Анализ аварийных случаев остановов блоков и оборудования электростанций высокого давления показывает, что наиболее часто повреждаемыми элементами парогенераторов являются трубы поверхностей нагрева. Достаточно сказать, что в течение года эти повреждения вызвали 224 отказа блоков 300 МВт и 1092 отказа блоков 150 и 200 МВт. Наиболее дефектными узлами на котлоагрегатах являются выходные ступени ширмовых и конвективных пароперегревателей, а также трубы нижней радиационной части котла. На их долю приходилось 22 и 29% отказов на блоках 300 МВт и 20 и 18% на блоках 150 и 200 МВт соответственно.
Основным источником возникновения повреждений котлов являются металлургические и технологические дефекты изготовления труб на заводах (21%), перегревы металла выше допустимой температуры из-за недоработок конструкций и нарушения режимов эксплуатации (23%), а также из-за недостатков ремонта и монтажа (15%).
Максимальное число отказов произошло на длительно эксплуатируемом оборудовании. Необходимо отметить, что за последнее время доля повреждений, вызванных заводскими дефектами изготовления, уменьшилась, а число повреждений поверхностей нагрева из-за нарушений режима эксплуатации, качества ремонта и т. п. увеличилось. Котлы большинства электростанций работали в регулирующем режиме с разгрузкой и остановами в ночное время, выходные и праздничные дни, что также оказало влияние на надежность работы металла.
Ниже описываются типичные случаи разрушения металла труб поверхностей нагрева из перлитных и аустенитных сталей, вызванные указанными выше причинами.
К числу повреждений, вызванных некачественной технологией изготовления на заводах, можно отнести массовые разрушения труб ширмовых пароперегревателей второй ступени на головном блоке 300 МВт. В пусконаладочный период произошло 18 случаев разрыва труб 0 32X6 мм, изготовленных из стали 12Х2МФСР, расположенных в различных местах по высоте и ширине топки. Разрушения явились следствием раскрытия продольных рисок, расположенных на внутренней поверхности труб, на глубину до 0,3 мм. Характер разрушения всех исследованных труб идентичен, излом хрупкий, заметного утонения стенки и следов пластической деформации обнаружено не было. На наружной поверхности каких-либо дефектов металлургического производства не наблюдалось. Микроструктура металла всех дефектных труб была однотипна и относилась к числу рекомендуемых, а механические свойства стали в состоянии поставки соответствовали требованиям технических условий. Металлографические исследования показали, что все трещины имели транскристаллитный характер. Края некоторых трещин обезуглерожены, причем обезуглероженный слой распространялся по направлению трещины с внутренней поверхности в глубь стенки. Это дает основание предполагать, что образование дефектов произошло в процессе изготовления труб на заводе, а при последующей термической обработке произошло раскрытие трещин и обезуглероживание их кромок.
Аналогичные случаи повреждения выходных ступеней пароперегревателей, изготовленных из перлитных марок сталей 12Х1МФ, 12Х2МФСР, ЭИ-531 и др., имели место не только в начальный период, но и после длительной эксплуатации. На одной из электростанций на внутренней поверхности труб после 24 тыс. ч эксплуатации обнаружены глубокие продольные риски — дефекты прокатного производства, которые раскрылись на глубину до 1 мм. Разрушение этих труб шло по рискам, при этом деформация локализовалась в этих дефектах и общая суммарная деформация оставалась незначительной. Разрушение таких труб происходило хрупко из-за наличия концентраторов напряжения в виде конусообразных рисок (рис. 3.3Θ). Характерной особенностью металла в этом случае является то, что образцы, вырезанные из этих труб, не выдерживали технологическую пробу на сплющивание из-за наличия рисок. Однако испытанием было установлено, что уровень прочности и пластических свойств стали 12Х1МФ был высокий, а структура относилась к числу рекомендованных.
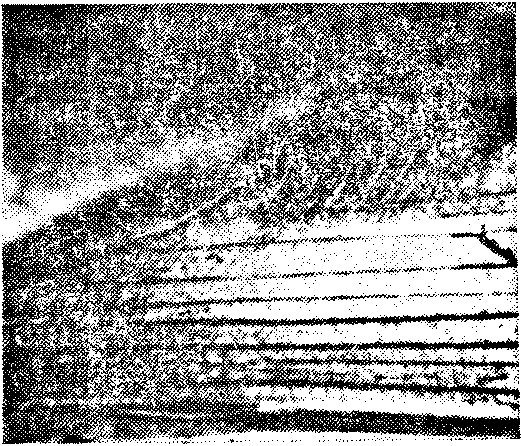
Рис. 3.39. Хрупкие разрушения по рискам труб ширмового пароперегревателя блока из стали 12Х2МФСР.
