ГЛАВА ПЕРВАЯ
ИЗМЕНЕНИЯ, ПРОИСХОДЯЩИЕ В ЖАРОПРОЧНЫХ СТАЛЯХ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
1.1. ОСТАТОЧНАЯ ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ
Металл наиболее ответственных деталей и узлов современного энергетического оборудования постоянно работает под напряжением при высоких температурах в условиях ползучести. С течением времени в различных элементах парогенераторов, паропроводов и турбин накапливается пластическая деформация, механизм которой изучен еще недостаточно и требует исследований. Это связано с тем, что в поликристаллических материалах в условиях высоких температур и пониженных скоростей деформаций существуют многообразие форм проявлений скольжения и его неравномерность от зерна к зерну. Неоднородность деформации при ползучести обусловлена неодинаковой величиной напряжений в отдельных зернах, а также внутри разных участков одного и того же зерна, и связана с различной их ориентацией относительно приложенной внешней силы. Вид пластической деформации и характер ее развития по локальным объемам изменяется с температурой. В районе «переходных температур» 500— 600°С для технически чистого железа, например, наибольшие величины деформации приходятся на границы зерен [52], что согласуется с понижением общей пластичности металла. Деформирование при низких температурах происходит при непрерывном повышении напряжения, и вслед за сильно упрочненными зернами начинают деформироваться остальные. При этом экспериментально показано, что образуются полосы скольжения, зерна вытягиваются в направлении деформации, блоки измельчаются и увеличивается угол их разориентировки. Существенно изменяются рентгенографические характеристики металла. При высоких температурах и постоянном напряжении деформация внутри зерен происходит в меньшей степени, чем при низких температурах. При высоких температурах деформация является сложным процессом, который объединяет не только движение дислокаций по плоскостям скольжения, но и проскальзывание по границам, и переползание, которое связано с диффузией точечных дефектов.
С развитием теории дислокаций удалось объяснить более детально процесс пластической деформации в условиях ползучести.
При высоких температурах, близких к 0,5 Тпл и достаточных для осуществления диффузии, непрерывно происходят глубокие изменения в дислокационной структуре металла, которые вызывают остаточную пластическую деформацию. Под действием диффузионных процессов при высоких температурах возникает «вязкое» течение одного зерна относительно другого, что вносит определенный вклад в деформацию при высокотемпературной ползучести. При умеренных «средних» температурах реализуется как дислокационный, так и диффузионный механизм ползучести, которые вызывают так называемую зернограничную ползучесть [118]. При более низких температурах деформация осуществляется скольжением, вызываемым перемещением дислокаций.
В жаропрочных стареющих сталях, постоянно работающих при высокой температуре и сравнительно малом напряжении [скорость ползучести, ε=1·10-5%/ч], внутризеренная деформация не занимает ведущего места. Поэтому на деталях, проработавших длительное время, высокая остаточная деформация не наблюдается. Разнообразие характера скорости развития пластической деформации связано с различным механизмом ползучести и определяется соотношением прочности зерна и его границ [135].
При зернограничной ползучести деформация в значительной степени осуществляется за счет смещения границ зерен, при этом толщина границ увеличивается, в межзеренных участках развиваются поры, которые со временем сливаются и образуют трещины. Упрочняющие мелкодисперсные выделения карбидов, карбонитридов, интерметаллидов, находящиеся на границах, затрудняют развитие межзеренных трещин, однако данные [20] свидетельствуют, что именно карбиды являются местом преимущественного образования пор в стали 12Х1М.Ф в условиях ползучести.
Зернограничный механизм ползучести характерен для жаропрочных сталей, работающих при высоких температурах, у которых при малых напряжениях дислокационный механизм не может быть полностью реализован. Значительный вклад в деформацию в этом случае вносит диффузионная ползучесть. Этот вид ползучести реализуется при размере зерен порядка 0,1—0,01 мм или менее и связан с перемещением вакансий вблизи и по границам зерен при температуре, которая обеспечивает достаточный уровень подвижности вакансий. Скорость ползучести в этом случае пропорциональна приложенному напряжению [52] и описывается уравнением![]() (1.1) где σ — напряжение; D — коэффициент диффузии вакансий; δ — параметр решетки; R — постоянная Больцмана; Т — абсолютная температура; l — размер зерна.
(1.1) где σ — напряжение; D — коэффициент диффузии вакансий; δ — параметр решетки; R — постоянная Больцмана; Т — абсолютная температура; l — размер зерна.
Однако авторами [52] отмечено, что (1.1) не учитывает ряда особенностей строения границ и может давать результаты, совпадающие с экспериментальными только по порядку величины. Этот вид ползучести не приводит к формированию субструктуры и к изменению рентгенографических характеристик стали.
