
Фиг. 192. Правое и левое направления скрутки.
Скрутка в кабель круглых изолированных жил подчиняется тем же законам теории скруток, которые были развиты выше для скрутки правильной круглой жилы. Некоторым отличием является только допущение более длинных шагов скрутки, что вызывается не только желанием увеличить производительность машин, но и желанием по возможности оградить изоляцию жил от вредных механических перенапряжений. При скрутке в кабель нужно иметь в виду, что желательно, чтобы все кабели были скручены в одну сторону, и именно в левую, как это принято условно для всех кабелей. Необходимость единообразия направления скруток обусловливается желанием, чтобы в муфтах жилы кабеля не получали стремления к самопроизвольному раскручиванию, что может получиться, если две соседние строительные длины кабеля скручены в разные стороны. Для различия направлений скрутки необходимо знать следующие правила: скрутка называется левой, если проволоки в жиле или жилы в кабеле поднимаются от правой руки к левой так, как изображено слева на фиг. 192; если же проволоки в жиле или жилы в кабеле поднимаются от левой руки к правой, как указано на фиг. 192 справа, то такая скрутка называется правой скруткой.
Скрутка секторных жил, благодаря тому что их нужно крутить без открутки, представляет собой ряд особенностей, знание которых во избежание получения при скрутке неудовлетворительных результатов совершенно необходимо.
При скрутке кабеля без открутки каждая жила во время общей скрутки в кабель получает либо один добавочный шаг скрутки жил за каждый шаг скрутки кабеля, или, наоборот, число шагов скрутки жилы на один уменьшается. Первый случай получается тогда, когда скрутка проволок в жилу и скрутка жил в кабель направлены в одну и ту же сторону, а второй случай тогда, когда направления скруток противоположны. Первая скрутка называется одинаково направленной, или скруткой в закрутку, а вторая — противоположно направленной, или в раскрутку. Н. Мюллером [22J дана следующая количественная оценка явлений, происходящих при скрутке секторных кабелей:
Пусть S0—развернутая длина скрученной жилы, приходящаяся на одну длину шага скрутки кабеля (фиг. 193);
Lk — развернутая длина одной проволоки жилы, приходящаяся на длину S0;
L0—длина шага проволоки в скрученной жиле перед скруткой в кабель;
L'0 — длина проволоки, приходящаяся на длину шага L0;
жилой и изоляцией и получится зазор, но он будет не такой большой, как при обратно направленной скрутке.
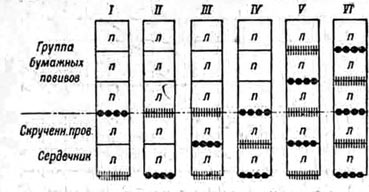
Фиг. 197. Диаграмма Н, Мюллера сжатия и расхождения отдельных повивов бумаги и проволок жилы при скрутке секторного кабеля.
Если жилы, сконструированные по единым конструкциям, скручены в раскрутку, то почти неизбежны разрывы изоляции, в особенности вдоль острых углов секторов. Некоторые формы секторов, как, например, старый сектор завода "Севкабель" (фиг. 135), дают меньше недоразумений при скрутке враскрутку, однако при этом величина а должна быть выдержана не менее некоторой определенной величины, иначе возникают разрывы изоляции.

Фиг. 198. Состояние изоляции секторной жилы, взятой из готового кабеля и изготовленной обычным способом и способом с предварительной подкруткой.
