муфте дают остыть до температуры охлаждающего воздуха. При наличии значительной усадки муфта доливается в четвертый раз и после охлаждения закрывается.
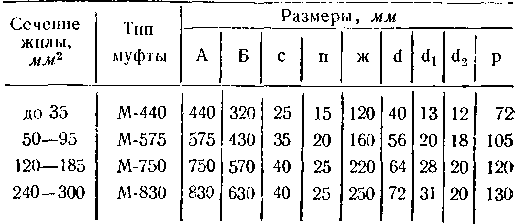
Установка стальных воронок на концах кабеля выполняется подобным же способом (фиг. 42); размеры воронок даны в таблице 33.
В сырых помещениях на жилы надевают фарфоровые втулки. Распирающие пластины могут не устанавливаться. Жилы плавно изгибают, таким образом, чтобы расстояния между ними и от них до краев воронки были одинаковыми.
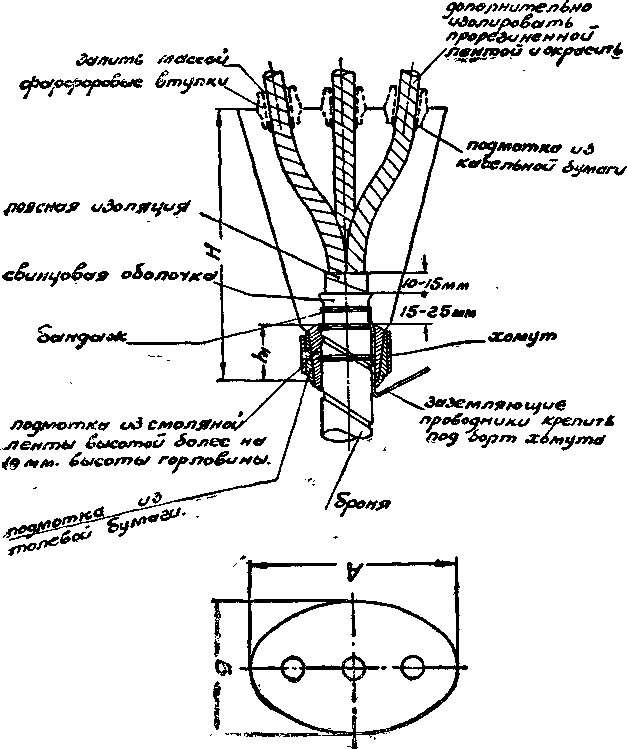
Фиг. 42. Установка концевой воронки
Таблица 33
Сечение жилы, мм2 | Размеры1, мм | ||||
А | Б | Н | h | шейки | |
до 16 | 100 | 60 | 145 | 40 | 25 |
25—50 | 150 | 91 | 205 | 50 | 35 |
70-120 | 167 | 101 | 235 | 50 | 45 |
150—185 | 200 | 121 | 270 | 55 | 55 |
240- 300 | 217 | 131 | 310 | 65 | 65 |
1 Для трехжильных кабелей; для четырехжильных кабелей воронки выбираются следующего большего размера, а для двухжильных — предыдущего меньшего.
Концы жил от наконечников до мест, расположенных на 10 мм ниже уровня заливки, или до подмотки кабельной бумаги при установке втулок, сверху фазовой изоляции обматываются не менее чем двумя слоями прорезиненной или хлопчатобумажной ленты и затем тщательно покрываются асфальтовым лаком или эмалью. Свободное расстояние между жилами и втулками заливается массой; наружная (не залитая) поверхность втулок должна быть чистой.
В сухих помещениях допускается установка малогабаритных воронок. Для наружной установки применяется муфта, показанная на фиг. 43.
Фиг. 43. Муфта наружной установки
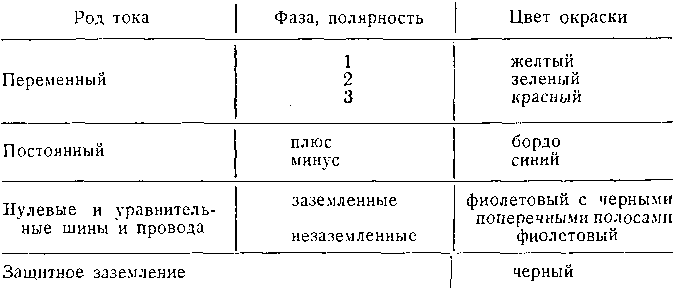
Цвета окраски шин и голых проводов
Шины распределительных устройств подстанций, распределительных пунктов и подпунктов должны быть окрашены в цвета, указанные в таблице 33а.
Голые провода и шины, проложенные открыто внутри помещений (в том числе и троллейные провода, за исключением контактных поверхностей), а также шины закрытых шинопроводов допускается окрашивать в один цвет (например, красный или желтый).
Во всех случаях цвет окраски шин и голых проводов должен отличаться не только от цвета окраски помещений, трубопроводов производственного назначения, конструкций, технологического и проч. оборудования, но и от цвета окраски защитных кожухов, металлических оболочек кабелей и проводов, стальных труб электропроводки и различного рода ограждений.
Таблица 33а
В случае, если шины и голые провода отдельных фаз и полярностей не имеют отличительной раскраски на их концах и в местах ответвлений необходимо наносить полоски красок указанных цветов; то же самое целесообразно делать и у изолированных проводов и кабелей питающих сетей.