Из уравнения (1.1) видно, что с уменьшением размера зерна диффузионная пластичность материала возрастает. Примером влияния величины зерна на длительную пластичность при высокотемпературной ползучести может служить металл пароперегревателей, изготовленных из мелкозернистой стали Х18Н12Т (8—10 балл по ГОСТ 5639-65), у которых при эксплуатации отмечалось разрушение труб при деформации 0—8% номинального диаметра. Повреждения металла возникали преимущественно по границам зерен со значительной межзеренной деформацией. При замене труб из мелкозернистой стали трубами с нормированным более крупным зерном (баллы 3—7) разрушения металла при ползучести значительно снизились.
На некотором уровне напряжения и температуры может быть реализован сложный механизм ползучести, заключающийся в чередовании актов скольжения с последующей диффузией.
При высокотемпературной ползучести существенное значение приобретает зернограничная ползучесть [118], которая реализуется за счет высокой подвижности атомов на границе. Поэтому при металлографическом исследовании на образцах четко выявляется увеличение толщины границ даже в слабо травящихся металлах и сплавах. При электронном микроскопировании показано, что в результате ползучести толщина границ зерен меди равна (3,5-9)·10-6 см. В описываемом случае скорость ползучести может быть описана выражением
![]()
(1-2)
где а — толщина границ зерен; 3а/l — величина, характеризующая влияние границ зерен на ползучесть; остальные обозначения — те же, что и в выражении (1.1).
Из уравнения (1.2) видно, что зернограничная ползучесть зависит от температуры и с увеличением размера зерен резко уменьшается. Напряжение способствует деформации ползучести, при этом разрушение происходит преимущественно по границам и носит межкристаллитный характер.
В приграничных областях при высокотемпературной ползучести образуется субструктура за счет переползания дислокаций. Вклад этого процесса в скорость деформации довольно значителен и на несколько порядков превышает вклад диффузионной ползучести [52]. Так, при размере зерна ![]() b (где b — вектор Бюргерса), переползание пяти-шести дислокаций обеспечивает такую же скорость ползучести, как и диффузионный поток точечных дефектов.
b (где b — вектор Бюргерса), переползание пяти-шести дислокаций обеспечивает такую же скорость ползучести, как и диффузионный поток точечных дефектов.
Результатом совместного действия различных механизмов пластической деформации при ползучести, имеющей место в жаропрочных сталях при высоких температурах и пониженных напряжениях, является суммарная скорость ползучести, определяющая надежность металла в эксплуатационных условиях. В энергетике допускаемая остаточная деформация деталей принята 1% за 100 тыс. ч и скорость ползучести ε=1·10-5%/ч.
Ползучесть — деформация твердого тела под действием постоянного напряжения, ранее рассматривалась как самостоятельный процесс, независимый от разрушения. Это противоречит экспериментальным данным [152], доказавшим постоянство произведения скорости установившейся ползучести ε на долговечность τ:
![]()
Постоянство этого произведения приводит к выводу, что деформация и разрушение определяются общим атомным механизмом. В работе [34] экспериментально установлено равенство энергии активации процессов деформации и разрушения. Постоянство произведения ετ было экспериментально установлено для ряда металлов в широком интервале условий испытаний. Однако причины установленной зависимости до настоящего времени окончательно не выяснены. В то же время определение физической сущности коэффициента, связывающего скорость ползучести и время до разрушения, даст широкую возможность оценки долговечности материалов по данным об установившейся стадии ползучести.
В работах [9, 33] установлена эмпирическая зависимость времени до разрушения от температуры и напряжения
где εср — средний угол разориентировки блоков; А — величина, постоянная для каждого металла.
Работами [49—51] для ряда материалов было показано, что разориентировка блоков зависит не только от температуры и скорости нагружения, но и существенно изменяется от величины накопленной деформации, возникающей в процессе ползучести. Следовательно, в условиях длительно протекающей высокотемпературной ползучести материала разориентировка блоков не может являться постоянным структурным фактором, определяющим долговечность металла [см. формулу (1.3)].
В ряде работ [24, 52, 123] показана тесная взаимосвязь скорости ползучести и времени до разрушения и доказана идентичность закономерностей развития этих процессов. Естественно, что разрушение материала наиболее ощутимо при больших деформациях, т. е. на третьем ускоренном участке ползучести. В работе [122] сформулирована гипотеза разрушения, которая рассматривает процесс повреждения как непосредственный результат пластической деформации при ползучести.
Согласно гипотезе упрочнения [80] скорость деформации при разрушении металла в процессе ползучести определяется также однозначно одним параметром — величиной накопленной пластической деформации.
