§ 41. СБОРКА АКТИВНОЙ ЧАСТИ АВТОТРАНСФОРМАТОРА АТМК-100/0,5
Сборка активной части автотрансформатора АТМК-100/0,5 отличается от сборки активной части трансформаторов 1—3-го габаритов.
Магнитопровод автотрансформатора выполняют тремя однофазными магнитопроводами броневого типа. На каждый однофазный магнитопровод насаживают две неподвижные катушки А и В, а на них снаружи — одну подвижную короткозамкнутую катушку Я. Магнитопроводы с насаженными на них обмотками устанавливают между верхней и нижней плитами приводного механизма, связанными между собой тремя вертикальными стальными шпильками.
Распрессовку и расшихтовку верхнего ярма производят так же, как и у трансформаторов 1 и 2-го габаритов. Пластины верхнего ярма среднего стержня плотно стягивают хлопчатобумажной лентой через отверстие стяжной шпильки. До насадки обмоток магнитопровод очищают от пыли, продувают сжатым воздухом и определяют стороны магнитопровода. Стороной отводов является сторона магнитопровода, у которой в верхней и нижней ярмовых балках имеются отверстия.
Насадку обмоток выполняют согласно чертежу, показанному на рис. 90. Концы обмоток, выходящие у нижнего и верхнего ярем, еще до насадки выгибают и изолируют. На нижнее ярмо укладывают ярмовую изоляцию 3. Для изоляции неподвижных обмоток от стержня магнитопровода служат прямоугольные электрокартонные пластины 2 и 5 толщиной 1 мм (или 2X0,5 мм), которым от руки придают форму полуцилиндра. Два полуцилиндра, установленные на стержень с перекрытием пластин и временно затянутые хлопчатобумажной веревкой, образуют изолирующий мягкий цилиндр.
Неподвижную катушку А (4) вручную насаживают на подготовленный мягкий цилиндр. Во время насадки концы обмоток направляют строго по оси стержня. Убедившись, что обмотка насажена правильно, приступают к ее расклиновке.
Обмотку расклинивают буковыми стержнями 1. Возможность установки буковых стержней, показанных на чертеже, предварительно проверяют подбором. Подобранные буковые стержни парафинят и вручную осаживают на глубину 30— 40 мм. Дальнейшую осадку стержней производят молотком через фибровую или деревянную прокладку.
Наличие качественной концевой изоляции дает возможность вторую неподвижную катушку В (7) насадить вплотную к катушке А. Установку изолирующего мягкого цилиндра, насадку неподвижной катушки В и ее расклиновку производят так же, как было рассмотрено выше.
Затем на неподвижные катушки А и В насаживают вручную подвижную короткозамкнутую катушку П (6). После чего устанавливают верхнюю ярмовую изоляцию 8. Крепят подвижную катушку П после установки собранных фаз в приводной механизм.
Шихтовка верхнего ярма магнитопровода производится аналогично тому, как описано в § 39. После шихтовки устанавливают ярмовые балки (угольники) вставляют в отверстия прессующие шпильки и временно спрессовывают верхнее ярмо. Пластины верхнего ярма, вставленные при шихтовке осаживают.
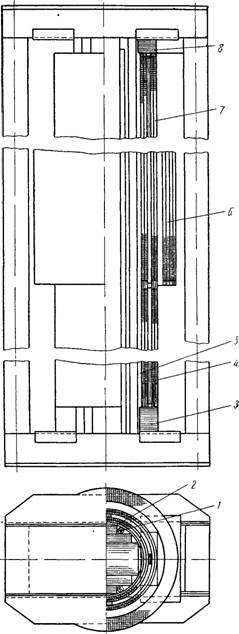
Рис 90. Сборка фазы автотрансформатора:
1 — буковый стержень, 2 — электрокартонная пластина размером 1 X 230 X 490 мм, 3 — нижняя ярмовая изоляция, 4 — катушка А, 5 — электрокартонная пластина размером 1 X 230 X 570 мм, 6 — подвижная катушка Я, 7 — катушка В, 8 — верхняя ярмовая изоляция
Одновременно выравнивают торцы магнитопровода.
Чтобы полечить хорошее качество прессовки обмоток, собранные фазы автотрансформатора до установки их в механизм и пайки схемы подвергают вакуумной сушке (см. гл. VI). После сушки окончательно осаживают пластины верхнего ярма и вставляют поочередно в отверстия бумажно-бакелитовые трубки, а в них — стяжные стальные шпильки. Затем окончательно спрессовывают верхнее ярмо.
