- Основы технологии
Газ на выходе из реактора содержит около 80% N2, менее С,5% О2 и около 19,75% кислых составляющих, таких, как СО2, NO2, SO3, SO2. Кислые примеси можно удалять из топочных газов путем их промывки водой или щелочными растворами. В целях интенсификации процессов промывки необходимо создать условия для хорошего смешения газов с жидкостью. Простым и надежным устройством для этого может служить газожидкостный эжектор.
Процессы массообмена при переходе кислых примесей из газа в воду подчиняются закону Генри, но с дополнительным протеканием химической реакции нейтрализации. Эжектор обеспечивает заданное соотношение смешиваемых объемов газа и воды. Процесс удаления кислых примесей (на примере СО2) протекает в несколько стадий: диффузия СО2 из объема газов и поверхности раздела фаз, растворение в воде углекислого газа, образование угольной кислоты, реакция между угольной кислотой и щелочью, отвод продуктов реакции от поверхности раздела. Стадией, контролирующей скорость процесса, является диффузия СО2, которая продолжается до тех пор, пока не установится равновесное состояние и газ не распределится между средами в соответствии с законом Генри.
Рассмотрим случай удаления углекислоты из дымовых газов при промывке их водой, т. е. без учета химической реакции нейтрализации, способствующей более глубокой очистке газов.
При смешении газа, содержащего углекислоту, с водой углекислота диффундирует из газа в воду до тех пор. пока не установится равновесное состояние и углекислота не распределится в соответствии с законом растворимости
![]()
(3.23)

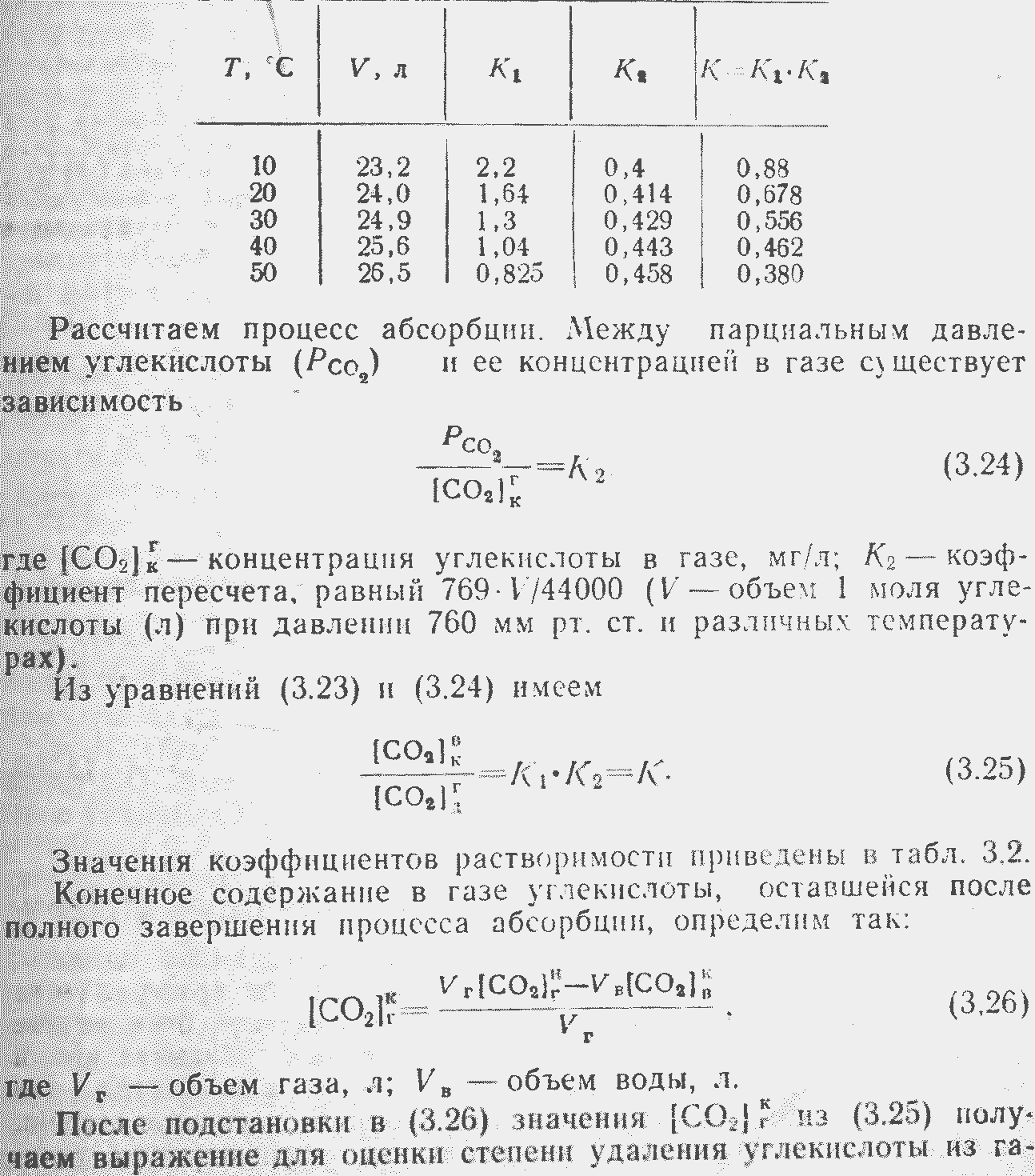
Таблица 3.2.
Значение коэффициентов растворимости при различной температуре
газа. (3.27).
Видно, что степень удаления углекислоты определяется соотношением объемов воды и газа, а также зависит от температуры. Так, при равных объемах воды и газа, а также температуре 40 °C степень удаления 1,46.
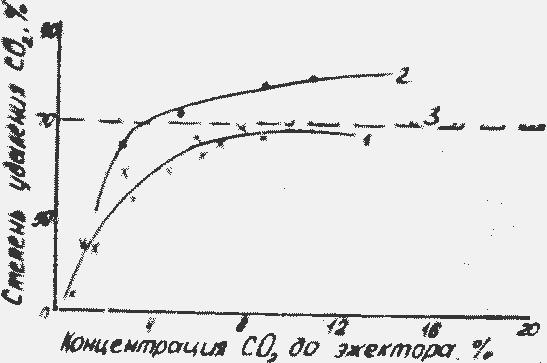
Рис. 3.4. Зависимость очистки газа водой от СО2 при прямоточной схеме с коэффициентами эжекции 0,84 (1), 0,416 (2) и расчетной степени удаления СО2 при 5 °C и коэффициенте эжекции 0,84 (3)