Явление ползучести изучено в значительно большей степени на чистых металлах, чем на поликристаллических материалах. Однако законы изменения остаточной деформации во времени при постоянном напряжении остаются во всех случаях одинаковыми (рис. 1.1). При приложении нагрузки происходит так называемая «мгновенная деформация» ε0, которая не является следствием ползучести, а подчиняется закону изменения деформации при непрерывно возрастающей нагрузке. Для практических целей, когда необходимо определить суммарную величину деформации при длительном разрыве, значение ε0 необходимо принимать во внимание.
Первая стадия — неустановившаяся ползучесть ( I на рис. 1.1), при которой скорость деформации непрерывно уменьшается, может быть описана наиболее распространенной степенной зависимостью [145]![]() (1.5) где α и β — константы, зависящие от приложенного напряжения и температуры; t — время испытаний.
(1.5) где α и β — константы, зависящие от приложенного напряжения и температуры; t — время испытаний.
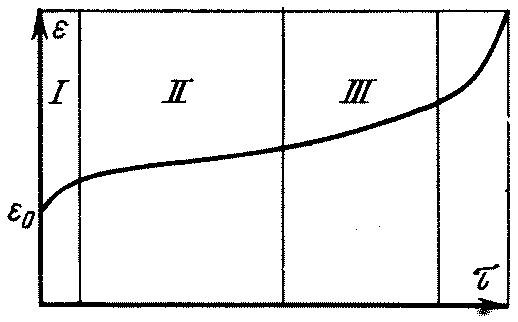
Рис. 1.1. Кривые ползучести.
Стадия I сравнительно кратковременна, и замедление ползучести связывается либо с деформационным упрочнением (наклепом), либо с уменьшением числа активных источников деформации. Стадия I может быть выражена также экспоненциальной зависимостью
Если ползучесть сплава определяется переползанием свободных дислокаций, то п = 4,4-5,5.
Эмпирические формулы (1.7) — (1.10) позволяют судить о механизмах процесса. Однако главная трудность трактовки ползучести жаропрочных сталей связана с непостоянством их структуры и свойств при длительном высокотемпературном старении.
Исследованиями [11, 123] установлено, что энергия активации ползучести совпадает с энергией активации самодиффузии. Это свидетельствует о том, что скорость
21 ползучести на второй стадии контролируется перемещением отдельных атомов и групп дислокации. Установившаяся стадия ползучести в некоторых работах рассматривается как результат динамического равновесия двух конкурирующих процессов: 1) наклепом, который является результатом пластической деформации, вызванной движением и перераспределением дислокаций; 2) возвратом, который проявляется при достаточно высоких температурах, в виде образования субзерен с малыми углами разворота, миграцией границ и как крайней формой возврата — рекристаллизацией зерен. Установившаяся стадия ползучести рассматривается, как результат термодинамического равновесия процессов упрочнения и разупрочнения [25].
В ряде работ [73, 137] установлено, что в теплостойких низколегированных и жаропрочных сталях в условиях работы металла под напряжением при повышенной температуре развиваются указанные выше процессы.
Третья стадия ползучести (III на рис. 1.1) часто занимает до 50% времени до разрушения. Раньше считалось, что начало разрушения совпадает с наступлением третьей стадии ползучести, однако в ряде работ [20, 106] показано, что этот процесс наступает раньше. При больших напряжениях на границах зерен металла образуются клиновидные трещины, которые, сливаясь между собой, приводят к разрушению [52]. При высоких температурах, близких к 0,5 Тпл, и низких напряжениях (примерно 30—70 МПа) происходит межзеренное разрушение металла.
Авторы [123, 124], изучая развитие ползучести на третьей стадии, показали, что при переходе от второй стадии к третьей ускорение ползучести не может быть связано с развитием пористости, так как относительное удлинение металла в этот период очень мало и составляет сотые и десятые доли процента. При этом путем отжига удается восстановить в этот период свойства металла. Ускорение ползучести авторы объясняют тем. что наличие пор на границах зерен приводит к ускорению процессов разупрочнения в приграничных участках зерен. Согласно [147] подобные процессы увеличивают общую скорость ползучести примерно в 1,5—2 раза. На последнем этапе третьей стадии возникает критическая ползучесть, быстро приводящая к разрушению.
Это происходит в момент, когда площадь, занятая порами, в каком-то сечении достигает определенной величины, и наступает «лавинная» ползучесть. Согласно [124] протяженность границ, занятых порами, перед разрушением меди при σ≈7МПа и t=700°С составляет 52% общей длины границ.
Таким образом, несмотря на сложную форму кривой деформация — время ползучесть является единым физическим процессом, проявляющимся в различной форме в зависимости от структурных изменений. В связи с этим особую важность приобретает изменение микроструктуры, происходящее при ползучести.