Сварка в защитном газе (табл. 145—150)
Сварка в защитном газе неплавящимся (вольфрамовым) электродом применяется для соединения шин и профилей из алюминиевых сплавов, смонтированных в открытых установках, в сырых помещениях и в помещениях с химически агрессивной средой при толщине свариваемых шин до 12 мм.
Таблица 145. Режимы полуавтоматической сварки в защитном газе [16]


* С предварительным подогревом до 150—200° С.
Таблица 146, Технические характеристики электросварочных преобразователей [19]

Сварка ведется на переменном токе без применения флюса в среде аргона с помощью аппаратов типа УДАР-300-1 или УДАР-500, а также типа УДГ-301 и УДГ-501.
Полуавтоматическая сварка в защитном газе (аргоне) плавящимся электродом выполняется полуавтоматом типа ПРМ-4 для тех же условий, что и сварка неплавящимся электродом.
Таблица 147. Технические характеристики сварочных выпрямителей [19]

Примечание. Напряжение питающей сети для ВСС-300-3, ВСУ-300, ВД-300, 220/380 в, для стальных 380 в.
Таблица 148. Выбор сечения проводов типа ПРГД для электросварки [ 19]
Сварочный ток, а | От источника питания до изделия и электрододержателя | От сети к источнику питания | ||
напряжение сети, в | к трансформатору | к преобразователю | ||
До 200 | 25 | 127 | 35 | 25 |
200—300 | 50 | 220 | 16 | 12 |
300—450 | 70 | 380 | 12 | 10 |
Примечание. Сечение провода КРИТ выбирается по допустимой плотности тока, которая для медных проводов равна 5—7 а/мм2, а для алюминиевых — 3 а/мм2.
Таблица 149. Технические характеристики сварочных трансформаторов

Таблица 150. Техническая характеристика сварочных агрегатов с двигателями внутреннего сгорания [19]

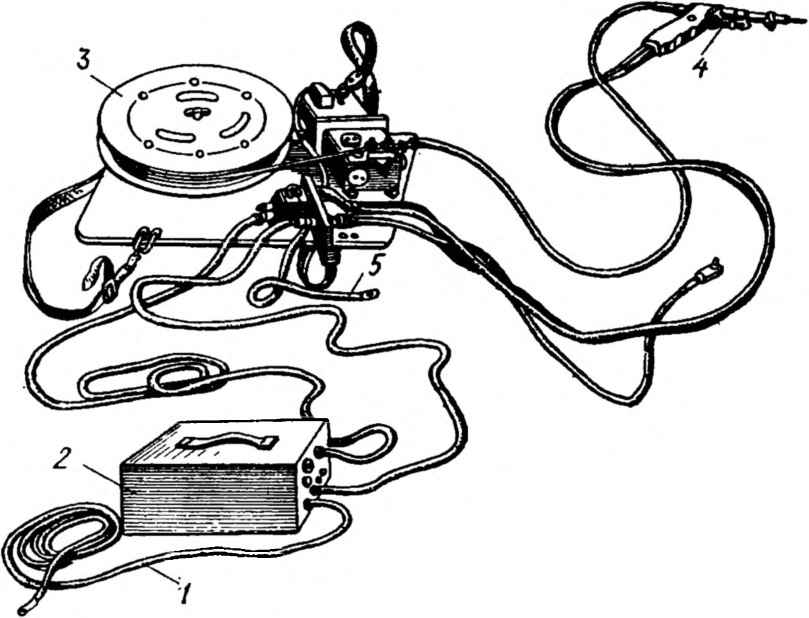
Рис. 96. Общий вид сварочного полуавтомата ПРМ-4:
1 — сварочный провод; 2 — аппаратный ящик; 3 — заплечный ранец; 4 — сварочный пистолет; 5 - газовый шланг.
Для сварки алюминиевых токопроводов круглого или сложного профиля, а также шинопроводов типа ШЗМ-16 в электромонтажной практике нашла применение полуавтоматическая сварка в среде защитного газа плавящимся электродом. Для этого применяется полуавтомат типа ПРМ-4 в ранцевом исполнении (рис. 96).
Техническая характеристика полуавтомата типа ПРМ-4
(см. рис. 96)

Питание ПРМ-4 сварочным током осуществляется от сварочных агрегатов, имеющих жесткую или возрастающую вольтамперную характеристику типа ПСГ-350, ПСГ-500 или сварочные выпрямители ВС-ЗОО, ВС-600, ВДГ-301, ВСУ-300, а также трансформаторов с выпрямительными приставками типа ВСК-300.
Сварка выполняется на постоянном токе обратной полярности (плюс источника тока подключается к электроду).
Риз. 97. Форма и размеры подготовки кромок шин различной толщины для сварки в защитном газе: а — подготовка кромок шин толщиной 6—8 мм для нижней, вертикальной и горизонтальной сварки; б — подготовка кромок шин толщиной 8—10 мм. для нижней сварки; в — подготовка кромок шин толщиной 8—10 мм для вертикальной и горизонтальной сварки^. г, д, г, ж — подготовка кромок шин толщиной 12—15 мм, 18 — 20, 21 и более для всех положений.

Длину дуги при сварке следует поддерживать в. пределах 4—7 мм, вылет электродной проволоки — 6—8 мм.
При сварке шин толщиной более 15 мм необходим предварительный подогрев места сварки до 200—250° С посторонним источником тепла (горелки типа ГПВМ-0,5 или ГПВМ-1).
Сварка шин толщиной до 10 мм производится без разделки кромок, _ при толщине 12 мм и выше — с разделкой кромки (рис. 97).
Для сварки алюминиевых и магниевых сплавов предназначен аргон чистый марки Б (аргон не менее 99,96%). Он поставляется в баллонах, окрашенных в черный цвет с белым верхом и черной надписью «Аргон чистый».