Свинцовые оболочки накладываются на кабель с помощью специальных кабельных свинцовых прессов. Вначале производства освинцованных кабелей этот процесс делился на две операции: операцию выдавливания свинцовых труб определенной и небольшой длины и на операцию втягивания кабеля в свинцовую трубу, после чего следовал обжим оболочки механическими средствами и спайка труб. Непрерывное наложение свинцовой оболочки началось только в начале 90-х годов прошлого столетия, когда впервые были изобретены специальные кабельные прессы. Первые немецкие кабельные прессы выпустила фирма Krupp в 1892 г. по патенту С. Huber’a, взятому еще в 1887 г.
Этими прессами в основном оборудованы наши кабельные заводы, причем фирма с относительно небольшими изменениями частично выпускает такие прессы и теперь. Пресс С. Huber’a принадлежит к типу горизонтальных прессов.
В Америке изобретение пресса для непрерывного опрессования относится к 1885 г., когда был взят патент John Robertson’oм, основателем одной из лучших мировых фирм, изготовляющих кабельные прессы.
Фиг. 221. Общий вид барабанов маслом наполненного кабеля, подвергающихся второй пропитке на заводе фирмы Pirelli в Лондоне.
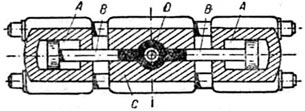
- головки пресса, в которую вставляются образующие трубку дорн и матрица. Свинцовая трубка получается благодаря выдавливанию свинца через кольцеобразное пространство, образованное дорном и матрицей, причем освинцовываемый кабель пропускается через центр этого кольцеобразного пространства. Схема устройства головки для пресса С. Huber’a показана на фиг. 222. Здесь — матрица (стальное кольцо); е — дорн (полый стальной конус); А — овальное кольцо, служащее для выравнивания давления при опрессовке кабелей большего диаметра. Все эти детали — сменные, они подсчитываются для каждого диаметра опрессовываемого кабеля. Дорн ввинчивается в дорнодержатель с, который в свою очередь может ввинчиваться и вывинчиваться из пресса. Матрица закладывается в матрицедержатель d. Регулируя расстояние между дорном и матрицей, получают различную толщину выдавливаемой штемпелями пресса аа свинцовой трубки k. Буквой b обозначен реципиент пресса.

Фиг. 222. Расположение дорна и матрицы в свинцовом прессу Huber’a фирмы ) Fr. Krupp. Grusonwerk.
Схема горизонтального пресса С.
Huber’a изображена на фиг. 223. Здесь А — А — два гидравлических пресса; В—В — штемпеля пресса; С —реципиент;
D — головка пресса с дорном и матрицей. Внешний вид этого пресса показан на фиг. 224, сверху его видна свинцовая ванна, в которой расплавляется свинец с помощью трех форсунок. Вообще эти прессы строятся как для отопления нефтью, так и для отопления углем, дровами и т. п. Процесс опрессования на этом прессе заключается в следующем:
Сначала штемпеля В (фиг. 223) раздвигаются так, чтобы открыть отверстия в реципиенте, находящиеся около входа штемпелей в тело реципиента.
Затем из свинцовой ванны через вышеуказанные отверстия внутрь реципиента наливается расплавленный свинец, после чего к штемпелям пресса прикладывается небольшое давление, порядка около 30 at. Под влиянием этого давления сначала через наливные отверстия выливается излишек свинца, а затем это давление, не будучи в состоянии выдавить трубку через кольцеобразное пространство между дорном и матрицей, продвигает штемпеля лишь настолько, чтобы следовать за термическим сокращением объема свинца вследствие его охлаждения. Благодаря этому движению штемпелей, в свинце в реципиенте нет места для образования пустот, наполненных воздухом.
Фиг. 216. Схема горизонтального свинцового пресса Huber’a фирмы Fr. Krupp, Grusonwerk.