Одна из причин некачественного изготовления труб на трубопрокатных заводах — нарушения в режимах термообработки, после которых металл имеет нерекомендованную структуру и часто с наружной и внутренней поверхности труб значительный обезуглероженный слой. На блоках одной из электростанций произошло 16 случаев разрушения после 58—86 тыс. ч эксплуатации конвективного пароперегревателя первой ступени, изготовленного из стали 12Х1МФ. Металл труб Ø 32X6 мм в состоянии поставки имел мелкозернистую и разнозернистую структуру и обезуглероженный слой с наружной поверхности до 0,8 мм, с внутренней — до 0,4 мм.
Кратковременные механические свойства вырезок после различных сроков эксплуатации у большинства труб находились в пределах: σв=380-440 МПа, δ=18-22%, что ниже требований ТУ 14-3-460-75. Структура стали преимущественно ферритная, с размером зерна 8—10 баллов (ГОСТ 5659-65) отличается низкой жаропрочностью. Утонение стенки за счет окалинообразования составило от 0,5 до 1,2 мм. При температуре 545оС предел длительной прочности составил 70 МПа, что ниже гарантированных значений примерно на 40%. Причиной разрушения пароперегревателя явилось интенсивное развитие ползучести труб в процессе эксплуатации, которое было вызвано низкой жаропрочностью металла (в результате некачественной термообработки труб на заводе) и повышением приведенных напряжений в трубах до 43% номинального значения, что связано с интенсивным окалинообразованием и уменьшением толщины стенки здорового металла.
Значительное количество труб из стали 12Х1МФ поступает с заводов с браковочной структурой. После 10—30 тыс. ч эксплуатации некоторые из них имели повышенную остаточную деформацию (0,5% за 50 тыс. ч) и скорость ползучести, превышающую расчетные характеристики. Установлено, что после 24—311 тыс. ч эксплуатации предел прочности этих труб при 570X3 снижается примерно вдвое по сравнению с исходным состоянием, а предел текучести имеет довольно низкие значения (160—190 МПа). Твердость во всех случаях была не выше 136—131 НВ. При этом пластические свойства, в том числе и ударная низкость, были высокими. Предел прочности на 30-40% ниже гарантированных значений. Указанные трубы не обеспечивали надежность дальнейшей эксплуатации блоков 150 и 200 МВт и были сняты с эксплуатации как брак по вине завода.
В зависимости от длительности и температуры перегрева характер разрушения труб в эксплуатации существенно изменяется. Наблюдаются два основных вида разрушения — кратковременный и длительный.
На рис. 3.40,а представлена труба нижнего гиба ширмового пароперегревателя, разрушившаяся после кратковременного перегрева вследствие закупорки ее шлаком из-за некачественной кислотной промывки. Разрушение труб при отсутствии циркуляции пара отличается широким раскрытием кромок, острыми краями и значительным утонением стенок в месте разрыва. Характерным признаком при этом является изменение структуры металла у места разрыва. Часто в зоне разрушения наблюдаются участки перекристаллизованной структуры с легко травящимися темными объемами перлита или тростита, или светлыми—отпущенного мартенсита. Микротвердость участков с закалочной структурой высокая и для стали 12Х2МФСР составляет 350—400 НВ. Наличие этих участков в структуре разрушенных труб вызвало изменение механических свойств. Наблюдалось повышение предела прочности до 730— 880 МПа, текучести до 390—480 МПа и снижение относительного удлинения до 18—20%.

Рис. 3.40. Разрыв трубы пароперегревателя на блоке 200 МВт.
а — кратковременный перегрев; б — длительный перегрев.
Большое количество повреждений труб на блоках 150 и 200 МВт после длительной эксплуатации приходится на выходные пакеты пароперегревателей, изготовленных из низколегированных марок сталей, и свидетельствует о значительном перегреве металла в условиях ползучести (рис. 3.40,б). В этом случае заметного раздутия труб не происходит, трещины развиваются по границам зерен, разрушение межзеренное. Наряду с магистральной трещиной при длительном перегреве присутствует ряд мелких прерывистых трещин, расположенных параллельно основной.