Шпильки, прессующие верхнее ярмо, кернят с гайками, чем устраняют возможность их самоотвинчивания. До установки активной части в приводной механизм изоляцию прессующих шпилек проверяют мегомметрам.
Установка собранных фаз автотрансформатора в приводной механизм
Приводной механизм (рис. 91) приводит в движение подвижные короткозамкнутые катушки П автотрансформатора.
На верхней плите 1 приводного механизма (крышке автотрансформатора) расположены редуктор 6, электродвигатель трехфазного тока 5 мощностью 0,27 кет и напряжением 220/380 в и пускорегулирующая аппаратура. От электродвигателя движение передается через редуктор на ходовой винт 11.
Движение подвижных короткозамкнутых катушек вдоль сердечников вверх и вниз осуществляется ходовым винтом. По винту перемещается каркас 10, на котором и закрепляют подвижные катушки. Управлять приводным механизмом автотрансформатора можно как дистанционно, так и вручную с помощью рукоятки 9.
Вращением рукоятки приводного механизма по часовой стрелке поднимают каркас 10 в крайнее верхнее положение. Из каркаса подвижных катушек (рис. 92) поочередно раскомплектовывают детали 9—14. Концы хомутов 8 следует выгнуть так, чтобы расстояние между ними было больше наружного диаметра неподвижных катушек.
Затем с помощью мостового крана поднимают собранную фазу В несколько выше нижней плиты 13 приводного механизма (рис. 91) до соприкосновения магнитопровода с верхней плитой 1. Нижнюю часть магнитопровода несколько наклоняют в сторону механизма и устанавливают фазу в приводной механизм. С помощью оправки совмещают отверстия в нижних ярмовых балках фазы В с отверстиями в нижней плите и поочередно устанавливают два болта. При установке фазы надо проследить, чтобы концы хомутов прошли между крайними стержнями магнитопровода и наружной поверхностью неподвижных катушек, не повредив их.

Рис. 91. Приводной механизм автотрансформатора:
1 — верхняя плита механизма, 2 — шпилька, 3 — подъемное кольцо, 4 — установка пускателя, 5 — электродвигатель, 6 — редуктор, 7 — вал, 8 — блокировочный выключатель, 9 — рукоятка, 10 — каркас подвижных катушек, 11 — ходовой винт, 12 — тяга, 13 — нижняя плита механизма
Далее вращением рукоятки 9 приводного механизма против часовой стрелки опускают каркас 10 в крайнее нижнее положение. Концы хомутов выгибают по окружности, примерно равной диаметру подвижной катушки Я.

Pиc. 92. Каркас подвижных катушек автотрансформатора:
1 — стальная скоба, 2 — стальная шпилька, 3 и 9 — стальные гайки, 4 и 14 — стальные болты, 5 — пружинная шайба, 6 — специальная гайка, 7 — стальная пластина, 8 — хомут, 10 — низкая гайка, 11 — бумажно-бакелитовая трубка, 12 — гетинаксовая шайба, 13 — стальная шайба
Для закрепления фазы в приводном механизме между верхними ярмовыми балками и верхней плитой механизма устанавливают стальные квадратные шайбы. Верхние ярмовые балки привертывают к плите приводного механизма двумя болтами, под головки которых предварительно устанавливают замковую пластину. При отсутствии перекоса механизм легко вращается от руки.
Ответственной операцией является закрепление подвижной катушки П. Подвижную катушку поднимают рукой и устанавливают в радиус выточки специальной гайки 6 (рис. 92). Хомуты 8 поочередно укомплектовывают болтом 14, бумажно-бакелитовой трубкой 11, шайбами 12 и 13, гайками 9 и 10 и равномерно закрепляют подвижную катушку. При закреплении подвижной катушки надо проследить, чтобы хомуты всей поверхностью ложились на злектрокартонные бандажи катушки Я.
Фазы А и С собирают и устанавливают в приводной механизм аналогично фазе В. Расположение фаз в механизме должно быть выдержано по чертежу.
Затем мостовым краном с помощью трехкрючковой чалки поднимают приводной механизм на высоту около одного метра. На установленные болты навертывают снизу гайки, кернят их по окружности в трех местах и окончательно закрепляют фазы в приводном механизме.
Последней операцией установки активной части автотрансформатора в механизм является проверка равномерности зазоров между подвижными катушками П и неподвижными А и В по всей высоте ходового винта. Одновременно проверяют легкость вращения механизма от руки.