Эти пустоты очень вредны, так как при выдавливании их через дорн и матрицу они проходят в свинцовую трубку и образуют в ней пузыри. По истечении определенного времени, около 10—15 мин., определяемого опытным путем, на штемпеля дают полное давление, величина которого колеблется от 150 до 300 at в зависимости от диаметра кабеля, рода свинцового сплава и температуры. К этому времени свинец застывает и выдавливается уже в пластическом состоянии. Иногда процесс опрессования видоизменяется тем, что после налива свинца штемпеля сдвигают короткими толчками так, чтобы избыток свинца стал выходить из отверстия для налива.
Такие толчки повторяются через некоторые промежутки времени, причем по мере застывания свинца из отверстий начинает выходить свинец в виде рогов. По виду этих рогов судят о том, достаточно ли застыл свинец. После того как рога становятся достаточно твердыми, пресс пускается на полный ход. В обоих описанных методах процесс выдавливания ведется так, чтобы весь свинец из реципиента не был выдавлен, но чтобы в нем оставалась некоторая свинцовая пробка, которая служит предохранением от попадания жидкого свинца на кабель при новом наливе. На месте остановки пресса для налива свинца в реципиент на свинцовой трубке образуется колечко, по виду близко напоминающее бамбуковое кольцо. Причиной образования этого кольца служит деформация дорна и матрицы вследствие смены давления с 1 до 200—300 at.
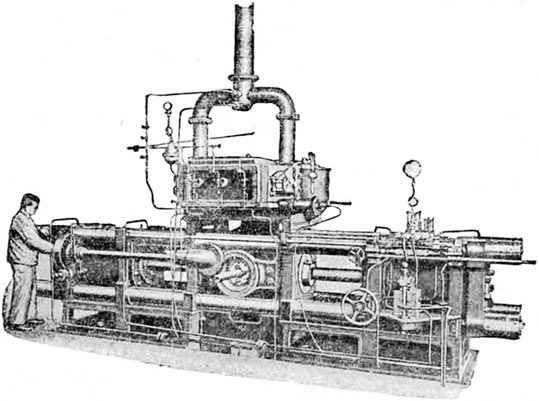
Фиг. 224. Внешний вид горизонтального свинцового пресса Huber'a фирмы Fr. Krupp, Grusonwerk.
Место остановки на свинцовой трубке является, вообще говоря, слабым местом, во-первых, потому, что оно обладает несколько меньшей толщиной, чем другие места, а во-вторых, потому, что в первый момент движения обоих штемпелей пресса штемпеля могут двинутся несинхронно, вследствие чего могут явиться дырки или утонения с одной стороны свинцовой оболочки. Для устранения вредного влияния места остановки работником Кольчугинского кабального завода т. Власовым был предложен и осуществлен особый способ утолщения свинцовой трубки на месте остановки. Схема этого приспособления изображена на фиг. 225. Здесь матрица 6 имеет коническую вставку 2, которая удерживается на месте с помощью стержня 1, ввинчивающегося в матрице держатель. Перед самой остановкой пресса для налива стержень 1 отодвигается, отодвигается под давлением свинца также и матрица, что выражается увеличением толщины трубки. После пуска пресса в ход стержень 1 подвинчивается на прежнее место, благодаря чему восстанавливается заданная толщина свинцовой трубки.
Свинцовая трубка выдавливается при температуре около 160—200°С. Чем выше температура, тем легче идет выдавливание, однако слишком высокая температура делает трубку недостаточно прочной. Начиная с некоторой температуры, на поверхности трубки появляется "сетка", служащая предупреждением, что при дальнейшем повышении температуры последует растрескивание свинцовой оболочки. При выходе трубки из пресса ее полезно охлаждать водой, чтобы она не теряла формы, но если свинец имеет присадку сурьмы, то охлаждения водой делать не следует, так как от этого трубка становится хрупкой, однако в этом случае можно вести ее охлаждение паром.

Фиг. 225. Приспособление Власова для утолщения свинцовой трубы на месте остановки свинцового пресса.
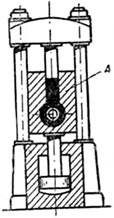
Фиг. 226. Схема вертикального свинцового пресса с подвижным реципиентом.