Исследуем закономерности промывки газов водопроводной водой по прямоточной схеме. На основании материального баланса процесса очистки газа при прямоточной схеме получаем
температуры. На основании этого можно сделать следующие выводы: степень очистки газа от углекислоты зависит от коэффициента эжекции и температуры; соотношение предполагает бесконечное время контакта газа и воды, однако в реальных условиях время контакта — величина конкретная и составляет, как правило, секунды; при увеличении коэффициента эжекции величина степени очистки газа уменьшается; при снижении концентрации углекислоты степень очистки уменьшается. Приведенная на рис. 3.4 зависимость показывает, что полное удаление углекислоты из газа водой практически неосуществимо.
Степень удаления углекислоты водой может быть несколько увеличена путем роста соотношения объемов воды и газа, однако это экономически нецелесообразно и не приводит к полному удалению углекислоты из газа. Таким образом, надежного и глубокого удаления углекислоты из газов можно достичь только при использовании щелочных растворов. В щелочном растворе параллельно с абсорбцией протекает реакция нейтрализации, что резко сдвигает равновесие в сторону глубокого удаления углекислоты. Полнота удаления СО2 содовым раствором из топочных газов зависит от соотношения Nа2СО3/СО2 (экв. ед.) и температуры раствора. Так, СО2 при коэффициенте эжекции 1 соотношение концентраций реагирующих веществ Na2CO3/CO2 для полного удаления СО2 из газа должно быть более 1000. При меньшем соотношении концентраций в газе после разделения со щелочным раствором появляется свободная СО2. Это граничное соотношение концентраций Nа2СО3/СО2 может уменьшиться при увеличении коэффициента эжекции. Однако при этом эжектор начинает работать в «транспортном режиме» и смешение газа с водой ухудшается. Расчет для топочных газов с содержанием углекислоты, равном 18%, и коэффициенте эжекции, близком 1, показывает, что концентрация содового раствора для полного связывания СО2 должна быть нс менее 20%.
