Рассмотрим методы обнаружения и исправления повреждений обмотки полюсов ротора, дающие возможность правильно организовать работы по быстрейшему устранению поврежденного участка. Повреждения в обмотке возбуждения выполняются в два этапа: сначала определяется зона (район) повреждения, а затем место замыкания (полюс или виток).
Метод падения напряжения.
Для определения зоны повреждения пользуются методом измерения напряжения на зажимах обмотки при протекании по ней постоянного или переменного тока (см. рис. 3-9). Номер полюса с замыканием определяется по отношению измеренных напряжений на контактных кольцах относительно корпуса и между кольцами при пропускании по обмотке тока от аккумуляторной батареи, генератора постоянного тока или лабораторного автотрансформатора:
![]()
где 2р —число полюсов на роторе; п — номер поврежденного полюса; U — падение напряжения на обмотке; U1 и U2 — падение напряжения на обмотке относительно земли.
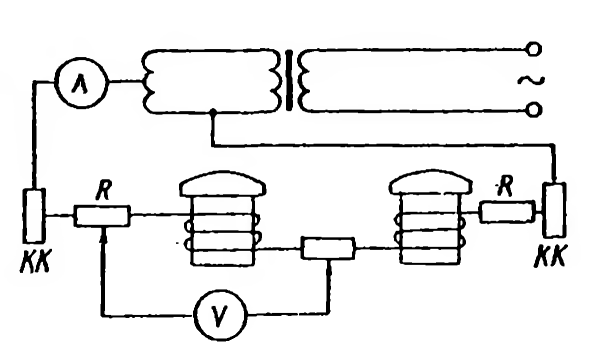
При вычислениях погрешность невелика, если переходное сопротивление в месте замыкания небольшое по сравнению с внутренним сопротивлением применяемого вольтметра. При выведенном роторе падение напряжения измеряют между корпусом и катушками полюсов поочередно при питании схемы постоянным током (рис. 3-52,а) или между контактным кольцом и катушками полюсов при питании схемы переменным током (рис. 3-52,б)
Определяется дефектный полюс. При питании схемы постоянным током дефектный полюс определяется но изменению полярности показаний прибора. При переменном токе показания прибора резко уменьшаются. Перемещая щуп по виткам катушек, находят поврежденный виток. В месте замыкания показание прибора равно пулю. Переменный ток не должен превышать 5 А.

Рис. 3-52. Определение замыкания обмотки полюса на корпус: а — на постоянном токе; б— на переменном токе КК — контактные кольца
Мостовой метод. Для приближенного определения места повреждения применяется мост переменного или постоянного тока (см. § 3-1, п. 5).

Рис. 3-53. Определение замыкания обмотки полюса измерителем заземлении

Рис. 3-54. Определенно замыкания обмотки возбуждения методом прожига
Метод измерителя заземлений.
Для определения зоны повреждения используется стандартный измеритель заземления МС-08 (ЛАС-07) (рис. 3-53). Измерение сопротивления основано па методе амперметра и вольтметра, при котором оба прибора заменены чувствительным магнитоэлектрическим логометром. Одна обмотка (зажимы I1, I2) включена как амперметр, вторая (зажимы Е1, E2)—как вольтметр. При этом шкала прибора отградуирована непосредственно в омах. Если E1 и E2 подсоединить к одному контактному кольцу ротора, зажим I2 ко второму его кольцу, а зажим Е2 к корпусу, то прибор покажет сопротивление участка обмотки от ее начала до места замыкания на корпус. Тем же прибором определяется сопротивление всей обмотки, зажимы Е1 и I1 соединяются с одним контактным кольцом обмотки, зажимы Е2 и I2 со вторым контактным кольцом. Находят расстояние (число витков, полюсов) до места замыкания n=2pR1/R2, где — измеренное прибором сопротивление участка обмотки от ее начала до места замыкания; R2— сопротивление всей обмотки, измеренное тем же прибором. Сопротивление обмотки, замеренное прибором МС-08, отличается от се сопротивления постоянному току, так как во внешней цени этого прибора протекает переменный несинусоидальный ток. Перед измерениями необходимо произвести регулировку сопротивления цепи Е1—Е2 встроенным в прибор реостатом, который рассчитан на переходное сопротивление зонда, не большее 1000 Ом. Поэтому применение прибора МС-08 для определения места повреждения ограничивается переходным сопротивлением в месте замыкания 1000 Ом.
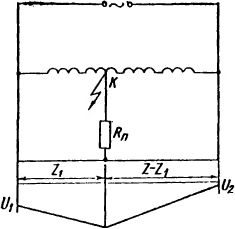
Рис. 3-56. Диаграмма напряжении обмотки ротора с замыканием на корпус

