Целью испытания активной стали статора является проверка отсутствия замыкания между листами и вызванных этими замыканиями перегревов. Испытание дает возможность также определить величину потерь в стали. Если при испытании стали обнаружатся недопустимые перегревы, а удельные потери в стали находятся в норме, то из этого следует, что перегревы имеют местный ограниченный характер, а вся активная сталь находится в удовлетворительном состоянии. Ремонт в таких случаях заключается в устранении местных перегревов.
Если при испытании наряду с чрезмерными местными перегревами (или даже при отсутствии таких) будут установлены завышенные сверх нормы удельные потери, то это означает, что имеет место общее старение активной стали. В этом случае требуется полная перешихтовка и переизолировка активной стали. Полная перешихтовка активной стали может также потребоваться при повреждении изоляции листов стали в результате контактной коррозии.
Удаление местных оплавлений на расточке статора и в пазах.
Перед ремонтом определяют и отмечают мелом границы зоны оплавления и выгорания активной стали. При необходимости демонтируют часть обмотки статора для ремонта стали. Оплавленные места вырубают зубилом, высверливают или выбирают при помощи торцевой фрезы, закрепленной в патроне настольного сверлильного станка, установленного в расточке статора. Поверхность удаленных мест поврежденной стали обрабатывают торцевым наждачным камнем пневматической шлифовальной машинкой. Затем эти места протравливают азотной кислотой плотностью 1,4-2 г/см3. Для этого на сердечник наматывают кабель с целью получения индукции 1,2—1,4 Т. Положение намагничивающей и контрольной обмоток должно обеспечивать свободный доступ для производства работ по травлению поврежденных участков. Приготавливают насыщенный раствор кальцинированной соды. Соду растворяют в воде до полного насыщения при температуре 20—25° С. Подготавливают ватные тампоны на деревянных палочках длиной 200— 250 мм. Количество тампонов определяется площадью, обрабатываемой кислотой.
Все незащищенные участки сердечника в зоне работы с кислотой обезжиривают бензином и покрывают лаком ХС-76 или эмалью ХС-710 с целью защиты активной стали статора от воздействия случайно попавшей азотной кислоты.
Продувают сердечник сжатым воздухом и обезжиривают зачищенные места спиртом. Включают намагничивающую обмотку, доводят температуру поврежденных участков до 75—105°С и отключают обмотку. Протравливают поврежденные участки ватным тампоном, смоченным в азотной кислоте, при этом:
а) следят, чтобы кислота не растекалась по активной стали за пределы подготовленных участков;
б) при обработке активной стали азотной кислотой происходит активная химическая реакция с образованием солей азотнокислого железа и выделением водорода. Образуемая соль затрудняет травление, поэтому после пяти-шестиразовой обработки кислотой одного и того же участка протирают ее влажным тампоном или салфеткой, смоченной в воде, удалив образовавшуюся соль;
в) во время промывки травленых участков осматривают через лупу изоляционную лаковую пленку между отдельными листами. Пленка должна просматриваться сплошными черными линиями, что определяет окончание травления;
г) если во время очередной промывки и осмотра изоляционная полоска между листами будет прерывиста, травление необходимо продолжить;
д) вся работа по обработке кислотой поврежденных участков должна производиться как можно быстрее, так как понижение температуры стали приводит к ослаблению химической реакции;
е) при понижении температуры ниже 55° С травление прекращается. Для продолжения травления поврежденные участки необходимо нагреть повторно;
ж) при большой площади повреждения активной стали травление производят отдельными участками с повторным нагревом перед обработкой каждого участка;
з) при повторных нагревах контролируют местные нагревы на ранее обработанных травлением участках.
При ремонте стали с уложенной обмоткой после зачистки перед началом травления все щели, отверстия и пазы, в которые кислота может проникнуть на изоляцию обмотки, тщательно закрывают шпаклевкой ЛШ-1 или ЛШ-2, дают высохнуть, после чего покрывают эмалью ХС-710 или лаком ХС-76.
После окончания процесса травления промывают водой все подвергшиеся действию кислоты участки с помощью влажных тампонов в 4—5 приемов, меняя их каждый раз. Промывают и нейтрализуют от кислотных остатков участки сердечника раствором кальцинированной соды. Нейтрализацию производят путем обтирки травленых мест тампонами, смоченными в содовом растворе. Повторяют промывку водой, насухо протирают промытые участки чистыми салфетками и промывают спиртом. После этого производят испытание активной стали на нагрев и покрывают исправленные участки лаком БТ-99. На место удаленной части зубца устанавливают заполнитель из стеклотекстолита. Заполнитель имеет форму и размеры удаленной Части зубца. Перед установкой заполнитель тщательно подгоняют по месту, чтобы он плотно лежал между обмоткой и сталью. Какого-либо специального крепления заполнителя не требуется, так как клинообразная форма препятствует выпадению его из обмотки. Кроме того, пазовые клинья создают дополнительное крепление заполнителя. Установку заполнителя производят на эпоксидном компаунде холодного отверждения. Для более плотной установки заполнителя, а также для предупреждения ослабления прессовки стали зубца рекомендуется устанавливать заполнитель, состоящий из трех частей.

Рис. 1. Установка составного стеклотекстолитового заполнителя.
1 — зубец; 2 — клип: 3 — вставки.
Если поврежденный участок стали небольшой и находится в пазу, то для предотвращения вспучивания изоляции секций вырубленная полость заполняется эпоксидным компаундом, приготовленным согласно рекомендациям.
Устранение местных перегревов активной стали.
Если имеется замыкание листов активной стали на небольшой площади и глубине, то ремонт этого участка производят установкой слюдяных прокладок на лаке ГФ-95 или изолировкой жидким раствором лака ЕТ-99. Листы зубцов разводят специально заточенными узкими и тонкими стальными полосами необходимой длины. При поверхностных повреждениях стали, вызванных, например, задеванием ротора за статор, обрабатывают эти места шлифовальной машинкой. Зачищают поврежденную поверхность вдоль листов стали. После этого поверхность протравливают кислотой.
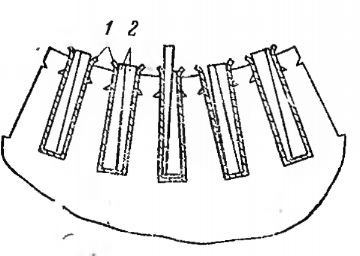
Рис. 2. Рихтовка крайних зубцов стали статора.
1 — Электрокартон; 2 — клинья встречные стальные.
Исправляют положения крайних зубцов, деформированных, например, при задевании ротора, при помощи стальных клиньев. Подорванные у корня зубцов лепестки стали удаляют, а оставшиеся рихтуют (рис. 2).