В то же время даже при соотношении эквивалентных концентраций раствора щелочи NaOH и углекислоты в газе перед эжектором не менее 5 достигается полное удаление СО2 из газа. Минимальная концентрация щелочи при этом около 0,08%. Поэтому кислые составляющие удаляются при щелочных растворах. Для абсорбции углекислоты из газа используют щелочь концентрацией от 0,4 до 16% NaOH. При этом время реакции не более 210 3 с, время диффузии СО2 больше этой величины и является определяющим в процессе удаления СО2 из газа. Время диффузии может изменяться от 0,01 до 0,1 с. Химическая абсорбция СО2 не происходит в режиме мгновенной реакции. Реакция имеет конечные скорости. В щелочной воде [10]

Реакция (3.30) второго порядка, т. е. ее скорость пропорциональна концентрации СО2 и ОН-ионам. Реакция (3.31) первого порядка. В любом растворе при pH более 10 скорость взаимодействия СО2 по (3.30) выше скорости взаимодействия, согласно (3.31), более чем в 30 раз. Следовательно, для pH более 10 (3.31), не существенна при определении суммарной скорости процесса, В растворах щелочи за реакцией (3.30) мгновенно следует
![]()
Следовательно, общее уравнение принимает вид
![]()
т. е. стехиометрически два иона ОН- взаимодействуют с одной молекулой СО2. Значение коэффициента диффузии иона ОН- по опытным данным в 1,7—2,1 раза выше, чем для молекулы СО2.
Таким образом, технологически оправдано и эффективно для удаления СО2 и других кислых примесей использовать щелочные растворы, полно очищающие газы.
Промывка газов щелочной водой заключается в удалении кислых составляющих (СО2, SO2), а также содержащихся в незначительном количестве SO3 и NO2. При этом основные исходные реакции
Следовательно, на 44 мас. части СО2 или 64 мас. части SO2 расходуется 80 мас. частей NaOH. Стехиометрический расход 100% NaOH для нейтрализации кислых примесей из газов после реактора соответственно составит (г/м3) для СО2 667, SO2 36,6, а в сумме 703,6. Удаление кислых составляющих для получения 100м3 азота потребует 88,1 кг 100% NaOH, если учесть, что в условиях работы установки не удается достичь теоретических соотношений, поэтому расход щелочи еще выше. Источник получения щелочи на электростанции, работающей с восполнением питательной воды химически обессоленной водой, с учетом потребности электростанций в азоте не ограничен.
Анализ работы химводоочистки (ХВО) одной из ТЭЦ Казахстана, где обессоливающая установка работает по схеме цепочек, показал, что хвостовые регенерационные и отмывочные воды в среднем содержат около 0,8% свободного едкого натра, а за одну регенерацию их освобождается до 140 м3, или 1,12 г 100% NaOH, При проектной производительности ХВО, равной 360 м3/ч обессоленной воды, ежемесячно проводится до 42 регенераций цепочек с общим количеством в сбросных щелочных водах около 47 т 100% NaOH, или 565 т 100% NaOH в год. В связи с тем, что нейтрализующие свойства отмывочных щелочных вод после их использования для удаления углекислоты из топочных газов практически не меняются по отношению к сильным кислотам, все сбрасываемые с ХВО воды перед подачей их в баки нейтрализации можно применять в схеме получения азота. На действующей установке используется не более 40% находящейся в растворе щелочи при исходной ее концентрации до 1,5%. Учитывая коэффициент использования щелочи из раствора, получаем ![]() = 256000 м3 азота в год.
