ГЛАВА ОДИННАДЦАТАЯ
ИНДУСТРИАЛЬНЫЕ МЕТОДЫ МОНТАЖА И ФОРМЫ ВЫПОЛНЕНИЯ РАБОЧИХ ЧЕРТЕЖЕЙ
11-1 ИНДУСТРИАЛЬНЫЕ МЕТОДЫ МОНТАЖА
Индустриальные методы монтажа имеют целью специализировать производство монтажных работ и перевести их в условия заводского производства, что даст возможность: сократить сроки, снизить стоимость и улучшить качество монтажных работ.
Для этой цели создаются заводы по производству нестандартизированного оборудования и монтажные организации (Главэлектромонтаж) для производства монтажных работ.
Производственная база монтажных организаций состоит:
1) из монтажного участка, размещаемого на площадке монтируемого объекта;
2) монтажно-заготовительного участка, размещенного в специализированных мастерских, обслуживающих район;
3) наладочной бригады.
Заводы нестандартизированного оборудования выполняют в индустриальном порядке распределительные устройства высокого и низкого напряжения в виде камер и щитов, шкафы, щиты, пульты измерения и управления и т. п. На изготовление этого оборудования проектная организация на стадии выполнения рабочих чертежей выдает задание на изготовление.
Нестандартизированное оборудование, изготовленное на заводе, должно представлять законченную конструкцию, с которой на месте монтажа остаются только работы по установке и подключению. Заводы нестандартизированного оборудования размещают в районах сосредоточения промышленности.
Монтажно-заготовительный участок (МЗУ), имеющий в своем составе мастерские, размещается в районе монтируемого объекта и ведет комплектацию оборудованием и материалами объект монтажа. В мастерских МЗУ изготавливаются различные детали для установки оборудования и монтажных работ, а также узлы отдельных установок разъединителей, шинопроводов и т. п.
В мастерских не должно изготавливаться нестандартизированное оборудование (щиты, пульты и т. п.), подлежащее изготовлению индустриальным способом на специализированных заводах.
Монтажный участок располагается непосредственно на монтируемом объекте и занимается только установкой всего нестандартизированного оборудования, а также отдельных узлов, изготовляемых в монтажно-изготовительных мастерских. Кроме того, монтажный участок выполняет прокладку кабельных и шинных коммуникаций для подключения установленного оборудования.
Монтажный участок не должен заниматься изготовлением каких-либо деталей, узлов, так как все это выполняется в мастерских МЗУ. На установку сложных агрегатов и машин выезжают представители завода-изготовителя для участия и наблюдения за монтажом.
После монтажа установки наладка и пуск ее выполняются наладочной бригадой монтажной организации. Наладочная бригада в случае необходимости выполняет исполнительные чертежи схем установок, измененных в результате наладочных работ.
Неэлектротехнические работы по вентиляции и промышленным проводкам (вода, масло, газ и т. п.) выполняются другими специализированными организациями. Распределение и выполнение работ указанным способом является индустриальным методом ведения монтажа.
Содержание и комплектация рабочих чертежей должны соответствовать индустриальному методу монтажных работ. Форма исполнения чертежей, разрабатываемых различными проектными организациями, должна быть одинакова. Для этой цели Государственным проектным институтом Тяжпромэлектропроект (ГПИ ТПЭП) разработаны «Нормали проектной документации», в которых указана форма исполнения рабочих чертежей всех видов проектной документации для электротехнических сооружений промышленных предприятий. Эти нормали являются обязательными. В соответствии с индустриальными методами монтажа рабочие чертежи комплектуются на три группы.
Первая группа содержит чертежи для выполнения работ на монтажном участке; к ним относятся:
- планы расположения и установочные чертежи оборудования;
- чертежи раскладки кабелей, труб, кабельный журнал, чертежи отдельных узлов;
- схемы и наборы зажимов внешних соединений;
- принципиальные и элементные схемы и расчетные данные (для наладочных работ).
Вторая группа содержит чертежи для заводов-изготовителей нестандартизированного оборудования; к ним относятся:
- задание на изготовление нестандартизированного оборудования (пульты, щиты и т. п.) со спецификациями оборудования;
- принципиальные силовые и элементные схемы;
- наборы зажимов или монтажные схемы.
Третья группа содержит материалы и чертежи для монтажно-заготовительного участка; к ним относятся:
- спецификации иа оборудование, аппараты, приборы, кабель, провода, шины, изоляторы, трубы, метизы и металл;
- монтажные и установочные детали;
- чертежи узлов отдельных установок.
11-2. СИСТЕМА УСЛОВНЫХ МАРКИРОВОК
Маркировка основного оборудования
Для однотипности выполнения чертежей является обязательным применение условных маркировок и графических изображений электрооборудования, которое выполняется или в соответствии с ГОСТ 7624-62 [Л. 44], или по ведомственным нормалям, последние имеют ограниченную область применения.
