Глава седьмая
АРМИРОВАНИЕ ВВОДОВ
§ 65. ДЕТАЛИ ВВОДОВ
Вводы подготавливают одновременно со сборкой активной части трансформатора. В качестве токоведущего стержня применяют медные круглые шпильки различной длины, имеющие (нарезку на обоих концах. Диаметр шпильки 12 мм и более в зависимости от величины тока, на который рассчитан ввод. Шпильки диаметром 24 мм и более имеют нарезку только с одной стороны, другой конец их расплющен в виде лопатки.
Армирование вводов начинают с заготовки шпилек. На шпильку 1 навертывают стальной или бронзовый колпак 3 до размера, указанного в чертеже, и фиксируют контргайкой 2 (рис. 141). Если один из концов шпильки расплющен в виде лопатки, то колпак не навертывают, а надевают на шпильку, размер выступающей части которой фиксируется во время сварки.
Составные вводы, устанавливаемые на стенке бака или на крышке, не имеют металлических колпаков; у них на шпильку навертывают стальную или медную квадратную гайку. Чтобы шпилька не прокручивалась, на ней сминают резьбу, ударяя молотком по гайке.
Заготовленные шпильки нагревают в газовой камерной печи до температуры 600—700° С, затем колпак или гайку с внутренней стороны сваривают со шпилькой газовой сваркой. Присадочным материалом является латунь, а флюсом — бура, прокаленная в течение 3 час. при температуре 700° С.
Качество сварки (герметичность) испытывают сжатым воздухом на приспособлении (рис. 142). В гнездо съемного стола 1 вставляют сваренную с колпаком шпильку 5, колпак накладывают торцом на резиновое кольцо 2 и затягивают винт 4 так, чтобы колпак своим торцом плотно прижимался к кольцу.
Место сварки колпака со шпилькой смазывают мыльным раствором при помощи кисти 5. Внутрь колпака подают давление воздуха не менее 1,5 от и наблюдают в продолжение 1 мин.
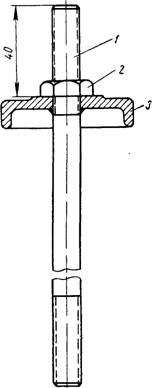
Рис. 141. Токоведущий стержень с колпаком:
1 — медная шпилька, 2 — контргайка, 3 — колпак
Если мыльный раствор в месте сварки не пузырится, то считают, что качество сварки хорошее. Плохо сваренную с колпаком шпильку подваривают и еще раз испытывают. Затем шпильку с приваренным колпаком гальванически лудят и снова испытывают на том же приспособлении.

Рис. 142. Приспособление для испытания качества сварки шпильки с колпаком:
1 — съемный стол, 2 — резиновое кольцо, 3 — шпилька с колпаком, 4 — винт, 5 — кисть
Сборка масляных трансформаторов - Армирование вводов
- Подробности
- Категория: Оборудование
Содержание материала
Страница 64 из 79
- Вы здесь:
- Главная

- Книги
- Оборудование
- Классификация и выбор взрывозащищенного электрооборудования