= 256000 м3 азота в год.
Анализ работы ХВО ТЭЦ, где обессоливающая установка работает по схеме двухступенчатого обессоливания при обычной компоновке (без цепочек), показал, что среднегодовое количество сбрасываемых щелочных вод при производительности химводоочистки 150м3/ч составляет более 163 т 100% NaOH. Таким образом, на ТЭЦ можно получить около 74000 м3 азота в год.
3.3.2. Конструкция и расчет эжектора
Расчет эжектора выполняли на основании методики для водовоздушного эжектора. Однако формулы расчета для случая смешения топочных газов и щелочного раствора значительно отличаются от расчета водовоздушного эжектора. В эжекторе кислые составляющие смешиваемого газа реагируют со щелочной водой, создавая дополнительное разряжение. При этом объем газоводяной смеси на выходе из эжектора, приведенный к нормальным условиям, меньше суммы объемов газов и щелочного раствора на входе в эжектор. Ряд коэффициентов, принятых в расчете, определен опытным путем при эксплуатации эжекторов. В установке по получению азота из топочных газов эжектор — один из основных аппаратов, обеспечивающих отбор газов из топки, пропуск их через реактор и зольник, интенсивное смешение газов со щелочной водой и сжатие получаемого газа до давления 0,07 МПа. Работа эжектора обеспечивается подачей в него щелочной воды циркуляционным насосом. В удлиненной камере смешения происходит интенсивное перемешивание газов и щелочной воды, при этом из газа удаляются кислые составляющие.
Для подачи эжектирующей воды устанавливаются специальные или используются ранее смонтированные насосы. Эффективность и скорость процесса очистки газа по реакциям (3.34), (3.35) определяется многими факторами, главные из которых следующие: соотношение газ/вода в эжекторе, время контакта газа с водой в камере смешения, поверхность контакта смеси газ/вода, избыток щелочи над стехиометрическим соотношением NaOH/CO2 на входе в эжектор, температура газожидкостной смеси.
Примем, что соотношение объемов засасываемого газа и воды в эжекторе равно 1. Тогда при производительности установки по азоту, равной QN2, получаем объем топочных газов перед эжектором
![]() (3.36)
(3.36)
где αкг — доля углекислоты и других кислых примесей в топочном газе перед эжектором. Примем αкг = 0,2. Основным параметром, определяющим работу эжектора, является отношение площадей сечения f3/f1. Для обеспечения заданного коэффициента эжекции и максимального давления водогазовой смеси на выходе из эжектора это отношение равно
![]()
где Рр и Рс — соответственно давление (МПа) эжектирующей воды перед эжектором и газожидкостной смеси, преодолеваемое эжектором.
Для эжектора азотной установки примем оптимальное значение
![]()
откуда Pp = 3,5хPc.
Давление газоводяной смеси на выходе из эжектора (Рс) равно сумме гидравлического сопротивления камеры смешения ∆Ркс и избыточного давления газа Рг после разделения газоводяной смеси в десорбере. Эжектор устанавливается горизонтально, поэтому геометрический подъем от оси эжектора до выхода газоводяной смеси в десорбер не учитывается.
где ε — коэффициент местных сопротивлений трубопроводов, среднее ε = 0,04; λ — коэффициент гидравлического сопротивления трения трубопровода, среднее значение λ для трубопроводов диаметром от 100 до 370 мм от 0,03 до 0,024; Vкс — характерная скорости потока в камере смешения (м/с), 3-5 м/с; lкс, dкc — соответственно длина и диаметр камеры смешения, м.