В целях удобства и краткости обозначения электрооборудования на планах, схемах, в кабельных журналах и т. п. оно должно быть замаркировано. Маркировка должна быть проста в изображении и легко запоминаема. Условное обозначение обычно составляется из букв (прописных), обозначающих начальные буквы наименования данной единицы электрооборудования.
Пример. АП — агрегат преобразовательный; ШВР — шкаф выпрямителя ртутного; АВ — автоматический выключатель; ПМ — пускатель магнитный; Р — разъединитель.
Если имеется несколько единиц однородного оборудования, то к буквенному обозначению добавляется слева арабская цифра, означающая порядковый номер оборудования.
Пример. 2АП — агрегат преобразовательный № 2; 5ШВР — шкаф № 5 ртутного выпрямителя; 1АВ — автомат № 1.
Рекомендуется сохранять порядковые номера для комплекта оборудования. Например, испытательный стенд № 6 питается от ртутного выпрямительного агрегата; тогда комплект электрооборудования может быть замаркирован следующим образом: распределительное устройство 6РУ; питающий трансформатор 6ТМР; ртутный выпрямитель 6ВР и т. п.
Для однотипного оборудования, находящегося в пределах указанной группы, применяется нумерация, проставляемая справа после буквенных обозначений, например: выпрямительный агрегат испытательного стенда № 6 состоит из двенадцати вентилей, тогда маркировка отдельных вентилей производится следующим образом: 6ВР1, 6ВР2, 6ВРЗ и т. д. до 6ВР12.
Электромашинные помещения (ЭПМ), помещения станций управления ПСУ и т. д. имеют сквозную нумерацию: 1ЭПМ, 2ЭПМ, 1ПСУ, 2ПСУ и т. д. Основное электрооборудование, устанавливаемое в них, также имеет сквозную нумерацию. Этим исключаются осложняющие работу проектировщика повторения маркировок в планах, кабельных журналах, спецификациях. Например: 1АП, 2АП, ЗАП и т. д. до 10АП (агрегат преобразовательный) устанавливаются в машинных помещениях № 1 и 2. Машинам, установленным в агрегате, придается порядковый номер агрегата; 1В — возбудитель; 1Г — генератор; 1Д — двигатель.
Маркировка комплектных устройств, щитов станций управления ЩСУ, щитов управления ЩУ должна заключать порядковый номер щита и порядковый номер помещения, где он установлен. Например, 5ЩСУ2 — щит станции управления № 5, установленный в машинном помещении № 2.
Маркировка щитов в пределах каждого помещения должна начинаться с единицы.
Маркировка кабелей, проводов и труб
Для кабелей применяется цифровая маркировка с добавлением в некоторых случаях букв, например при укладке параллельных кабелей. Кабели распределяются по группам, которым может быть присвоено определенное произвольное количество номеров. Например:
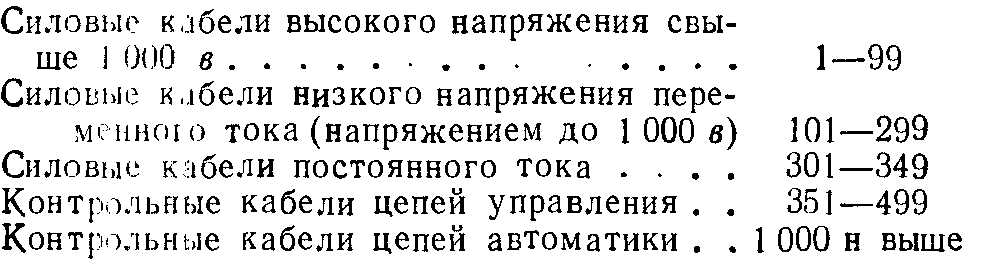
В зависимости от размеров объекта количества номеров кабелей по группам может меняться.
Трубы маркируются тем же номером, что и кабель. Если в трубе проложено несколько кабелей, то номером трубы будет один из номеров кабеля, прокладываемого в ней.
Маркировка проводов элементных схем
Маркировка проводов служит средством для обозначения проводников в элементных схемах вторичной коммутации и характеризует функциональное назначение и положение отдельных участков цепи в электрической схеме. Маркировка представляет большие удобства для монтажа, прозвонки и нахождения повреждений. В табл. 11-1 и 11-2 приведена маркировка проводов для схем на постоянном и переменном токе. Правила маркировки указаны в ГОСТ 9099-59 [Л. 45].