Рис. 3-55. Определение замыкания обмотки ротора методом измерения тока в междуполюсных соединениях
К точным методам, указывающим непосредственно на обмотке место замыкания, относятся следующие.
Метод прожига (рис. 3-54) изоляции в предполагаемом месте повреждения. Ток при прожиге не должен превышать 10 А.
Измерение тока в между полюсных соединениях при прохождении переменного тока по контуру обмотка — корпус (рис. 3-55). Как видно из рисунка, за местом повреждения ток протекать не будет, поэтому отсутствие тока в междуполюсном соединении свидетельствует о том, что место замыкания находится в предыдущем полюсе.
В зависимости от размеров междуполюсных соединений измерения производят клещами Ц30 или прибором ВАФ-85. Пропускается ток 0,5— 1 А. При большом переходном сопротивлении в месте замыкания этот метод неприменим без дополнительного дожигания.
Измерение напряжения относительно корпуса вдоль обмотки при прохождении постоянного или переменного тока (рис. 3-56).
Из диаграммы напряжений видно, что в месте замыкания напряжение относительно корпуса равно нулю. Следовательно, поврежденный полюс обнаруживается по минимуму напряжения на концах его обмотки. В случае протекания постоянного тока полярность напряжения по обе стороны от места повреждения будет противоположной. Данный метод используется при любых переходных сопротивлениях. При этом зона повреждения определяется методом измерения напряжения на зажимах обмотки. Постоянный ток рекомендуется 5—10 Λ с использованием для измерения гальванометра Ml22, амперметра Ц52 или Ц57 с отсчетом показаний по шкале милливольт. При переменном токе 1—5 А рекомендуется применять прибор Ц52 или Ц57 с отсчетом показаний по шкале 2,5—3 В. Например, в обмотке возбуждения гидрогенератора произошло замыкание на корпус. Необходимо определить зону повреждения и полюс. Переходное сопротивление в месте замыкания, измеренное мегомметром, равно 1 кОм. По обмотке возбуждения пропускается постоянный ток 10 А. Напряжения на зажимах обмотки возбуждения относительно корпуса, измеренные прибором Ц52 по шкале 3 В, равны U1=0,3 В и U2=1,7 В. Вычисляется номер поврежденного полюса
![]()
т. е. место замыкания находится в 14-м полюсе. Затем, не отключая тока, производят замеры непосредственно на обмотке. Находится 14-й полюс, и тем же прибором по шкале 75 мВ измеряется напряжение относительно корпуса с обеих сторон полюса. Получаем значения +30 мВ и +7 мВ. Следовательно, замыкание находится не в 14-м, а в 15-м полюсе. Измерения на 15-м полюсе дают результат +7 мВ и —16 мВ. Изменение знака свидетельствует о наличии повреждения в данном полюсе. По отношению этих величин, зная число витков, можно определить виток, имеющий повреждение изоляции. При использовании методов, основанных на измерении напряжения относительно корпуса, возможно ошибочное определение места замыкания: полюс, в котором предполагалось повреждение, подтверждаемое переменой полярности напряжения, оказывается хорошим. Эти случаи объясняются наличием в обмотке второго замыкания или местным ослаблением изоляции.
Обнаружение, в обмотке возбуждения витковых замыканий.
При возникновении виткового замыкания в обмотке ее полное сопротивление снизится за счет уменьшения как активного сопротивления, так и главным образом индуктивности обмотки, что вызвано размагничивающим действием короткозамкнутого контура. Витковое замыкание в обмотке возбуждения сопровождаются, как правило, увеличением вибрации агрегата, причем вибрация изменяется в зависимости от активной нагрузки. Методы определения поврежденной катушки основаны на измерении значения и фазы магнитного потока, возникающего на поверхности ротора при протекании по обмотке переменного тока. Короткозамкнутые витки создают размагничивающий поток, поэтому результирующий поток над поврежденной катушкой будет отличаться от потока над неповрежденными катушками. Если витковое замыкание устойчиво, т. е. проявляется и при неподвижном роторе, то поврежденный полюс (катушку) определяют измерением падения напряжения на каждой катушке (полюсе) при прохождении по обмотке возбуждения переменного тока. К контактным кольцам подводится напряжение 220 В (рис. 3-57). Переносным вольтметром поочередно измеряется падение напряжения на каждом полюсе. Для измерений применяется стандартный вольтметр. В зависимости от числа замкнувшихся витков и переходного сопротивления падение напряжения на поврежденном полюсе будет отличаться (в меньшую сторону) от падения напряжения на здоровых полюсах. Этим же методом обнаруживают и короткозамкнутый виток, измеряя падение напряжения по виткам катушки, в которой обнаружено повреждение. Но обычно это нс делается, так как для устранения повреждения приходится демонтировать полюс и снимать всю катушку.
На остановленном генераторе на каждый полюс (катушку) подают напряжение промышленной частоты, соответствующее испытательному напряжению на один виток. Для измерений в цепь проверяемого полюса включается амперметр. При наличии короткозамкнутого витка ток в цепи резко возрастает, что указывает на витковое замыкание.
Исправление повреждений обмотки полюсов.
При обнаружении полюса с поврежденной междувитковой или корпусной изоляцией выполняются работы по демонтажу полюса с обода ротора. Убирается крепление, и демонтируется верхний вентилятор.
С Т-образных пазов обода снимаются верхние пластины заглушек.
Снимаются крепления перемычек демпферной обмотки, сами перемычки и все детали крепления междуполюсных соединений. Соединительные пластины с двух сторон полюса обкладываются асбестовой бумагой и мокрым асбестом. У клиньев, приваренных к ободу ротора, зубилом срубается сварка. На выступающий конец клипа надевают приспособление для извлечения клиньев (рис. 3-58).
Рис. 3-57. Определение короткозамкнутых витков в катушке полюса
В приспособление устанавливается клин с насечкой, обращенной к клипу полюса. Клип изготавливается из стали с последующей закалкой до HRC=35:40.
На малый гак мостового крана навешивается трос диаметром не менее 20 мм с приспособлением. Гак крапа располагается по оси клиньев полюса. Удаляется первый парный клин. Ударом молотка по тонкому концу клина приспособление разбирается. Из паза извлекается встречный клип. Клинья связываются вместе, и на них навешивается бирка с номером полюса. Указанным способом удаляется второй забивной и встречный клинья.
В случае обрыва выступающего конца клина или невозможности установки приспособления электросваркой приваривается скоба к клину.