Вторым существенным недостатком скрутки секторных кабелей является склонность к образованию после общей скрутки складок на изоляции. Чтобы по возможности уменьшить этот дефект, берут шаги скрутки жил в кабель для секторных жил от 50 до 100 диаметров кабеля поверх скрутки, в то время как для круглых кабелей они берутся в среднем от 30 до 50 диаметров. Образование складок является одной из главных причин, почему секторные кабели не употребляются для высоких напряжений. Для устранения такого рода неполадок с изоляцией секторных жил в Англии был взят патент на скрутку с предварительной подкруткой. Особенностью этого метода является то, что секторная жила до наложения на нее изоляции получает подкрутку вокруг своей оси с тем самым шагом, с которым она затем скручивается в кабель. Подкрученная таким образом жила изолируется, а затем скручивается в кабель уже с применением открутки. Таким образом все вредные влияния скрутки без открутки здесь устраняются. На фиг. 198 изображены, секторная жила, взятая из кабеля, изготовленного по старому, до настоящего времени всюду распространенному, методу (сверху) секторная жила, взятая из кабеля, изготовленного по новому методу. На последней все складки исчезли. Ниже будет дано описание требующегося для этой цели оборудования.
Машины для общей скрутки изолированных жил в кабель в нашей практике носят название "трехфазных машин". Эти машины можно разделить на два типа — фонарные и дисковые. В громадном большинстве случаев эти машины делаются горизонтальными, но есть установки и с вертикальными машинами.
Фонарные машины принадлежат к мелким трехфазным машинам. На фиг. 199 изображена одна из такого рода машин.
Она по идее ничем не отличается от фонарных крутильных машин, но предназначена для скрутки от 2 до 6 жил с откруткой или без открутки. Открутка достигается с помощью эксцентрично насаженного колеса. Машина, как, впрочем, почти все трехфазные машины, соединена с обмоточной машиной, служащей для наложения поясной изоляции. Фонарные машины имеют относительно небольшие отдаточные барабаны, насаживаемые в иохи, диаметр фланца этих барабанов обычно не превышает для таких машин 600—1 000 ram.
Дисковые машины обычно много мощнее, чем фонарные машины. На фиг. 200 изображена дисковая трехфазная машина фирмы Humboldt.
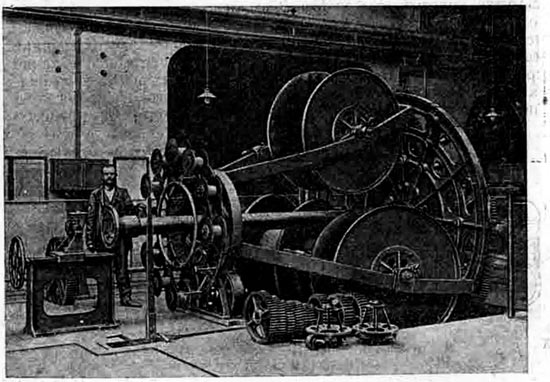
Фиг. 200. Дисковая трехфазная крутильная машина фирмы Humboldt.
В настоящее время в связи с развитием производства высоковольтных кабелей имеется тенденция строить такие машины все более и более мощными. Фирма Fr. Krupp, например, строит их для отдающих барабанов, имеющих фланец диаметром 2 400 мм. Увеличение диаметра фланца барабана трехфазной машины выгодно и для производства кабелей низкого и среднего напряжения, поскольку оно дает возможность работать такие кабели без перезаправки машины.
Фиг. 199. Фонарная трехфазная крутильная машина.
Открутка на дисковых машинах осуществляется с помощью планетного движения, т. е. с помощью системы зубчатых колес, приводимых в движение от зубчатого колеса, сидящего неподвижно на оси машины. Неудобство этих машин заключается в том, что перезаправка с трех на четыре или две жилы и обратно требует много времени и труда, так как иохи в этом случае нужно с машины снимать.
Фиг. 201. Схема дисковой трехфазной крутильной машины для скрутки трех или четырех изолированных жил в кабель.
Схема одной из подобных машин приведена на фиг. 201. Здесь отдаточный барабан А ставится в иохи, укрепленные между диском В и кольцом С. Машина соединена с бумагообмоточными аппаратами Е. Тяга осуществляется тяговой шайбой F от общего для всей машины двигателя М. Число оборотов подобной машины от 8 до 25 в минуту, в зависимости от сменных шестерен.
На смену этому типу машин идут машины фонарного типа, у которых отдающие барабаны помещаются сзади машины. Они очень удобны для заправки, проще и легче, чем обычные дисковые машины.
