Контрольные кабели с резиновой изоляцией в поливинилхлоридной оболочке (марок КВРГ, КВРБ и др.) с резиновой изоляцией с негорючей оболочкой (марок КНРГ, КНРБ и др.), а также с пластмассовой изоляцией в поливинилхлоридной оболочке соединяют в соединительных муфтах, монтируемых:
а) в поливинилхлоридной муфте — трубе, свариваемой с оболочками соединяемых кабелей или в ряде случаев склеиваемой с оболочками кабелей;
б) в резиновом чулке, плотно обтягивающем оболочки соединяемых кабелей;
в) способом восстановления защитных покровов кабеля;
г) в эпоксидной муфте.

Рис. 70. Размеры разделки и соединения кабеля с резиновой или пластмассовой изоляцией для монтажа соединительных муфт
Число и сечение жил | Размеры в мм | ||
a | б | в | |
4— 8 жил сечением 0,75—2,5 мм | 40 | 150 | 150 |
14—18 жил сечением 0,75—2,5 мм | 40 | 250 | 250 |
24—37 жил сечением 0,75—2,5 мм | 50 | 300 | 300 |
Размеры разделки и соединения кабелей для монтажа соединительных муфт указанных конструкций приведены на рис. 70.
При монтаже соединительной муфты в поливинилхлоридной трубе (рис. 71), свариваемой с оболочками соединяемых кабелей, места соединения жил изолируют двумя-тремя слоями невулканизированной починочной резиновой ленты с последующей подмоткой слоя липкой поливинилхлоридной ленты. На место соединения надвигают предварительно надетую на один из соединяемых кабелей трубу, диаметр которой не должен превышать диаметр соединяемых кабелей по оболочке более чем на 4—5 мм.
Сваривание трубы с оболочкой выполняют при помощи специальных клещей (рис. 72).

Рис. 71. Соединение кабелей с резиновой или пластмассовой изоляцией в поливинилхлоридной муфте, свариваемой с оболочками кабелей:
1 — поливинилхлоридная оболочка кабеля; 2 — подмотка липкой поливинилхлоридной лентой; 3 — поливинилхлоридная муфта; 4 — соединение жил; 5 — место сварки муфты с оболочкой
Нагретый до 180—200° С наконечник клещей вводят в зазор между муфтой и оболочкой кабеля и вращают по окружности в течение 10—20 сек. Клещи удаляют и сразу после этого свариваемое место обжимают при помощи хомутика. Перед сваркой обезжиривают свариваемые места тряпкой, смоченной в бензине, ацетоне или дихлорэтане. На концах муфты выполняют подмотку из липкой поливинилхлоридной ленты.
Склеивание трубы с оболочками кабелей является менее надежным средством герметизации. Его выполняют клеем, состоящим из 100 вес. ч. дихлорэтана и 1—2 вес. ч. стружки из органического стекла. При склеивании внутренний диаметр трубы должен плотно надвигаться на оболочки кабелей. Склеивание взамен сваривания допускается лишь при открытой прокладке внутри зданий кабеля с числом жил до 10.
При соединении кабелей с помощью плотного резинового чулка (рис. 73) применяют трубки из эластичной резины. При монтаже резиновую трубку на круглой оправке из дерева или обрезок трубы сворачивают в кольцо, которое надевают на один из концов кабеля.