Участки цепей маркируются независимо от нумерации или условных обозначений зажимов аппаратов или приборов, которые могут быть указаны в скобках. Цепи, разделенные нормально-закрытыми или открытыми контактами, катушками реле или машин, сопротивлениями, считаются разными участками и должны иметь различную маркировку. Цепи, сходящиеся в одном узле элементной схемы, должны иметь одинаковую маркировку.
Если в одном контрольном кабеле встречаются проводники с одинаковой маркировкой, но относящиеся к разным присоединениям, то для их отличия необходимо маркировку дополнить индексом присоединения (генератор, трансформатор и т. п.).
В схемах постоянного тока участки цепей положительной полярности маркируются нечетными числами, а отрицательной полярности— четными цифрами.
Для маркировки проводов элементных схем применяется цифровая маркировка.
В зависимости от функциональных признаков маркировка делится на соответствующие группы цифр (табл. 11-1 и 11-2).
Участки цепей, которые меняют свою полярность или не имеют явно выраженной полярности, могут маркироваться четными и нечетными числами.
В трехфазных силовых схемах переменного тока участки цепей маркируются последовательно цифрами с буквенным индексом А, В, С или 0. В однофазных схемах (фаза- нуль, фаза—фаза) участки цепей маркируются аналогично цепям постоянного тока с добавлениями индекса фазы. Четные (нечетные) числа могут быть присвоены участкам цепи любой фазы или нулю.
Маркировка проводов элементных схем на постоянном токе
Таблица 11-1
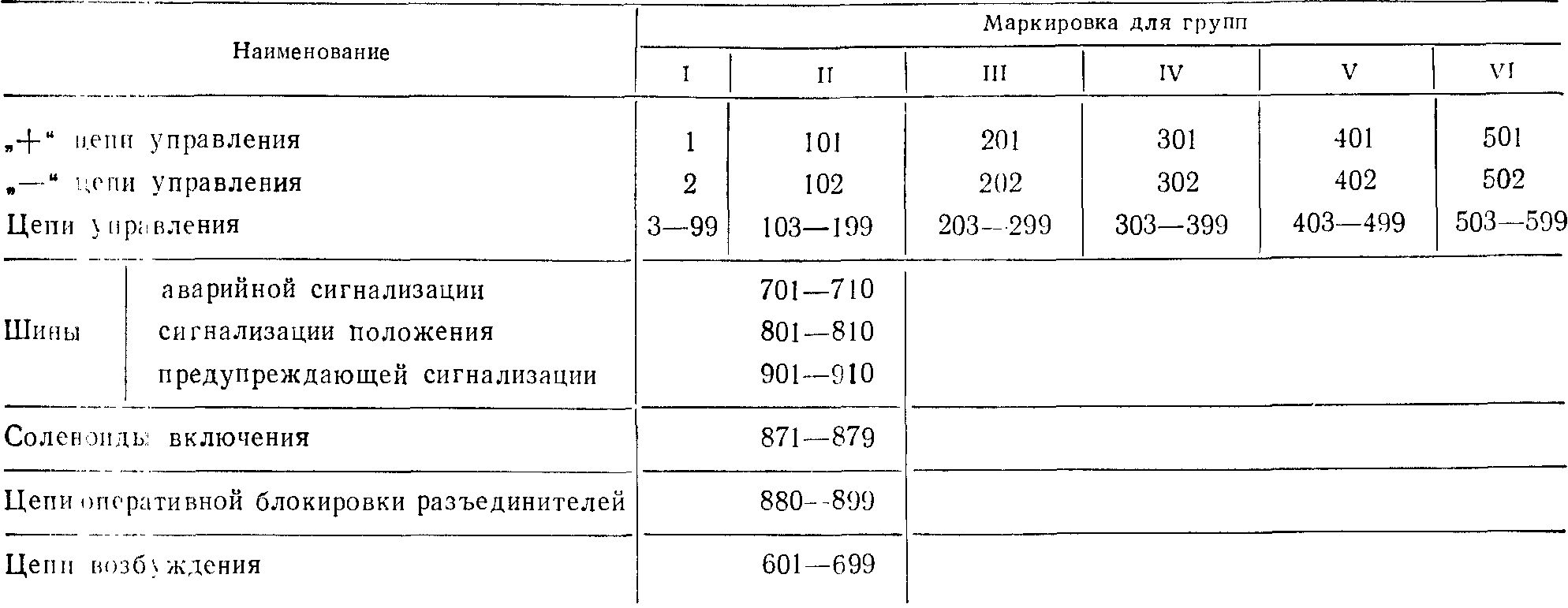
Таблица 11-2
Маркировка проводов элементных схем на переменном токе

Если на одном чертеже размещается несколько схем, то для различия проводов применяется нумерация по группам (I—VI), указанным в табл. 11-1 и 11-2. В цепях управления индекс фазы может опускаться. Образцы маркировок схем вторичной коммутации приведены в гл. 10.