Очень важным обстоятельством является надлежащее обслуживание как этого пресса, так и вообще всех свинцовых прессов. Кожаные манжеты свинцовых прессов, образующие уплотнения в поршнях пресса, золотниках и т. п., должны содержаться в тщательном порядке, иначе может пропасть синхронность работы обоих поршней, а отсюда получится неравномерность толщины свинцовой трубки. Концентричность свинцовой оболочки зависит не только от контура свинцовой камеры, из которой выдавливается свиней, но и от способа нагрева и охлаждения реципиента, поэтому реципиенты снабжаются приспособлением для обогрева. На толщину стенки свинцовой трубки влияет температура свинца, скорость выдавливания, усилие, с которым сматывается кабель с отдающего барабана или из корзины. Установленная в начале прессовки толщина стенки трубки после нескольких часов меняется благодаря разогреву тела пресса. Все эти особенности требуют квалифицированного обслуживания пресса.
Температура в свинцовых ваннах для чистого свинца поддерживается не свыше 400°С, а для свинца с присадкой сурьмы 455° С.
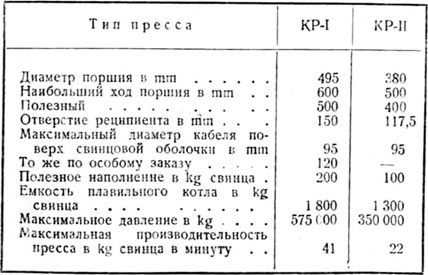
По С. Вацг’у [9], считая 3 часа для предварительного разогрева пресса и 8 час. для работы, за день из большего пресса фирмы Krupp KP-I можно выдавить 20 наливов или 4 000 кг свинца в среднем. Для тонких кабелей эта цифра понижается до 1600 кг, для толстых повышается до 4 500 кг. Производительность малого пресса той же фирмы KP-II для очень тонких кабелей такая же, как для пресса KP-I, для тонких - 3\4 и для толстых—1\2 производительности пресса KP-I.
Вышеописанные горизонтальные прессы следует считать в настоящее время морально устаревшими, они теперь почти совсем более не строятся.
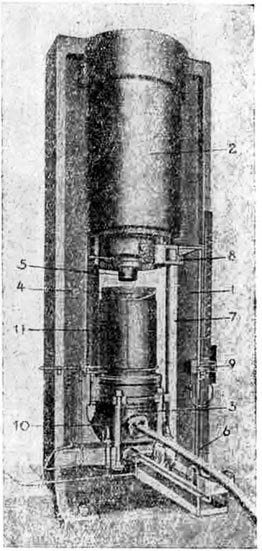
Все новые прессы строятся вертикальными с одним гидравлическим прессом. Схема такого пресса приведена на фиг. 226. Здесь неподвижный гидравлический цилиндр располагается снизу, поршень этого пресса движет реципиент А, штемпель же пресса связан с верхней обоймой всей конструкции.
Фиг. 227. Схема устройства вертикального свинцового пресса KW GO фирмы Fr. Krupp, Grusoiwerk.
Вертикальные прессы строятся на значительно более высокие наполнения реципиента, чем горизонтальные, этим обусловливается, главным образом, их все увеличивающееся распространение. Площадь, требуемая для установки мощного вертикального пресса, почти не отличается от площади, требующейся для горизонтального пресса. Особенностью, и до некоторой степени недостатком, вертикальных прессов, схема которых дана на фиг. 226, является то, что их реципиент выполняется подвижным, причем по мере выдавливания свинца он поднимается и вместе с ним поднимается также и кабель. Однако в последней модели вертикальных прессов Krupp’a реципиент делается неподвижным, что представляет для завода, производящего прессы, ряд конструктивных трудностей.
Вертикальные прессы с неподвижным реципиентом имеют тот недостаток, что у них высота больше, чем у пресса с подвижным реципиентом, так как у последних гидравлический цилиндр расположен под полом, а у первых — сверху пресса.
Фиг. 228. Внешний вид вертикального свинцового пресса с неподвижным реципиентом фирмы Fr. Krupp, Grusoiiwerk.