Рис. 3-58. Приспособление для удаления клиньев
1— насадка; 2— клин
Скоба изготавливается из стали диаметром 16— 20 мм. При обрыве клипа внутри паза выбивают встречный клин вниз пневматическим молотком или гидравлическим домкратом снизу ротора через надставку выдавливают забивной клин. Если клинья не поддаются выбивке, рекомендуется смочить их в Т-образном пазу керосином и через 5—6 ч. повторить операцию по извлечению. При неудачной попытке электросваркой приваривается нижний толстый конец клина к ободу ротора и полюс удаляется большим гаком мостового крана.
При съеме полюса применяют строповку его тросом за середину катушки (строповка удавкой). Под трос сверху и снизу катушки устанавливаются специальные прокладки с приклеенным внутри войлоком или резиной (рис. 3-59). После удаления клиньев полюс снимается с обода ротора малым гаком мостового крана. Полюс извлекается из паза до середины длины. Для предотвращения выпадания сердечника полюса из катушки во время транспортировки сверху на Т-образный хвостовик полюса устанавливается упор (рис. 3-60). Полюс извлекается из паза. На ремонтной площадке полюс поворачивается из вертикального положения в горизонтальное. Для этого на хвостовик полюса снизу устанавливается нижняя приставка (3-61).
Полюс располагается на деревянных брусках Т-образным хвостовиком вверх. С сердечника снимаются стальная, изоляционная и выравнивающая шайбы. Удаляются гетинаксовые прокладки и клинья, уплотняющие катушки на сердечнике. С помощью молотка вбиваются деревянные клинья между нижним витком катушки и нижней изоляционной шайбой. Подвешенным к малому гаку мостового крапа приспособлением (рис. 3-62) катушка снимается с сердечника полюса и устанавливается на стол.