Большинство дефектов развивается из-за перегрева металла, вызванного значительными тепловыми разверками по ширине и высоте топки котла, имеющимися на ряде современных энергоблоков. Так, работами В. П. Лисового и В. Г. Чакрыгина (УралВТИ) было показано, что максимальная температура стенки вторичного пароперегревателя блока, изготовленного из стали ЭИ-531, в результате температурной разверки по глубине газохода (на 35— 40°С) достигала 650°C, а при нестационарных режимах работы котла 670—700°С. При таком температурном режиме, по заключению авторов, пароперегреватель может проработать не более 20 тыс. ч. После проведенной реконструкции -пароперегревателя температурный режим работы был упорядочен, дефектный металл был заменен.
По исследованиям В. В. Чебулаева и В. Д. Вороненко (УралВТИ) на котле блока 200 МВт максимальная температура металла на конвективных пароперегревателях первой и «второй ступени превысила расчетную на 25—30°С, а при нестабильном режиме — на 50°С. По данным авторов разница между расчетной и измеренной температурой металла труб пароперегревателей вызвана неточностью расчета — занижением коэффициента неравномерности распределения тепловой нагрузки по ширине газохода.

Рис. 3.41. Характер разрушения трубы конвективного пароперегревателя после длительного перегрева на 30—50°С выше расчетной температуры.
Такое же несоответствие рабочих температур металла расчетным имеет место на некоторых типах котлов блоков 300 МВт. При исследованиях температурного режима работы ширмового и конвективного пароперегревателей котла ПК-39 В. П. Лисовым (УралВТИ) было установлено, что температура стенки превышает расчетную в отдельных зонах на 40—50°С. После проведения реконструкции ширмового пароперегревателя температура стенки была снижена до допустимых норм.
Из приведенных данных видно, что на современных блоках металл поверхностей нагрева работает в тяжелых условиях, температура во многих случаях превышает допустимые значения для различных низколегированных сталей. Основной причиной длительных перегревов труб в эксплуатации является несоответствие фактических температур допустимым, что связано с конструктивными недоработками, неточностью расчета и нарушением температурных режимов работы блоков.
Указанные причины зачастую приводят к интенсивному окалинообразованию поверхностей труб, развитию ползучести и преждевременному разрушению металла пароперегревателей в процессе эксплуатации.
На рис. 3.41 представлена фотография трубы конвективного пароперегревателя блока 200 МВт из стали 12Х2МФСР, разрушившейся вследствие длительного перегрева (на 30—50°С выше расчетной температуры). Котел проработал до аварийного останова 24 тыс. ч. Края у места разрушения тупые, толщина стенки в месте разрыва незначительно отличается от толщины стенки вдали от повреждения. На наружной и внутренней поверхностях трубы произошло интенсивное окалинообразование; так, за время эксплуатации на трубе конвективного пароперегревателя второй ступени толщина наружной окалины на трубах составила 1,2 мм, а внутренней 1,0 мм. Структура дефектного металла представляла собой феррито-карбидную смесь. При этом прочностные и пластические характеристики стали были занижены по сравнению с требованиями технических условий и составляли: σв=430 МПа: σ0,2=250 МПа; δ=20%. В процессе эксплуатации произошло заметное обеднение твердого раствора молибденом до 45% и ванадием до 55%.
Анализ многочисленных данных по разрушениям труб нижней радиационной части и выходных ступеней пароперегревателя вследствие длительных перегревов показал, что дефектный металл, как правило, имеет феррито-карбидную структуру с низким пределом прочности, доходящим на некоторых трубах до 360 МПа, и пластичностью до 13%. Количество молибдена, перешедшего в карбиды, может повышаться до 55—60%. При этом происходит заметное увеличение диаметра труб. После 42 тыс. ч эксплуатации котла БКЗ 160-100Ф были обследованы трубы из стали 12Х1МФ «горячего» пакета на выявление остаточной деформации. Одна из труб имела деформацию 5%, что вдвое превышает допускаемые нормы для перлитной стали. Испытания металла этой трубы дали следующие результаты: σв=365 МПа; σ0,2=237 МПа; δ=28,28%; ακ=1,73 МДж/м2. Как видно, прочностные характеристики стали значительно занижены по отношению к допустимым. Из-за развития ползучести технологическую пробу на сплющивание эти трубы не выдержали. Металлографическим исследованием по границам зерен были выявлены скопления пор, часто образующих сплошные цепочки. На некоторых типах котлов наблюдались разрушения гибов труб из стали 12ΧΊΜΦ в зоне конвективного пароперегревателя. Исследованиями было установлено, что эти разрушения связаны также с развитием ускоренной ползучести в результате длительного перегрева металла и по своему характеру не отличаются от разрушений в прямых трубах. Повреждения гнутых отводов труб наблюдались по растянутым волокнам вдоль вершины гиба после 15— 35 тыс. ч эксплуатации.
