Термитная сварка
Термитная сварка применяется для соединения и оконцевания алюминиевых жил кабелей с сечением жил 16—800 мм2 и осуществляется при помощи термитных патронов за счет выделяемого при их сгорании тепла.
Для защиты изоляции от перегрева применяются специальные охладители жил, отводящие основную часть выделяющегося тепла.
При сварке применяется флюс ВАМИ для удаления пленки окиси алюминия с поверхности сварных жил, а также для защиты алюминия от окисления в процессе сварки.
Для сварки в стык алюминиевых жил применяются термитные патроны серии А.
Соединение жил термитной сваркой производится в следующей последовательности:
по сечению свариваемых жил подбираются термитные патроны и медные втулки, которые устанавливают в охладителях;
флюс разводится водой до состояния густой пасты и наносится на предварительно очищенную и обезжиренную присадочную проволоку (две проволоки сечением 2—4 мм2, свитые вместе);
жилы зачищаются до блеска щеткой из кардоленты; обезжириваются и покрываются тонким слоем пасты из флюса. На концы жил насаживаются алюминиевые колпачки. Секторные однопроволочные жилы перед надеванием колпачков скругляются;
термитный патрон устанавливается на оба конца жил с таким расчетом, чтобы стык жил находился против центра литникового отверстия муфеля; зазор в месте входа жилы в стальной кокиль уплотняется шнуровым асбестом, который плотно забивается между стенками формочки и поверхностью жил и заполняет все пространство до алюминиевого вкладыша;
охладители, установленные на планке, накладываются на оголенные участки жил и устанавливаются тепловые экраны из листового асбеста толщиной не менее 4 мм;
термитный патрон поджигается термитной спичкой и с началом горения патрона вводится присадочный пруток, покрытый флюсом, причем для увеличения количества присадки, вводимой в начальный момент, конец прутка складывается в несколько раз для жил больших сечений. По окончании горения муфеля до дна кокиля вводится стальная мешалка. После расплавления жил и заполнения литниковой трубки жидким металлом мешалкой выполняется несколько плавных круговых движений для выпуска газов и шлаков, после чего мешалка вынимается;
после застывания металла скалывается муфель, удаляется кокиль и литниковая прибыль, сглаживаются неровности от сварки в месте основания литниковой прибыли, очищаются все соединения и прилегающие к нему участки жил щеткой из кардоленты;
сварка остальных жил производится таким же способом. Рекомендуется начинать сварку с жилы, расположенной вверху разделки, а затем последовательно сваривать нижние жилы.
Пайка
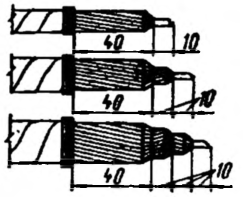
Рис. 29. Ступенчатая разделка жил при пайке многопроволочных алюминиевых проводов в формах.
Пайка многопроволочных медных жил кабелей производится припоем ПОС-30 методом полива с применением флюса (канифоль, паяльный жир, стеарин).
Пайка алюминиевых жил производится с предварительным облуживанием жил припоем А и последующим наплавлением припоя непосредственно и форму или наконечник, а также без предварительного облуживания с поливом расплавленного припои в форму.
При соединении многопроволочных алюминиевых жил пайкой выполняется ступенчатая разделка (рис. 29) и облуживание ступенчатого конца жилы. Концы жилы укладываются в форму, торцы которой уплотняются асбестовым шнуром, форма нагревается пламенем пропан-бутановой горелки, причем вначале прогревается дно средней части формы, а затем и вся середина формы, одновременно и форму вводится палочка припои, который, расплавляясь, заполняет форму до верха. Расплавленный припой перемешивается и удаляются шлаки.