В месте замыкания витки отделяются друг от друга обмоточной лопаткой или ножом. По всей длине удаляется поврежденная изоляция. Нарезаются полосы из асбестовой бумаги толщиной 0,2 мм. Виток покрывается шеллачным лаком или клеем 88 Н, к которому приклеивается полоса асбестовой бумаги. Сверху устанавливается вторая полоса. Концы полос стыкуются со старой изоляцией с перекрыванием ее следующим слоем. Витки сдвигаются, и катушка совместно с изоляционными гетинаксовыми шайбами устанавливается на сердечник полюса. На Т-образный хвостовик устанавливается приспособление для опрессовки и испытания изоляции (рис. 3-63). Обжимаются болты приспособления до упора. Проверяется электрическая прочность витковой изоляции повышенным напряжением переменного тока промышленной частоты (табл. 3-8).
При повреждении корпусной изоляции сердечника после снятия катушки изоляция удаляется. Сердечник приспособлением (рис. 3-64) устанавливается на деревянную подставку. Подгоняется и склеивается новая стеклотекстолитовая изоляция. При отсутствии комплекта стеклотекстолитовой изоляции как временная мера на гидрогенераторах средней и большой мощности устанавливается изоляция из микафолия.
В зависимости от общей толщины изоляции сердечника и толщины микафолия нарезаются полосы определенной длины согласно чертежу или расчету. Полоса со стороны слюды промазывается раствором шеллачного лака (смесь сухого шеллака и спирта в отношении 1:3). Лак подсушивается при температуре 20 °C в течение 1—2 ч., а затем полоса наматывается на сердечник. Каждый слой микафолия проглаживается утюгом, нагретым до температуры 90—100 °C. Для предотвращения выветривания слюды и загрязнения торца изоляции сверху на сердечник наклеивается полоска бязи.

Рис. 3-63. Приспособление для опрессовки катушек на сердечнике полюса
1— нажимная шайба; 2 — прокладка; 3 — упор; 4 — болт
Рис. 3-64. Приспособление для транспортировки полюса
А, Б, D и Г — размеры хвостовика сердечника
После наложения всех слоев изоляции полоска
бязи загибается и проглаживается горячим утюгом. Катушка собирается па сердечнике, уплотняется гетинаксовыми клиньями и прокладками. Изоляция, испытывается повышенным напряжением промышленной частоты относительно корпуса (см. табл. 3-8).

Таблица 3-8. Нормы испытаний изоляции ротора гидрогенератора с частичной заменой обмотки

