Известно, что риск, связанный с ошибками контроля, можно уменьшать за счет использования нескольких методов контроля. Информативные параметры сигналов, получаемых разными методами, как правило, взаимно коррелированны. Задача оптимального примятая решения о дефектности изделий при определении качества несколькими методами рассмотрена в (41]. Предложена методика, позволяющая оценить эффективность различных сочетаний методов неразрушающего контроля и выбрать их комбинацию, обеспечивающую минимальную вероятность недобраковки при наименьших затратах на контроль.
Пусть при контроле изделия различными методами получены результаты измерений x1, х2, ...., которые представим как n-мерный вектор х с коррелированными компонентами. В результате испытаний большой партии изделий получим множество X векторов xεΧ, каждая компонента χt, которых есть случайная величина с нормальным законом распределения.
Множество X разбивается на подмножества Х0 и Х1. для которых принимаются гипотезы H0 и H1, на основании сравнения с порогом отношения правдоподобия, в котором параметры распределений в числителе и знаменателе различны для дефектных и бездефектных изделий. Значения параметров определяют по результатам предварительных исследований партий изделий, как бездефектных, так и дефектных.
Таблица 7.1. Исходные данные для определения правила браковки и ошибок контроля качества кромок керамических цилиндров

Специфика задачи состоит в учете коррелированности параметров, что усложняет ее рассмотрение по сравнению с известными случаями.
В [41] определены последовательность действий и алгоритм расчета на ЭВМ порогов обнаружения и вероятностей ошибок первого и второго рода, которые ввиду их сложности здесь не рассматриваются, и за подробностями отсылаем читателя к первоисточнику.
Покажем лишь эффективность разработанного подхода на примере использования двух взаимосвязанных характеристик при контроле качества цилиндрических изделий методом скатывания. Приведенные ранее данные характеризуют надежность контроля при наличии одного, достаточно заметного скола (выкрашивания). Если таких сколов несколько или имеется протяженное, но неглубокое выкрашивание кромок, акустические импульсы при скатывании не проявляются отчетливо и использование только одного браковочного параметра — числа превышений заданного уровня шума — может не обеспечить необходимой надежности контроля. Уменьшение вероятностей ошибок контроля может быть достигнуто за счет привлечения дополнительной информации — о времени скатывания изделия, которое определяется по длительности шумового процесса, сопровождающего скатывание.
В табл. 7.1 приведены определенные в предварительных испытаниях статистические характеристики регистрируемых параметров х=(N, t); Np и tp — средние значения, полученные для двух выборок изделий из контролируемой партии, состоящих из бездефектных и дефектных образцов; σρ1, σр2 и σρн, σрt—среднеквадратические отклонения параметров соответственно для отдельных дефектных и бездефектных образцов и выборок в целом. В последних двух колонках указаны коэффициенты корреляций между регистрируемыми параметрами, полученные при контроле отдельных изделий и выборок образцов из контролируемой партии. По изложенной методике с использованием критерия Неймана — Пирсона были определены правило браковки, пороговое значение и вероятность пропуска брака.
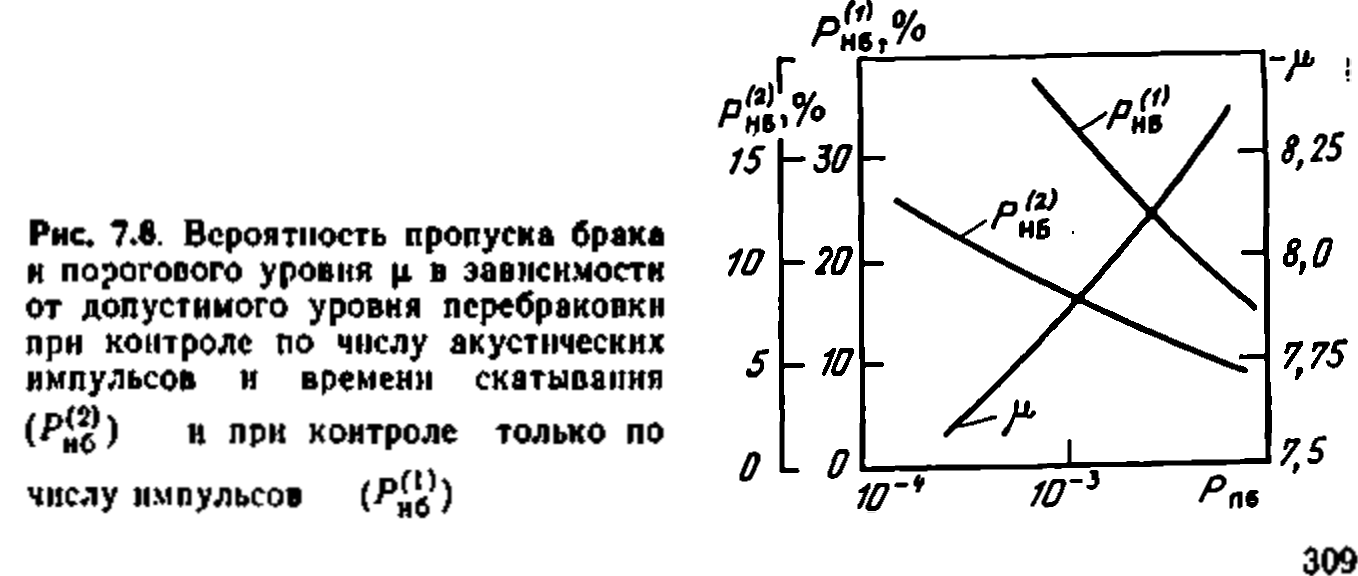
На рис. 7.8 приведены зависимости вероятности пропуска брака и порогового значения μ=1η от вероятности перебраковки, а также изменение вероятности пропуска брака PQ от вероятности перебраковки при разбраковке изделий по данным контроля акустическим методом, т. е. по значению N. Видно, что двухпараметровый контроль позволяет в 3—4 раза уменьшить вероятность пропуска брака.