Выбор отключающих аппаратов, устройств релейной защиты, а также расчет параметров срабатывания этих устройств для защиты электрооборудования подземных гарных выработок должны производиться согласно «Инструкции по выбору и проверке уставок реле максимального тока и плавких вставок предохранителей в шахтных электрических сетях».
Все электродвигатели и питающие их кабели, должны быть оборудованы защитой от т. к. з., действующей мгновенно. Такая защита, встроенная в электроаппараты, осуществляется максимально-токовыми реле или плавкими предохранителями.
Выбор уставок реле и плавких,вставок предохранителей взаимосвязан с двумя величинами: максимальным пусковым током электродвигателя и минимальным т. к. з. на его зажимах. Чтобы не допустить ложных срабатываний защиты при пуске асинхронных электродвигателей с короткозамкнутым ротором, величины уставок тока отключения должны приниматься больше величин возможного пускового тока двигателя. Чтобы уберечь двигатель и питающий его кабель от перегрева или сгорания от т. к. з., уставка тока должна быть меньше минимальной величины т. к, з., который может возникнуть в любой из точек защищаемого присоединения.
Для безотказной работы защиты необходимо, чтобы она обладала определенным запасом надежности, который создается путем введения в расчетные формулы соответствующих коэффициентов.
Максимальная токовая защита во всех аппаратах до присоединения их к сети и при эксплуатации должна подвергаться проверке в соответствии с «Инструкцией по проверке максимальной токовой защиты шахтных аппаратов».
Проверка максимальной токовой защиты шахтных аппаратов производится методом первичного тока и, кроме того, для аппаратов, снабженных специальными устройствами, — косвенным методом.
Проверка методом первичного тока должна производиться на всех уставках реле и во всех фазах перед спуском аппаратов в шахту, перед их включением в сеть и в период эксплуатации не реже одного раза в шесть месяцев для аппаратов напряжением до 1000 В и не реже одного раза в год для аппаратов напряжением выше 1000 В.
Перед проверкой снимают напряжение с проверяемого аппарата, блокируют или выкатывают выдвижную часть и вывешивают на рукоятке привода плакат «Не включать! Работают люди». Результаты, проверки должны регистрироваться в журнале испытаний. Сечение проводов, используемых в цепи проверки, должно быть не менее 150 мм2.
Проверку косвенным методом производят у автоматических фидерных выключателей и пусковых агрегатов с помощью кнопок проверки, толкатели или рукоятки которых расположены на корпусе аппаратов. Аппараты с неисправной токовой защитой должны отключаться от сети.
Если проверка покажет, что расчетный минимальный ток двухфазного к. з. окажется недостаточным для соблюдения вышеприведенного условия, возникает необходимость его увеличения до требуемой величины. Этого можно добиться выполнением следующих мероприятий: 1) увеличением сечения магистрального кабеля или кабеля на ответвлении; 2) передвижкой силового трансформатора в сторону РПП, за счет чего уменьшится длина магистрального кабеля, а следовательно, и его сопротивление; 3) заменой силового трансформатора на более мощный; 4) заменой трансформатора с более высокими значениями напряжения к. з. на трансформатор с более низкими значениями к, з., т. е. с большим т. к. з. при прочих равных параметрах питающей сети (например, трансформатор ТСШВ заменить на трансформатор ТКШВС той же мощности).
2. Выбор и проверка номинального тока плавких вставок предохранителей.
Номинальный ток плавкой вставки (А) предохранителей для защиты магистрали определяется по формуле
![]() <">
<">
где 1,6 *2,5 — коэффициент, обеспечивающий неперегорание плавкой вставки при пусках двигателей с короткозамкнутым ротором (при редких пусках и быстром разворачивании принимают 2,5, в остальных случаях 1,6-ь2,0).
При выборе номинального тока плавкой вставки для защиты
одиночного электродвигателя с короткозамкнутым ротором вторая часть формулы (11) исключается, а при защите двигателя с фазным ротором определение производят по формуле
![]() (12)
(12)
где /ном — номинальный ток двигателя, А.
Все выбранные плавкие вставки должны быть проверены по расчетному минимальному току двухфазного к. з., наименьшему сечению основной жилы кабеля и соответствовать наибольшему длительному току нагрузки. Данные для проверки плавких вставок приведены в табл. 21.
Табличные данные выполнены на основе соотношения.:
![]()
где 4н-7 — кратность, имеющая целью обеспечить своевременное перегорание плавкой вставки при: уменьшении т, к. з. против расчетной величины из-за снижения напряжения или ограничения действия сопротивления дуги; при увеличении тока срабатывания вследствие разброса параметров плавкой вставки.