До установки полюса на обод ротора осматривается демпферная обмотка. При наличии трещин или других повреждении па стержнях и короткозамыкающих сегментах выполняется их ремонт путем зачистки, разделки под пайку и пайки припоем Л62 или ЛОК59 с применением флюса 209. В случае повреждения стержня демпферной обмотки внутри сердечника стержень заменяется. Для этого с обеих сторон полюса поврежденный стержень обрезают. Сверлят отверстия в короткозамыкающих сегментах в местах заделки стержней и выбивают стержень. Через специальную оправку забивают новый стержень и припаивают к сегментам припоем Л62 или ЛОК59. Для исключения сдвига стержня относительно полюса стержень закрепляется в пазу чеканкой сердечника.
Изоляционные шайбы при наличии трещин или сколов заменяются новыми, изготовленными из гетинакса или стеклотекстолита. При установке катушки на сердечник полюса подбираются и устанавливаются под верхнюю изоляционную шайбу выравнивающие прокладки (шайбы) из электроизоляционного картона ЭВ. Толщина изоляционных шайб должна быть не менее 12 мм.
Катушка с изоляционными шайбами в обжатом состоянии по высоте не должна выступать над сердечником более чем на 1 мм и быть ниже сердечника более чем на 2 мм. Если стальная шайба выступает над сердечником более чем на 1 мм, верхнюю изоляционную шайбу обрабатывают по месту. А если шайба ниже сердечника более чем на 2 мм, под изоляционную шайбу добавляют выравнивающие прокладки.
Установка полюсов на ротор.
Очищаются и облуживаются припоем ПОС 40 концевые части короткозамыкающих сегментов на полюсах ротора и концы демпферных перемычек. Для лужения концы сегментов нагреваются электроугольным паяльником, паяльной лампой или газовой горелкой. В качестве флюса применяется спирто-канифольная смесь (1:3). Если перемычки имеют трещины, обрывы пластин или подплавления, то изготавливаются новые из листовой меди толщиной 0,5 мм. Хомутики для междуполюсных соединений проверяются на отсутствие выгоревших мест и трещин. Новые хомутики изготавливаются из листовой меди марки M1 или М2 толщиной 2 мм. Заготовки отжигаются, а затем облуживаются припоем ПОС 40 в ванне для лужения (рис. 3-65).
Проверяются пары клиньев полюсов на параллельность и прилегание их граней друг к другу. Замеряется толщина каждой пары клиньев. Допускается разница в толщине пары клиньев не более 0,1 мм на всю длину клина. Все выбоины и неровности на клиньях зачищаются на наждачном станке. Пружины под катушку полюса должны соответствовать чертежным размерам, не иметь трещин и отогнутых витков и в гнезда обода устанавливаться свободно, без заедания. Обращают особое внимание на правильность установки и сварку упоров в Т-образных пазах обода ротора. Перед установкой полюсов на обод замеряется сопротивление изоляции катушек относительно корпуса. Сопротивление изоляции зависит от числа нар полюсов р и по должно быть менее р МОм. В гнезда обода устанавливаются пружины, а во избежание их выпадания в повреждения полюсом при установке сверху за шпильки обода крепятся металлические полосы (рис. 3-66). На полюс надеваются кожуха. Петлей троса полюс охватывается в середине катушки. Под трос с обеих сторон катушки устанавливаются прокладки и приспособления для перекантовки полюса из горизонтального положения в вертикальное. Малым гаком мостового крана полюс проворачивается (рис. 3-67), нижнее приспособление убирается, а полюс транспортируется к месту установки на роторе. Если ротор находится в расточке статора, то при демонтаже и установке полюсов лобовые части обмотки статора закрываются электроизоляционным картоном или резиновым ковриком для предохранения от случайных повреждений. Хвостовик полюса заводится в Т-образный паз обода ротора и в нем центруется.
Рис. 3-65. Электрованна для припоя ПОС 40
Рис 3-66 Полоса для удержания пружин обода


Полюс опускается до половины своей длины, снимается верхнее приспособление, и полюс опускается на упор в пазу обода. Удаляются металлические пластины, удерживающие пружины.
Заклиновка полюсов.
Временным стальным клином длиной 350—400 мм полюс прижимается к ободу. Здесь необходимо обратить внимание на то, чтобы стальная шайба не сместилась и не попала между ободом ротора и сердечником полюса. Берутся парные клинья. Встречный короткий клин устанавливается в паз толстым концом вниз. Сопрягаемую плоскость второго клипа покрывают цинковыми белилами с добавкой турбинного масла (10 %) или графитовой смазкой.