Размеры камеры смешения выбираются исходя из необходимого времени контакта газоводяной смеси. Учитывая сравнительно низкую рабочую концентрацию щелочи в установке (до 1,5%) и возможное разделение газожидкостной смеси в камере смешения, время контакта не менее 3 с. Диаметр камеры смешения определяется из соотношений
Требуемую длину камеры смешения находим по уравнению
![]()
где 3 — время контакта; Vтр — объем 1 погонного метра камеры смешения. Длина камеры смешения от 5 до 15 м. Рабочее давление воды перед эжектором определим по формуле (3.38). Для обеспечения надежной и устойчивой работы эжектора давление эжектирующей воды должно быть не менее 1,8 Рр. На это давление и необходимый расход эжектирующей воды подбирается соответствующий циркуляционный насос.
Определим диаметр сопла d1 (мм):
и принимаем по ближайшему значению внутреннего диаметра труб согласно ГОСТу. Диаметр рабочего сопла уточним по формуле
![]()
и округлим до целых цифр в меньшую сторону.
При окончательном выборе размеров эжектора необходимо учитывать изменение характера его работы при различных размерах и параметрах. Увеличение температуры рабочей среды, в частности щелочного раствора, незначительно влияет на коэффициент эжекции и существенно увеличивает давление всасывания газа Рн. При возрастании массового расхода газа (Gв) увеличивается Рн и давление газожидкостной смеси после эжектора Pс. При повышении температуры Gв уменьшается. Объемный расход газа растет при увеличении диаметра сопла d1. Чем меньше длина камеры смешения l3, тем уже предел изменения Рс, а при l3 = 0 коэффициент эжекции уменьшается. При повышении рабочего давления эжектирующей воды Рр перед эжектором увеличивается скорость истечения жидкости через сопло, следовательно, растет разрежение в камере смешения и расход газа на эжектор.
Расстояние от конца сопла до начала камеры смешения lснеобходимо выдержать, чтобы уже в приемной камере кислые составляющие частично нейтрализовались в струе щелочной воды. Увеличение расстояния lс может привести к снижению надежности работы эжектора из-за возможного смещения струи жидкости от центра смесительной к стенке приемной камеры. Увеличение давления газожидкостной смеси за эжектором (Рс) выше определенной предельной величины может привести к срыву работы эжектора. С уменьшением Рс существенно растет объем засасываемого газа.
Низконапорные эжекторы имеют большее по сравнению с высоконапорными отношение площадей камеры смешения и выходного сечения рабочего сопла ![]() Однако, чем больше
Однако, чем больше ![]() , тем менее устойчива работа эжектора. Если газожидкостная струя не касается стенок камеры смешения, то коэффициент эжекции U0 разный при одном и том же отношении
, тем менее устойчива работа эжектора. Если газожидкостная струя не касается стенок камеры смешения, то коэффициент эжекции U0 разный при одном и том же отношении ![]() , При уменьшении
, При уменьшении ![]() эжектор развивает большую степень сжатия, т. е. большее Рс, но при этом уменьшается коэффициент эжекции U0. Объемный коэффициент эжекции U0 уменьшается на 3—7% при уменьшении l3 от расчетного до 0. При постоянном Рр он увеличивается, если на струе жидкости в результате химического взаимодействия удаляется часть объема газа.
эжектор развивает большую степень сжатия, т. е. большее Рс, но при этом уменьшается коэффициент эжекции U0. Объемный коэффициент эжекции U0 уменьшается на 3—7% при уменьшении l3 от расчетного до 0. При постоянном Рр он увеличивается, если на струе жидкости в результате химического взаимодействия удаляется часть объема газа.
Рассчитаем эжектор. Для этого примем исходные данные:
диаметр смесительной камеры принимаем по ближайшему меньшему значению внутреннего диаметра труб, согласно ГОСТу 8734—75, 100 мм. Диаметр рабочего сопла (мм) составляет
![]()
(3.50)
Таким образом, при давлении щелочной воды перед эжектором Рр = 3,0—4,5 кгс/см2 и скорости истечения воды 16 м/с расход воды 100 м3/ч будет осуществлен через сопло диаметром 38 мм.