На ряде электростанций имели место разрушения гибов труб из перлитных сталей, установленных в необогреваемой зоне барабанных котлов. В поврежденных гибах после различных сроков эксплуатации были обнаружены продольные трещины, расположенные в нейтральной зоне с внутренней поверхности и развивающиеся к наружной поверхности. Металл этих гибов по химическому составу, уровню механических свойств и микроструктуре соответствовал требованиям поставки. Трещины носили транскристаллитный характер, полость их была заполнена окислами, концы трещин преимущественно тупые, имели пережимы по длине. Такие типы трещин вызваны, как правило, термической усталостью. На одной из электростанций после 353 пусков котлоагрегата большинство из 188 обследованных гибов имели по нейтральной зоне большое количество трещин глубиной от 0,07 до 1,2 мм. Развитию повреждений способствовали не только частые пуски, но и частые глубокие понижения давления, имевшие место в последние годы эксплуатации в связи с регулированием нагрузки.
На электростанциях, постоянно работающих в пиковом режиме, наблюдались повреждения пароперегревателей в обогреваемой зоне одновременно из-за развития ползучести и термоусталости металла.

Рис. 3.42. Трещины усталостного характера на металле пароперегревателя в условиях нестационарного режима (увеличено в 500 раз).
Массовые разрушения выходных змеевиков труб конвективного пароперегревателя 0 42X5,0 мм из стали 12Х1МФ на котле с параметрами р=11 МПа и t=540°C происходили после 25—38 тыс. ч эксплуатации. Котел имел до 50— 80 растолок в течение года и частые колебания температуры от 520 до 560°С. В основном разрушения происходили на прямых трубах и лишь в единичных случаях — на гибах. Осмотр внешней поверхности змеевиков непосредственно в шахте котла показал, что трубы с огневой стороны были покрыты плотным слоем отложений. Разрушения труб происходили со стороны отложений. Дефектные трубы имели увеличение диаметра у места разрушения примерно на 3—5%. Ползучесть труб развивалась только со стороны отложений, где температура стенки более высокая. В этом случае трещины начинались у наружной поверхности и развивались внутрь с раскрытием и утонением до 1,5 мм. Раскрытие трещин и характер разрушения на гибах и на прямых трубах аналогичны. Повреждения металла происходили по границам зерен. В работах (62, 131] показано, что такие трещины типичны для металла, работающего в условиях ползучести. Однако на. части труб пароперегревателя этого же котла были обнаружены еще мелкие трещины на внутренней поверхности труб, имеющие транскристаллитный характер (рис. 3.42), что типично для металла работающего в условиях термической усталости. Необходимо отметить, что кратковременные механические характеристики металла всех исследуемых труб пароперегревателей соответствовали требованиям норм. Во всех случаях структура металла нерекомендуемая,, на участках интенсивной ползучести (со стороны отложений) структура типична для перегрева в области межкритических температур: феррит, карбиды и мелкие зерна перлита, окаймляющие ферритные зерна.
Таким образом, на металле поверхностей нагрева, работающих при повышенных температурах и в условиях нестационарного режима, одновременно могут иметь место развитие трещин с наружной стороны труб в результате ускоренной ползучести и образование трещин усталостного характера с внутренней стороны. Первые имеют межзеренный характер, вторые — транскристаллитный.
На блоках 150 и 300 МВт наблюдалось значительное количество повреждении выходных витков конвективных и ширмовых пароперегревателей, изготовленных из сталей Х18Н12Т и 12Х18Н10Т. Разрушение ширмовых пароперегревателей блоков 300 МВт происходило преимущественно со стороны труб, обращенных к газовому потоку. Трубы конвективных и ширмовых пароперегревателей блоков 150 МВт имели преимущественно мелкозернистую структуру.
