Анализ работы паропроводов показывает, что больше всего повреждаются сварные соединения литых корпусных деталей (арматура, тройники, клапаны) из хромомолибденованадиевой стали. Характерны повреждения околошовной зоны (после 10—15 тыс. ч эксплуатации) и разупрочненного участка зоны термического влияния (ЗТВ) основного металла, расположенного на расстоянии 3—5 мм от линии сплавления (после 50—70 тыс. ч эксплуатации) .
Установлено, что трещины по околошовной зоне (зоне перегрева) развиваются по границам первичных зерен и, как правило, берут начало от концентраторов напряжений: вершины углового шва, подреза, непровара или шлакового включения. Причины возникновения такого вида повреждений — низкие пластические свойства металла околошовной зоны, нарушения режимов термической обработки и значительные изгибающие напряжения при работе паропровода.
Разрушение мягкой прослойки связано с резким снижением прочностных свойств металла в зоне термического влияния. Находясь в условиях объемного напряженного состояния, мягкая прослойка в процессе длительной эксплуатации склонна к хрупкому разрушению. Мягкая прослойка возникает при сварке в процессе нагрева участка зоны термического влияния в межкритическом интервале температур, в результате чего происходит обеднение твердого раствора легирующими элементами. Уменьшение предела прочности мягкой прослойки может достигать 50% по сравнению с уменьшением прочности основного металла.
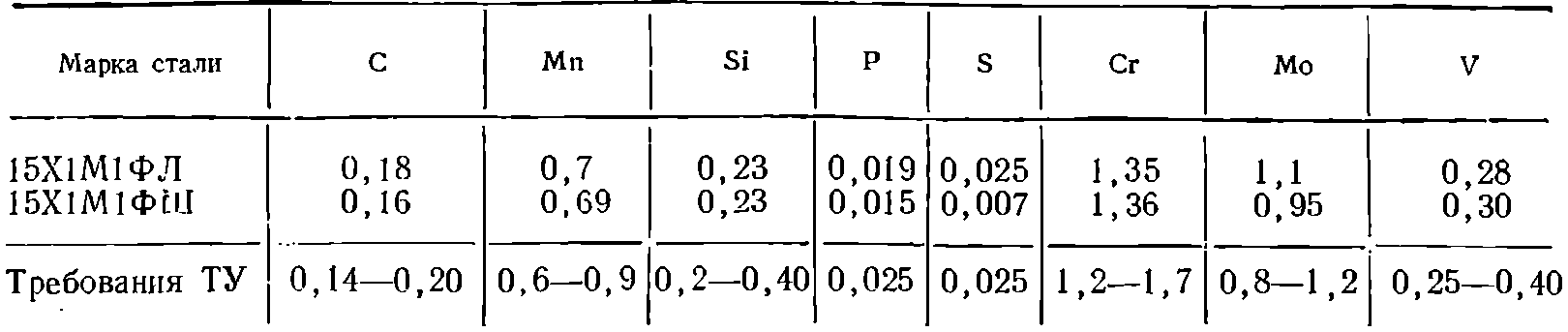
Химический состав, %, сталей 15Х1М1ФЛ и 15Х1М1ФШ
Т а блица 7-3
Содержание неметаллических включений в ста лях 15Х1М1ФШ и 15Х1М1ФЛ

Были проведены исследования, направленные на повышение надежности сварных соединений литых деталей паропроводов мощных энергоблоков. Основная идея заключалась в применении стали повышенной частоты (рафинированного состава) с высокой пластичностью при сохранении необходимых жаропрочных свойств. С этой целью была выбрана сталь 15Х1М1ФШ (электрошлакового литья ЭШЛ), которую сопоставляли со сталью 15Х1М1ФЛ (обычного литья) (табл. 7-2 и 7-3). Основное внимание при исследовании уделялось изучению свойств околошовной зоны — потенциального очага хрупкого разрушения сварной конструкции, при этом исследовались механические свойства, вязкость разрушения и малоцикловая усталость. Испытанию подвергались образцы, моделированные по термическому циклу сварки, и образцы, вырезанные из реальных сварных соединений. Сварные кольцевые швы труб диаметром 245X45 мм (длина свариваемых патрубков по 150 мм) из сталей 15Х1М1ФЛ и 15Х1М1ФШ сваривались ручной дуговой сваркой электродами ЦЛ-20М с погонной энергией 8—10 ккал/см и подвергались отпуску согласно [7-2] при 720—740°С в течение 3 ч.
Механические свойства околошовной зоны определялись путем испытания моделированных образцов, поскольку в реальном сварном соединении эту задачу решить чрезвычайно сложно из-за ограниченной ширины околошовной зоны (десятые доли миллиметра). Моделирование околошовной зоны по задаваемому термическому циклу сварки проводилось путем нагрева на установке ИМЕТ—ЦНИИЧЕРМЕТ образцов цилиндрической формы диаметром 15 и длиной 80 мм до 1300°С и последующего охлаждения в струе воздуха со скоростью 10—12°С ниже Лсэ. Затем часть образцов подвергали термической обработке по режиму, соответствующему термической обработке реальных сварных соединений.
Как показали результаты испытаний (табл. 7-4), пластические свойства, а следовательно, и деформационная способность околошовной зоны сварных соединений стали 15Х1М1ФШ в 2 раза выше, чем 15Х1М1ФЛ.
Таблица 7-4
Механические свойства металлла околошовной зоны