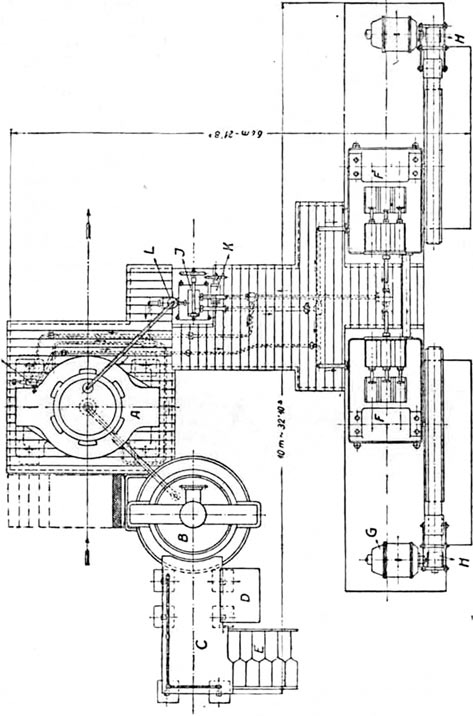
Схема установки большего вертикального пресса Krupp’а типа KW-60 (с неподвижным реципиентом) дана на фиг. 227. Здесь А — пресс, В— свинцовая ванна для плавки, С — подмостки к свинцовой ванне, D — стол для свинцовых чушек, Е— лестница, F— насосы, G— мотор, Н — натяжной ролик, J— распределительный вентиль. Внешний вид такого пресса показан на фиг. 228. Внешний вид пресса с подвижным реципиентом приведен на фиг. 229, причем сзади этого пресса виден котел для плавки свинца, а сбоку — насосы.
Существуют три мировых фирмы, поставляющих кабельные свинцовые прессы, это Krupp, Grusonwerk, в Германии, V. Champigneule во Франции и John Robertson в Америке, причем наиболее популярной фирмой является фирма Krupp, прессы которой распространены не только в Германии и у нас, но и в Англии, Америке, Японии и других странах. Прессы фирмы Champigneule распространены во Франции и Италии, a Robertson — в Америке, Англии и Японии. Обе последние фирмы строят только вертикальные прессы.
Основные данные горизонтальных прессов Krupp’а приведены в табл. 35.
В небольшом количестве прессы этой конструкции были сделаны также и для наполнения в 150 кг, т. е. среднего типа между KP-I и KP-II. Преимущественным распространением пользуется пресс KP-I благодаря более высокому полезному наполнению реципиента. Основные данные вертикальных прессов типа К с подвижным реципиентом фирмы Krupp приведены в табл. 36, а для вертикальных прессов той же фирмы с неподвижным реципиентом типа KW — в табл 37.
Прессы фирмы J. Robertson имеют за собой опыт фирмы более 40 лет и являются очень популярными в Америке.
Фирма разделяет свои прессы по величине гидравлического давления в цилиндре, а не по величине полезного наполнения, как Krupp. В табл. 38 приведены основные данные нормальных прессов этой фирмы. Все прессы фирма изготовляет с подвижным реципиентом, но по особому заказу поставляет также прессы и с неподвижным реципиентом.
Благодаря одностороннему боковому давлению в вертикальных и двухстороннему — в горизонтальных прессах выпрессовываемая на этих прессах свинцовая трубка часто обладает очень неприятным пороком, а именно при изгибах кабеля свинцовая оболочка иногда лопается вдоль образующей цилиндра, причем разрыв образует ровную прямую линию.
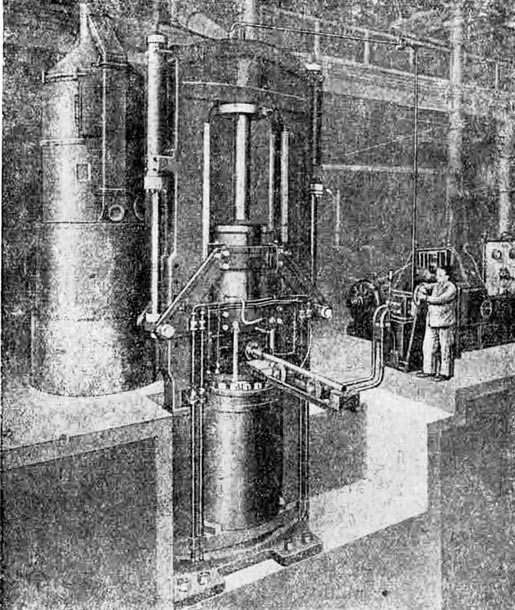
Фиг. 229. Внешний вид вертикального свинцового пресса с подвижным реципиентом фирмы Fr. Krupp, Grusonwerk.