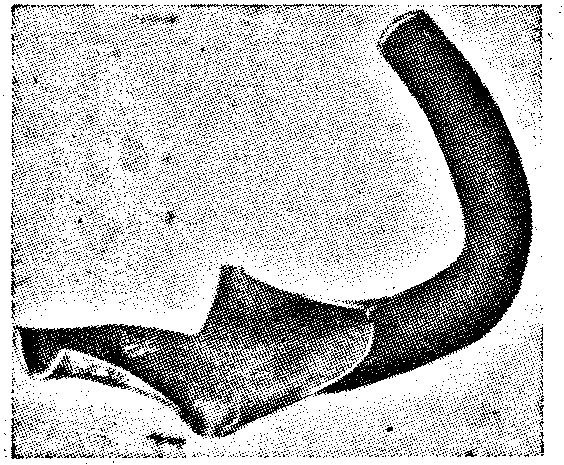
Рис. 3.43. Разрушение гиба пароперегревателя из стали 12Х18Н12Т на блоке 300 МВт.
Разрушения происходили на трубах, имевших приращение диаметра до 3—6%, и были связаны с исчерпанием ресурса пластичности стали. Характер излома металла хрупкий, межкристаллический. На разрушенных деформированных участках по границам и на стыке трех зерен наблюдались выделения вторичных фаз в значительно большем количестве и больших размеров, чем в недеформированных трубах. В результате деформации ползучести предел прочности и текучести стали увеличился при одновременном снижении пластичности. Особенностью фазового состава труб из мелкозернистых аустенитных сталей, в которых степень ползучести велика, является наличие более значительного количества хрома, титана и железа в карбидах по сравнению с трубами, где ползучесть не имела развития. Рентгеноструктурным и металлографическим анализом было установлено, что в разрушенных мелкозернистых трубах имеет место значительное выделение включений σ-фазы, двойного карбида (NiTi)6C. В металле «здоровых» труб двойного карбида обнаружено не было. Причиной разрушения мелкозернистых аустенитных труб явилось наличие значительного количества хрупких фаз по границам зерен.
На парогенераторах блоков 200 и 300 МВт разрушение гибов выходных ступеней ширмовых и конвективных пароперегревателей из стали 12Х18Н12Т наблюдалось после 30—40 тыс. ч эксплуатации. Трубы имели нормированное зерно в пределах 3—7 баллов по ГОСТ 5659-65. У места раскрытия и на поверхности труб каких- либо дефектов металлургического характера (забоин, вмятин) обнаружено не было. Повреждения разбивались в области нейтральных волокон гиба и имели вид сквозных продольных трещин.
Все разрушенные гибы имели общий характер повреждений: отрыв участка металла по нейтральной зоне со стороны растянутых волокон (при образовании трещин с двух сторон) или сквозные трещины по нейтральной зоне гиба (рис. 3.43). В начальный период эксплуатации разрушались нижние гибы лобовых труб, после 30 тыс. ч наблюдались разрушения верхних лобовых отводов. Трещины развивались от внутренней поверхности к наружной по границам зерен. В растянутой и сжатой зоне наблюдалось большое количество линий скольжения, ориентированных в двух-трех направлениях. По нейтрали также в отдельных зернах встречались линии скольжения. В отличие от структуры металла гиба микроструктура прямого участка этой же трубы не имела следов пластической деформации. Твердость металла гнутых участков труб была на 10— 12 НВ выше, чем прямых. Это свидетельствует о том, что термическая обработка не привела к полному снятию наклепа, т. е. была проведена некачественно. При металлографическом исследовании
с применением специальной методики травления (окисление структурных составляющих) в металле труб обнаружены выделения σ-фазы. Появление σ-фазы в первые 10—15 тыс. ч эксплуатации свидетельствует о перегреве металла (выше 600°С). Испытания труб на длительную прочность показали низкие значения длительной пластичности металла гибов пароперегревателей, имевших нормированное зерно. Так, после 30—40 тыс. ч эксплуатации относительное удлинение образцов при длительном разрыве колебалось в пределах 1—4%. Наклал, не снятый полностью при термообработке гибов после холодной деформации, способствовал снижению деформационной способности стали, что и явилось причиной хрупких разрушений гибов труб из стали 12Х18Н12Т в эксплуатации. После проведения повторной аустенитизации гибов при температуре 1150сС в течение 20 мин следов пластической деформации в структуре обнаружено не было, при этом твердость металла гиба и прямого участка гнутой трубы практически была одинаковой.
В настоящее время на заводах температура аустенизации стали 12Χ18Н12Τ повышена до 1100—1200°С, что снижает вероятность поставки на электростанции труб в наклепанном (без снятия напряжений) состоянии и повышает их надежность в эксплуатации.