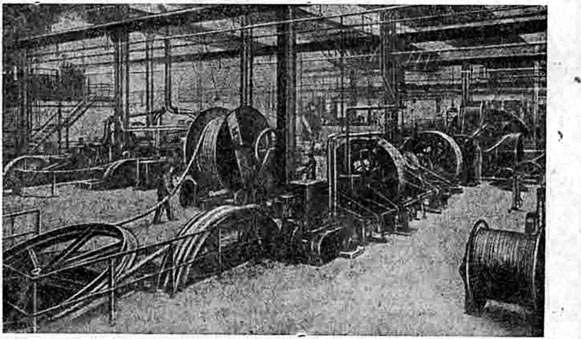
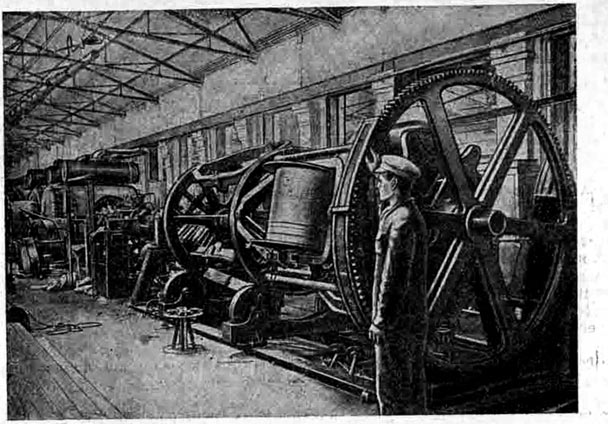
Фиг. 202. Трехфазная крутильная машина для скрутки кабеля с отдельно освинцованными жилами, установленная на германском заводе Dr. Cassierer’a.
Для скрутки кабелей с отдельно освинцованными жилами введен новый тип трехфазных машин, соединенных непосредственно с бронировочными машинами. Внешний вид подобной машины, установленной на германском кабельном заводе Dr. Cassierer’a в Берлине, показан на фиг. 202. У этой машины представляет интерес приспособление в виде наклонного колеса, служащее для изменения направления кабеля с целью сокращения длины машины.
Скрутка предварительно подкрученных секторных жил требует нескольких дополнительных устройств как на трехфазных, так и на крутильных и изолировочных машинах. В последнее время приспособленные специально для этой цели машины выпущены фирмой Krupp. Крутильные машины, служащие только для скрутки голой секторной жилы, имеют особый приемник, выполненный в виде иоха и приводимый в движение от общего вала машины. Устройство приемной части машины показано на фиг. 203. Здесь приемный барабан А сидит во вращающемся иохе В, приводимом в движение от вала С с помощью зубчаток и цепи Галля D. Одна из цапф иоха В — полая, чтобы пропустить скрученную жилу Е через водилку F на приемный барабан А. Жила тянется тяговой шайбой Н. Первоначальная тяга осуществляется с помощью особой цепи, не позволяющей жиле раскручиваться. Вращение иоха В связано с вращением тяговой шайбы Я с помощью ряда зубчатых колес и вала, вращение же барабана А осуществляется с помощью сменных колес W, и W2. Между тяговой шайбой и иохом В расположены две пары роликов а и Ь, удерживающих подкручиваемую вращением иоха В жилу так, что шаг подкрутки остается постоянным. После скрутки к концу жилы подвязывается особая цепь, изображенная на фиг. 204. Эта цепь обеспечивает отсутствие раскрутки жилы при наложении бумажной изоляции. Несмотря на точность предварительной подкрутки все же требуется некоторое приспособление на трехфазной машине, позволяющее рабочему несколько регулировать шаг скрутки кабеля с целью выровнять колебания этого шага. Такое приспособление изображено на фиг. 205. Здесь А — приводной вал для вращения фонаря или диска трехфазной машины, В — вал для привода тяговой шайбы и изолировочных аппаратов.

Фиг. 204. Цепь для тяги подкрученной секторной жилы на изолировочной машине фирмы Fr. Krupp, Grusonwerk.