Рис. 72. Приспособления для сваривания муфты с оболочкой
а — клещи; б — универсальный червячный хомут, установленный на краю муфты; 1 — поливинилхлоридная оболочка кабеля; 2 — хомут; 3 — поливинилхлоридная муфта; d - диаметр кабеля по оболочке
После соединения и изолирования жил кольцо раскатывают по месту соединения, при этом резиновая трубка должна плотно обтягивать оболочку каждого кабеля не менее чем на 40 мм. Концы резиновых трубок плотно подматывают липкой лентой в три слоя с заходом на оболочки кабелей не менее чем на 15 мм.
По всей длине соединения в два-три слоя подматывают хлопчатобумажную ленту с покрытием каждого слоя влагостойким лаком.
При монтаже соединительной муфты способом восстановления защитных покровов оболочку и бронеленты кабелей в местах разделки не удаляют, а лишь надрезают или разматывают, а затем отгибают.
После соединения жил и их изолирования оболочку, бронеленты и защитные покровы последовательно восстанавливают (рис. 74).
На оболочках делают продольные надрезы и удаляют вырезанные полоски оболочек шириной 10—20 мм. Надрезанные части оболочки отгибают и временно привязывают к кабелям.
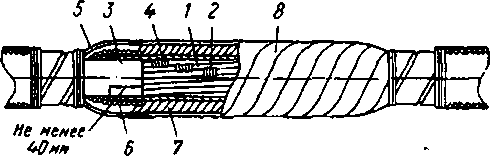
Рис. 73. Соединение кабелей с пластмассовой оболочкой с помощью плотного резинового чулка:
1 — жила с резиновой или пластмассовой изоляцией; 2 — место соединения; 3 — поливинилхлоридная оболочка кабеля; 4 — резиновый чулок; 5 — подмотка липкой поливинилхлоридной лентой; — бандаж из тонкого шпагата; 7 — подмотка хлопчато-бумажной лентой; 8 — наружная подмотка липкой или нелипкой поливинилхлоридной лентой в два слоя на лаке № 2
При наложении на место отогнутых частей оболочек их края и торцы обильно промазывают поливинилхлоридным лаком К? 2, соединяемые места предварительно обезжиривают тряпкой, смоченной в бензине или ацетоне. На соединяемые оболочки накладывают подмотку из трех-четырех слоев липкой поливинилхлоридной ленты. Поверх этой подмотки подматывают хлопчатобумажную ленту, покрываемую поливинилхлоридным лаком № 2.
При восстановлении на место бронелент места их стыка спаивают между собой, а в местах сращивания восстановленных защитных покровов накладывают бандажи.
Контрольные кабели с резиновой изоляцией и свинцовой оболочкой (марок КСРГ, КСРБ и др.) соединяют в свинцовой или эпоксидной соединительной муфте.
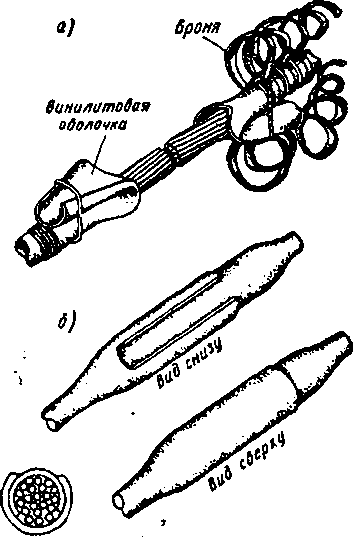
Рис. 74. Соединение кабелей с пластмассовой оболочкой способом восстановления защитных покровов кабеля
а — подготовленные для соединения концы кабелей со смотанными защитными покровами и отогнутыми оболочками; б — вид соединения после наложения оболочек
При монтаже свинцовой соединительной муфты края свинцовой трубы обколачивают и припаивают к свинцовым оболочкам соединяемых кабелей. Для пайки применяют припой марки ПОС-30. Пайку выполняют паяльником, пламенем паяльной лампы или пропановой горелки. Заливки муфты массой не требуется.
Для монтажа эпоксидной соединительной муфты разделку соединяемых концов кабелей производят с соблюдением размеров, приведенных на рис. 70. Места соединения жил изолируют липкой поливинилхлоридной лентой.
При соединении кабелей со свинцовой оболочкой на ступени брони и оболочки после припайки к ним провода заземления, их обезжиривания и обработки с целью создания шероховатой поверхности накладывают герметизирующую подмотку из хлопчатобумажных лент, обмазанных эпоксидным компаундом. Для кабелей с поливинилхлоридной оболочкой такую подмотку выполняют только на ступени брони, а ступень оболочки после ее обезжиривания покрывают клеем марки ПЭД-Б с введенным в него отвердителем.
Заливку эпоксидным компаундом производят в специальные формы (табл. 9).
Таблица 9
Размеры форм для отливки эпоксидных соединительных муфт на контрольных кабелях с резиновой или пластмассовой изоляцией
| Сечение жил в мм2 при их количестве | Размеры форм в мм2 | ||||
Типоразмер муфты | 4-10 | 14-19 | 20—37 | длина | диаметр | расстояние от жилы до наружной поверхности муфты, не менее |
МЭ-2 | До 6 |
|
| 400 | 50 | 3 |
МЭ-3 | — | До 2,5 | — | 440 | 75 | 3 |
МЭ-4 | — | — | До 2,5 | 510 | 80 | 5 |
Внутренние стенки металлической формы предварительно обмазывают тонким слоем какой-либо разделительной обмазки (тавот, трансформаторное масло и т. п.) для обеспечения последующего снятия формы. Форму из пластмассы не нужно смазывать.