Конструкция и расчет десорбера
Рис. 3.5. Десорбер: 1 — водомерное стекло; 2 — корпус десорбера; 3 — перфорированный лист; 4 — загрузка керамических колец; 5 — выход азота; 6 — ремонтный люк; 7 — защитный лист; 8 — трубопровод входа газоводяной смеси; 9 — успокоительная крестовина; 10 — успокоительная решетка; 11 — трубопровод всоса насоса
Десорбер (рис. 3.5) предназначен для разделения газожидкостной смеси, поступающей из эжектора. Поток из эжектора вводится в среднюю часть аппарата, и за счет центробежных сил и резкого снижения скоростей происходит отделение газа. Жидкость с помощью насоса вновь подается на смешение с новыми порциями очищаемого газа. Скорость движения воды в нижней части десорбера не выше 0,015 м/с. Столь малая скорость движения воды выбирается для надежного отделения мелких пузырьков газа от щелочного раствора, так как щелочные растворы склонны к образованию устойчивых эмульсий и пены. Время пребывания в аппарате не менее 100 с. Таким образом, высота слоя воды в аппарате поддерживается на уровне![]() м от места присоединения к десорберу трубопровода всаса насоса. Диаметр десорбера определим по формуле
м от места присоединения к десорберу трубопровода всаса насоса. Диаметр десорбера определим по формуле
![]()
(3.51)
где dдec внутренний диаметр десорбера, м; Qг — номинальная производительность по азоту, м3/ч. Скорость газа в десорбере не должна быть больше скорости движения воды. Для надежного отделения газа и разрушения пены высота газовой части аппарата нс менее 2 м.
Газоводяная смесь поступает в десорбер тангенциально, при этом вода отжимается к стенке аппарата, а выделившийся из нее азот поступает в газовое пространство. Для исключения заброса воды с азотом в десорбере по стенке устанавливается перегородка шириной 1,5 диаметра трубопровода газоводяной смеси.
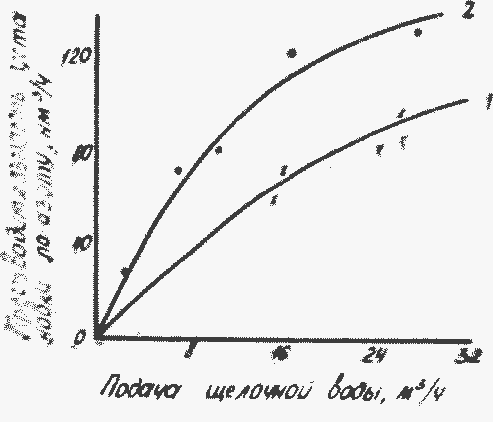
Рис. 3.6. Зависимость расхода щелочной воды при различной нагрузке установки по газу. Концентрация щелочи в воде, поступающей на эжектор, 0,9 % (1) и 1,5% (2) NaOH
Она устанавливается над трубопроводом ввода газоводяной смеси и по центру имеет круглое отверстие для выхода газа. В результате тангенциального ввода газоводяной смеси в десорбер вода в нем находится в постоянном круговом движении и может образовывать в нижней части воронку. При этом возможен периодический захват газа с водой. Для «успокоения» тангенциального кругового движения воды в десорбере в нижней части его устанавливается крестовина. В газовой части десорбера желательны каплеотбойные щитки.
Надежная работа узла очистки от кислых составляющих определяется количеством и концентрацией щелочной воды, поступающей на промывку газов. По результатам опытно-промышленной эксплуатации построен график зависимости расхода щелочной воды различной концентрации для удаления из газа кислых примесей (рис. 3.6). Более полное использование щелочи при удалении кислых составляющих из газов — одна из основных задач при проектировании установки. Приведенные схемные и технологические решения позволяют использовать около 46% NaOH из щелочного раствора, подаваемого в эжектор для нейтрализаций кислых составляющих, при исходной концентрации ее от 0,8 до 1,5% NaOH. Перспективно нейтрализацию кислых примесей из газов выполнять в два этапа: первый — в эжекторе, второй — промывка газа щелочной водой в газовой части десорбера. Промывка может осуществляться в аппарате с установкой разбрызгивающих устройств или хордовой насадки.