Таблица 35
Основные данные горизонтальных свинцовых прессов фирмы Krupp, Grusonwerk
Это явление объясняется ходом процесса выдавливания свинца, схематически изображенного на фиг. 230 для случая вертикального пресса. Эта схема показывает, что свинец обтекает дорн с двух сторон, причем в точке а получается место схода двух потоков свинца. Если температура свинца недостаточна высока, или при неравномерности температуры верха и низа реципиента, спайка потоков свинца будет непрочной и легко разрушается, когда трубка изгибается или разбивается на конус.
![]()
Фиг. 230. Схема течения свинца в реципиенте вертикального пресса.
Благодаря наличию этих спаек трубы, выдавленные на кабельных прессах, плохо держат внутреннее давление, часто лопаются при 2—3 at внутреннего давления, поэтому они, между прочим, не допускаются в качестве водопроводных труб. Чтобы устранить этот недостаток, в Англии недавно был построен новый свинцовый пресс Judge, изготовленный и установленный впервые на английском кабельном заводе фирмы Hanley и описанный P. Dunsheath’oм. В настоящее время этот пресс стал распространяться также и в Америке.
Схема этого пресса, носящего название прямоточного, изображена на фиг. 231.
Таблица 36
Основные данные вертикальных свинцовых прессов типа К с подвижным реципиентом фирмы Krupp, Grusonwerk
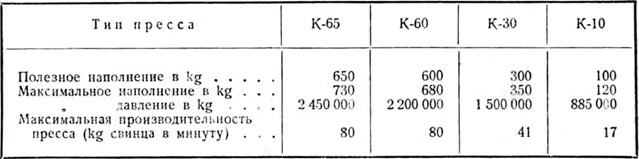
Таблица 37
Основные данные вертикальных свинцовых прессов типа KW с неподвижным реципиентом фирмы Krupp, Grusonwerk
Тип пресса | KW-100 | KW-65 | KW-60 | KW-30 | KW-10 |
Полезное наполнение в кг | 1000 | 650 | 600 | 300 | 100 |
Максимальное наполнение | 1 100 | 730 | 680 | 350 | 120 |
Таблица 38
Основные данные свинцовых прессов фирмы John Robertson

Идея его заключается в том, что кабель проходит через центр гидравлического поршня А, штемпель которого концентрически давит на свинец, находящийся в реципиенте; благодаря такому расположению частей пресса при выдавливании свинца нет места схода двух потоков свинца. Главная ось этого пресса имеет небольшой наклон к горизонту, благодаря чему при наполнении реципиента свинцом воздух без остатка выдавливается, чем устраняется опасность появления воздушных пустот в свинцовой оболочке. В построенных до сих пор прессах этой конструкции, однако, наполнение меньше, чем в прессах Krupp’a, но работают они с относительно более высоким давлением и соответственно увеличенной скоростью поршней. Пресс Judge характеризуется следующими данными:
Наполнение (максимальное) ........................... 450 кг
Максимальный внутренний диаметр свинцовой трубки...............100 мм
Максимальное давление на свинец....................................... . . 2 30кg/cм2
Средняя скорость выдавливания.......................................... 6,7 t свинца в час
Производительность пресса характеризуется следующими данными:
Рабочий ход............. от 3,5 до 4,5 мин.
Обратный ход............... ............................................................................. 1,5
Очистка поршня и движение в положение для наполнения..................... 1,5
Налив свинца....................... ...................................................................... 1
Закрытие отверстия для наполнения и приложение давления.................. 0,5
Ожидание................................................................................................. 5
Общее время на 1 налив ............................................................ от 13 до 14
Время для смены дорна и матрицы............................................................ 20
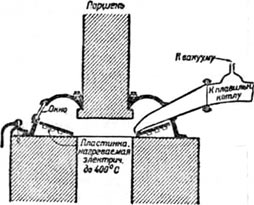
Фиг. 232. Приспособление к свинцовому прессу для освинцевания под вакуумом.