Таблица 21
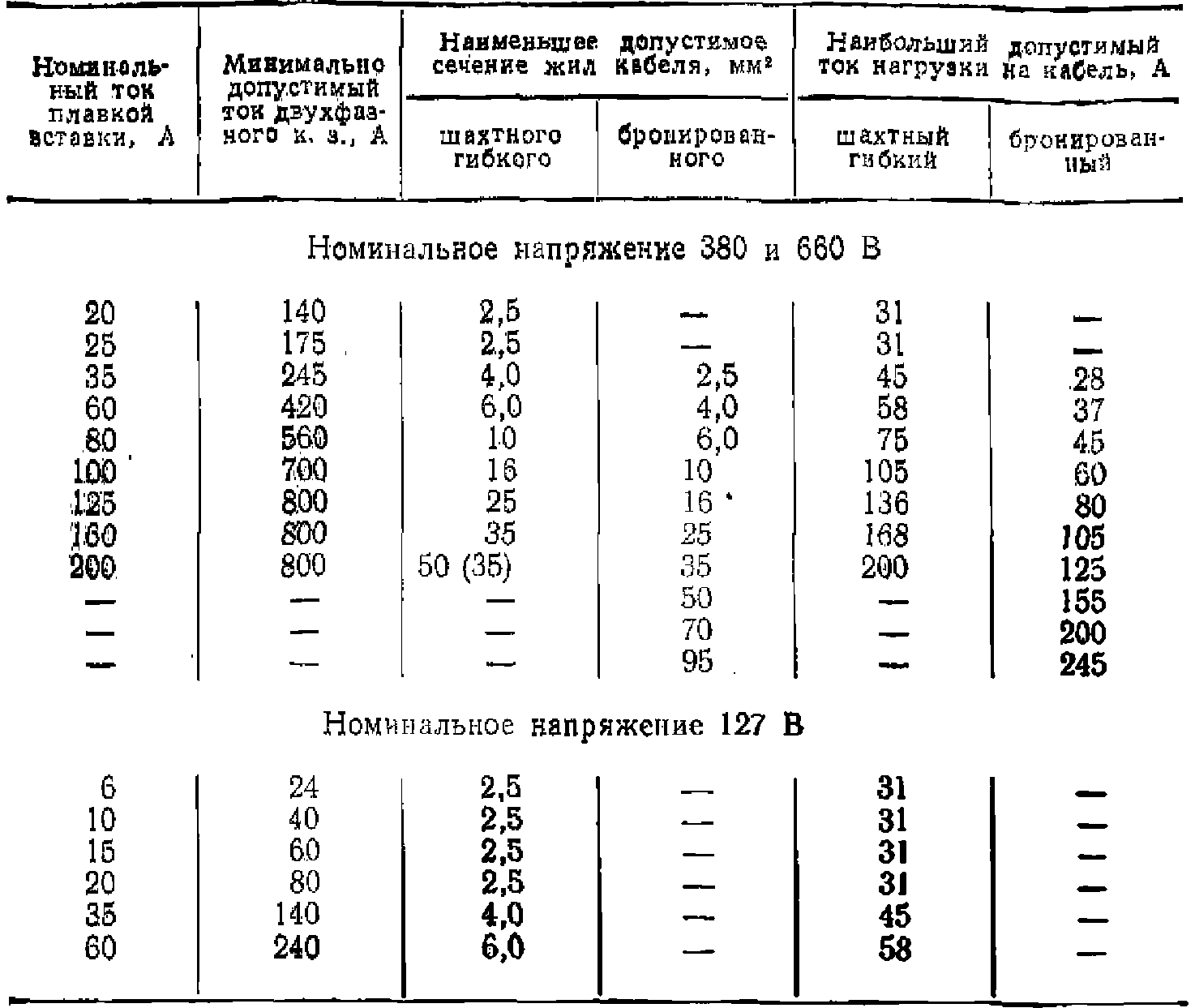
ПБ допускают кратность, равную 4, только в сетях напряжением 380 и 660 В, где требуется плавкая вставка на номинальный ток 160 и 200 А, а также в сетях 127 В независимо от требуемой величины тока плавкой вставки.
В тех случаях, когда необходимая кратность не обеспечивается, следует заменить аппарат с плавкими предохранителями на аппарат с реле максимального тока или повысить т. к. з. за счет выполнения мероприятий, указанных при выборе и проверке токовых уставок,
Электрооборудование и электроснабжение горных предприятий - Выбор и проверка основных средств защиты электрооборудования
- Подробности
- Категория: Разное-архив
Содержание материала
Страница 44 из 91
- Вы здесь:
- Главная

- Архив
- Разное архив
- Система обслуживания и ремонта оборудования энергохозяйств промпредприятий