Клин забивается сверху между заложенным клином и хвостовиком полюса с помощью пневматического молотка марки КЕ-28 со специальным наконечником (рис. 3-68). Клип забивается до отказа. Для проверки плотности делается контрольная забивка двумя-тремя ударами кувалды через оправку. Качество установки клиньев определяется легкими ударами молотка. Глухой металлический звук указывает на неплотное прилегание клиньев, звонкий — на хорошую заклиновку. Клинья устанавливаются на всю длину хвостовика полюса. Забитый клин должен выйти снизу из паза обода. Выступающие концы клиньев снизу ротора обрезаются газовой горелкой. Концы клиньев, выступающие сверху, обрезаются по чертежу или на расстоянии 80—100 мм от обода. В случае свободной установки клиньев и отсутствия запасного комплекта в паз обода устанавливается металлическая прокладка между коротким клином и стенкой паза. Если конструкцией не предусмотрено другое крепление, то каждый клин приваривается к ободу ротора.
Сварка клиньев между собой не допускается. Полюс освобождается от кожухов и петли троса.
При закреплении полюсов клиньями контролируется совпадение междуполюсных соединении соседних полюсов. После захлиновки полюсов щупом замеряется зазор между стальной шайбой и ободом ротора, который не должен превышать 0,5 мм. При роторе, заведенном в расточку статора, проверяется воздушный зазор между центром полюса и сердечником статора. В случае отклонений зазора от допустимого полюс снимают, находят и устраняют причину отклонения. Проводят электрические испытания изоляции.
Пайки междуполюсных соединений.
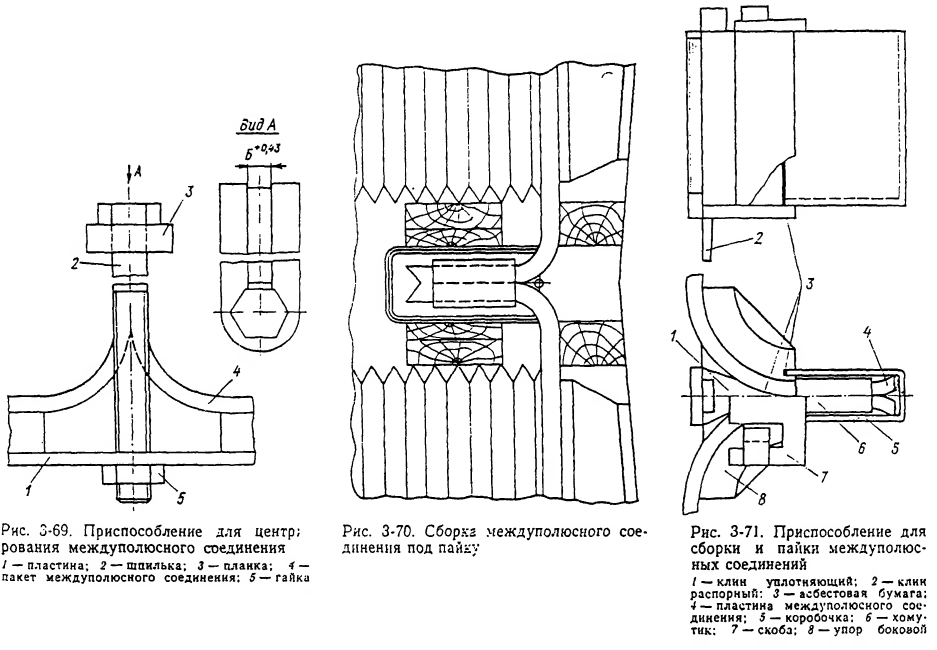
Обжимают и выравнивают посередине междуполюсного промежутка соединительные пластины с помощью приспособления (рис. 3-69). Устанавливаются па соединение хомутики и металлические коробочки,
изготовленные из стали толщиной 1,5—2 мм и выложенные внутри асбестовой бумагой (рис. 3-70) или применяется для сборки и пайки приспособление (рис. 3-71), изготовленное для каждого типоразмера междуполюсных соединений генераторов. Все места возможного вытекания припоя заполняются асбестовой бумагой и мокрой асбестовой массой. Соединительные пластины от хомутика до катушки уплотняются асбестовой бумагой, мокрым асбестом и асбестовой лентой. Пайка междуполюсных соединений припоем ПОС 40 производится электроугольным паяльником (рис. 3-72) или газовой горелкой. Флюсом служит спирто-канифольная смесь. Не допускается затекание припоя в радиусную часть междуполюсного соединения. Через 30—40 мин. пайка очищается от асбеста, наплывов припоя. Напильником запиливаются все острые углы и неровности.
Устанавливается крепление междуполюсных соединений (рис. 3-73) Качество пайки соединения проверяется постоянным током 0,5—0,6 номинального. При подключении полюса к источнику замеряется падение напряжения на пайке или сопротивление пайки. При плохом контакте соединение перепаивается.
Рис. 3-68. Наконечник для забивки клиньев полюсов


Устанавливаются демпферные перемычки, стопорные шайбы на болтах и гайках. Выполняется крепление перемычек к ободу ротора (рис. 3-74). При установке вентиляторов расстояние до междуполюсного соединения должно быть не менее 20—25 мм. Изоляция собранного ротора испытывается повышенным напряжением промышленной частоты по отношению к корпусу (см. табл. 3-8). Замеряется сопротивление обмотки постоянному току.