§ 48. ХОЛОДНАЯ СВАРКА
Для намотки обмоток трансформаторов находят все большее применение алюминиевые круглые провода, а для изготовления отводов — алюминиевые шины. Однако полная замена меди алюминием в отводах трансформаторов не всегда возможна. Алюминиевые провода отводов, присоединяемые непосредственно к обычным разъемным зажимам (соединение на болт под гайку), быстро окисляются, в результате чего контакт обгорает, выходит из строя и может вызвать аварию трансформатора.
Для обеспечения надежности контакта необходимо отказаться от болтовых соединений алюминий — алюминий или медь — алюминий и применять в алюминиевых отводах только контакты медь — медь. Это достигается приваркой к концам обмоток или отводов способом холодной сварки медных переходников.
Холодной сваркой называют способ неразъемного соединения металлов, основанный на использовании пластической деформации и позволяющий осуществлять без нагрева соединение меди, алюминия и меди с алюминием. Холодная сварка обеспечивает высо,кую механическую прочность соединения и низкое электрическое сопротивление места стыка.
Важным условием осуществления хорошего качества сварки является подготовка концов соединяемых проводов. Концы проводов диаметром до 3,05 мм перед сваркой откусывают кусачками (рис. 101). Режущую поверхность кусачек тщательно обезжиривают бензином или ацетоном. Плоскость среза должна быть перпендикулярна оси провода.
Переходники для соединения алюминиевого провода сечением до 10 мм2 с медным сечением до б мм2 изготовляют на настольном станке СНС-3 (рис. 102). При намотке обмотки переходники приваривают к первому и последнему виткам при помощи клещей КС-6 (рис. 103).
На направляющих штоках 1 перемещается подвижной зажим 2 и закреплен неподвижный зажим 3. В зажимах устанавливают и зажимают с определенным вылетом свариваемые провода. (Вылет — выступающая из плашек 4 часть провода). Штоки 1 закреплены в корпусе 5, к которому жестко прикреплена неподвижная ручка 6.

Рис. 101. Специальные кусачки для подготовки торцов проводов к холодной сварке
1 — установочная плита, 2 — корпус станка, 3 — рычаг осадки, 4 — подвижной зажим, 5 — неподвижный зажим, 6 — рукоятки зажима провода, 7 — направляющие штоки

Рис. 102. Настольный станок СНС-3:
Усилие осадки (сварочное давление) передается на свариваемые провода через подвижной зажим 2 от кулачка осадки 7, поворачивающегося при помощи подвижной ручки.
Заготовки проводов больших диаметров отрезают на специальном приспособлении или на ножницах (рис. 104), причем плоскость среза также должна быть перпендикулярна к оси провода и профиль круглого сечения не должен искажаться.
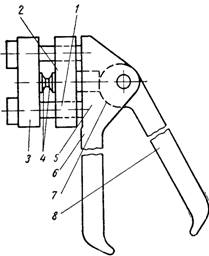
Рис. 103. Схема клещей КС-6:
1 — направляющий шток, 2 — подвижной зажим, 3 — неподвижный зажим, 4 — плашки, 5 — корпус клещей, 6 — неподвижная ручка, 7 — кулачок осадки, 8 — подвижная ручка
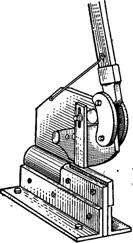
Рис. 104. Ручные рычажные ножницы
Свариваемый конец заготовки медного провода отжигают, а алюминиевого обезжиривают промывкой в бензине или ацетоне. Концы медных и алюминиевых заготовок перед сваркой зачищают драчевым напильником, предварительно промытым бензином или ацетоном. Стороны напильника при зачистке закрепляют за определенным металлом и оберегают от загрязнения. На зачищенные торцы проводов (любого сечения) не должны попадать грязь, влага, масло, поэтому их нельзя касаться руками.
Стыковую холодную сварку меди с алюминием сечением до 220 мм2 выполняют при помощи машины МСХС-35 (рис. 105). Сменными шайбами 6 регулируют зазор между рабочими торцами зажимных губок (максимальный зазор должен быть равен не более чем двум диаметрам свариваемого провода).
Медную заготовку зажимают в неподвижную пару зажимных губок, а алюминиевую — в подвижную пару. Провода должны соприкасаться между собой с равным вылетом. На торцы свариваемых проводов с помощью рычага 7 гидрораспределителя механизма осадки подается рабочее давление до соприкосновения зажимных губок (манометр 3 покажет усилие сжатия).
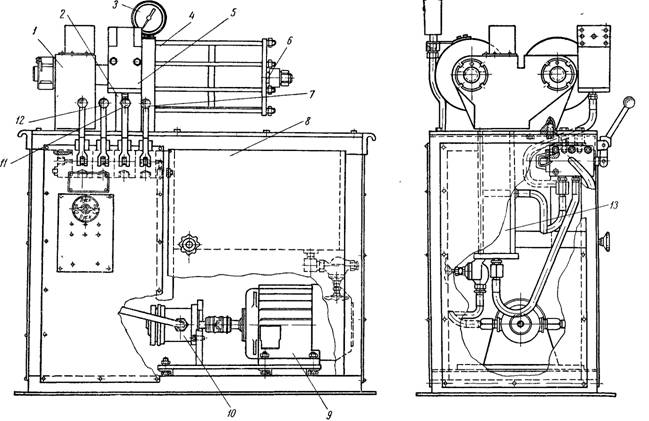
Рис. 105. Сварочная машина MCXC-35:
1 — подвижная плита, 2 — неподвижная плита, 3 — манометр, 4 — цилиндры осадочного механизма, 5 — резак для подготовки проводов к сварке, 6 — сменные шайбы, 7 — рычаги золотникового гидрораспределителя, 8 — бак с маслом, 9 — электродвигатель, 10 — гидравлический насос, 11 — рычаг гидравлического клапана правого зажима, 12 — рычаг гидравлического клапана левого зажима, 13 — цилиндры зажимного механизма
Затем снимают осевое давление, освобождают медный отвод, разводят зажимные губки в исходное положение с помощью рычагов 11 и 12 гидравлических клапанов и освобождают алюминиевый провод.
Для вторичной и окончательной осадки устанавливают сварной шов отвода посередине рабочей части зажимных губок, с помощью тех же рычагов зажимают и включают осевое давление. Металл осаживается до соприкосновения торцов зажимных губок. Закончив сварку, снимают давление, разводят зажимные губки в исходное положение и вынимают заготовку отвода из машины. Грат снимается с помощью приспособления.
Качество сварки выборочно контролируют на образцах путем загиба на 90° (образцы для этого закрепляют в тисках).