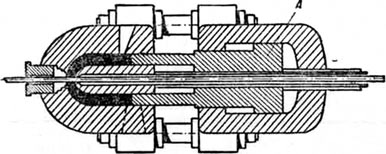
Фиг. 231. Схема прямоточного свинцового пресса Judge фирмы Henley.
В последнее время стремление к улучшению качества свинцовой оболочки привело недавно в Америке к новому улучшению процесса освинцевания, заключающемуся в применении к процессу вакуума. Схема подобной установки описана J. Т Faugett’oм [62]. Благодаря применению вакуума устраняется опасность образования в свинцовой трубке воздушных пузырей и опасность окисления свинца.
Схема устройства установки изображена на фиг. 232 в применении к вертикальному прессу с неподвижным реципиентом. Идея устройства заключается в том, что штемпель пресса и место его входа в реципиент герметически закрываются с помощью особого колпака, видного на фиг. 232. Смазка штемпеля и цилиндра, обычная в нормальных прессах, здесь отпадает. Вакуум поддерживается все время работы на величине 1 или 2 мм рт. ст. Питательные трубки для подвода свинца обогреваются с помощью особых нагревательных трансформаторов. Для того чтобы заполнять реципиент без утечки свинца, пресс снабжается особым индикатором, показывающим уровень свинца в прессе.
Было замечено также, что опрессование с вакуумом благоприятно отражается и на качестве структуры свинцовой трубки. Другим методом улучшения свинцовой трубки, развитым в последнее время в Америке, является предупреждение образования окислов свинца и свинцовой ванне с помощью применения водородного пламени.
Прежде возможность обмотки через одну-три ленты в обратную сторону очень ценилась, теперь же такие машины больше не делаются, так как на месте перекрещивания стыков бумажных получаются сильные ослабления в электрическом отношении. Кроме того, такой принцип обмотки секторных жил благодаря особенностям скрутки этих жил в общий кабель, о чем будет сказано ниже, дает неравномерность изоляции, поэтому теперь считается более правильным вести всю обмотку в одну сторону. Кроме того, гибкость жилы при обмотке в одну сторону выше, чем при обмотке в разные стороны. Головочные машины имеют еще тот недостаток, что они очень длинны, как это видно из фиг. 187, следовательно, требуют большей производственной площади.
Тангенциальные машины изобретены сравнительно недавно и вошли в практику около 7—8 лет назад. Целью конструкции этих машин было устранение тех недостатков обмотки, которые выше были указаны для обмотки по типу фиг. 182. Существуют два типа тангенциальных машин: фирм Krupp и Arndt. В машине Krupp’a ось бумажного ролика, сидящего в обмотчике, перпендикулярна к оси обматываемой жилы, а средняя плоскость бумажного ролика сделана касательной (тангенциальной, откуда и название машины) к кабелю в месте наложения бумаги. Схемы тангенциальной обмотки этой фирмы даны на фиг. 189 и 190 для случая головки на шесть обмотчиков (фирма делает также головки и на 8 обмотчиков). Бумажные ленты b1 до bй сходят с бумажных роликов а1 до а2 через направляющие штифты е, с, d, а затем, поворачиваясь на 90°, идут на жилу. Установка бумажного ролика так, что его средняя плоскость касается обматываемой жилы, обеспечивает одинаковое натяжение кромок ленты. Такая установка делается посредством поворота держателя обмотчика вокруг оси, параллельной оси обматываемых жил, причем этот поворот делается для всех обмотчиков сразу согласно особой прикладываемой к машине инструктивной таблицы. Это обеспечивает машину от неправильной установки и исключает возможность влияния недостаточно квалифицированной рабсилы. Таким образом в этой машине а) устраняется неравномерное натяжение кромок, б) угол подъема не имеет тенденции изменяться, с) натяжение кромок не меняется. Производительность таких машин несколько меньше, чем фонарных машин.