Фиг. 203. Приемник крутильной машины, служащей для подкрутки секторной жилы фирмы Fr Krupp, Grusonwerk.
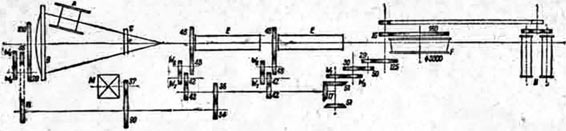
Вал А посредством конических шестерен 1 и 2 приводит в движение вал 3, который в свою очередь посредством дифференциальной зубчатой передачи вращает вал 4, вращение которого посредством конических шестерен 5 и 6 передается на вал В. Дифференциальная зубчатая передача состоит из конической шестерни 7, насаженной на вал 3, конической шестерни 8, насаженной на вал 4, и двух конических шестерен 9 и 10, сцепленных с шестернями 7 и 8 и со своей стороны способных вращаться на валу, на который они насажены. Этот последний вал укреплен к кожуху 11, а ось этого вала перпендикулярна оси валов 3 и 4. При неподвижном кожухе 11 вращение вала 3 передается на вал 4 посредством конических шестерен 7, 9, 10 и 8. В этом случае вал 4 вращается с одинаковым числом оборотов с валом 3, но в обратном направлении.
Если же кожух 11 приводится в движение, то получается диференциальное движение валов, причем вращением кожуха быстрее или медленнее можно менять число оборотов вала 4, отсюда и вала В.
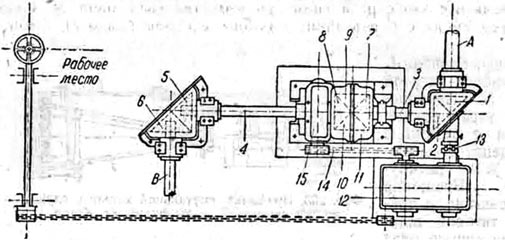
Фиг. 205. Приспособление к трехфазной крутильной машине для скрутки предварительно подкрученных секторных жил фирмы Fr. Krupp, Grusonwerlt.
Для регулирования числа оборотов кожуха 11 служит приводное устройство 12, позволяющее плавно менять число оборотов. Ведущий вал этого устройства включен посредством муфты 13 на вал А, а вращение ведомого вала этого устройства передается на вал червячной передачи 15 посредством цепи .14. Винтовое колесо связано с кожухом 11 так, что кожух вращается, если вращается винтовое колесо. При скрутке круглых жил муфта В выключается, чем выключается также и приводное устройство 12. Управление этим устройством производится с рабочего места машин так, как показано на фиг. 205. К машине прилагается таблица, показывающая, какие сменные шестерни и какие установки устройства 12 нужны для заданной величины шага.

Фиг. 206. Гусеничная тяга для трехфазных крутильных машин фирмы Fr. Krupp, Grusonwerk.
Не представляет никаких затруднений и установка всего устройства во время хода машины, что позволяет исправлять ошибки установки во время процесса скрутки.
Тяговые шайбы трехфазных машин обычно не отличаются по принципу от применяемых для описанных выше крутильных и изолировочных машин. Однако теперь в эту область вводятся некоторые изменения, заключающиеся в замене тяговой шайбы гусеничным приводом, внешний вид такого привода фирмы Krupp изображен на фиг. 206. Впервые такие приводы были введены на кабельном заводе AEG в Берлине. Предназначены они для того,
чтобы дать возможность принимать кабель после трехфазной машины (а одножильные кабели — после изолировочной машины) непосредственно в корзину, в которой кабель сушится, а не на барабан; этим при общепринятых способах пропитки в корзинах избегается лишняя перемотка кабеля. Прием же кабеля в корзины непосредственно после тяговой шайбы невозможен, так как требуется некоторое небольшое натяжение кабеля после тяговой шайбы, чтобы он на ней не проворачивался, в результате чего сбивается шаг скрутки и получаются набеги бумаги у обмоточных аппаратов.