Для изучения сопротивления сварных соединений хрупкому разрушению применялся метод определения критической температуры хрупкости при ударном изгибе. За критерий критической температуры хрупкости (хр принимали 50% вязкой составляющей в изломе образца. Было установлено, что (хр околошовной зоны литого электрошлакового металла соответствует 10°С, а околошовной зоны металла обычной выплавки 35°С.
Для количественной оценки хрупкой прочности сварных соединений использовался критерий механики разрушения — критическое раскрытие трещины. Испытаниям подвергались образцы 15χ15χ Х150 мм с надрезом в околошовной зоне, острота которых приближалась к критической (г=0,03 мм). Образцы испытывали на трехточечный статический изгиб при 20°С и скорости нагружения 1 мм/мин.
Критическое раскрытие трещины определяли прямым измерением на инструментальном микроскопе УИМ-21 как разность замеров в надрезе до и после испытаний, а также путем расчета по формуле Форда [7-5]. Результаты испытаний показали, что критическое раскрытие трещины в металле электрошлаковой выплавки в 1,5 раза выше, чем в металле обычной выплавки, и составляет соответственно 0,63 и 0,46 мм. Это указывает на более высокую сопротивляемость хрупким разрушениям сварных соединений стали 15Х1М1ФШ по сравнению с 15Х1М1ФЛ.
Исследование малоцикловой усталости сварных соединений выполнялось на специально разработанном стенде, позволяющем проводить испытания но режиму «жесткого» нагружения (e0=const) при чистом изгибе с изменением частоты от 2 до 60 циклов/ч с обеспечением четырехточечного симметричного изгиба образца при «пилообразном» и «трапецеобразном» циклах нагружения. При испытаниях по пилообразному циклу оценивалось влияние скорости нагружения па долговечность, а по трапецеобразиому — влияние выдержек при нагружении.
Испытания проводились при 565“С на образцах цилиндрической формы с кольце- ным надрезом в околошовной зоне. Надрез использовался для оценки долговечности околошовной зоны и установления влияния концентраторов.
Из полученных результатов (рис. 7-8) видно, что сопротивление малоцикловой усталости околошовной зоны сварных соединений стали 15Х1М1ФШ при любом цикле нагружения в 1,5—2 раза выше, чем 15Х1М1ФЛ.
При переходе с «пилообразного» на «трапецеобразпый» цикл нагружения, т. е. с частоты 60 на 2 цикла/ч, отмечалось общее снижение долговечности металла. Это объясняется тем, что с ростом продолжительности выдержки цикла при высокой температуре повреждаемость металла увеличивается уже за счет двух факторов: усталости и ползучести.
Проведенный комплекс исследований показал перспективность применения для корпусных изделий паропроводов хромомолибденованадиевой стали электрошлаковой выплавки (15Х1М1ФШ). Эта сталь существенно повышает работоспособность сварных соединений, предупреждая хрупкое повреждение околошовной зоны при наиболее неблагоприятных условиях работы (статического изгиба и малоцикловой усталости при наличии концентратора напряжений).
Корпуса опытно-промышленных задвижек из стали 15Х1М1ФШ со сварными соединениями успешно эксплуатируются в теплоэнергетике.

Рис. 7-8. Малоцикловая усталость сварных соединений сталей 15Х1М1ФШ и 15Х1М1ФЛ. X, □ — околошовная зона сталей соответственно 15Х1М1ФШ и 15Х1М1ФЛ для F=60 цкклов/ч; то же для F= 2 цикла/ч.