Широко применявшиеся до недавнего времени методы электродуговой и газовой сварки труб поверхностей нагрева с ростом параметров пара не могли обеспечить достаточно высокого качества сварных соединений. Вследствие высокого процента брака сварных соединений, выполненных этими методами (4—5%), и частых остановов мощных энергетических блоков из-за нарушения в процессе эксплуатации плотности сварных соединений повышение качества сварки стыков труб поверхностей нагрева стало исключительно актуальным.
В связи с этим в Центроэнергомонтаже была разработана технология сварки стыков труб поверхностей нагрева с применением аргонодугового способа, обеспечивающая получение полного провара корня шва с хорошим формированием во всех пространственных положениях, повышенную сплошность металла шва и высокий уровень прочностных и пластических свойств сварного соединения.
В 1965 г. эта технология была внедрена впервые в теплоэнергетике на ТЭЦ № II Мосэнерго, Ярославской ТЭЦ № 3 и Конаковской ГРЭС, а в последующие годы стала основным методом ручной сварки труб поверхностей нагрева в монтажных и заводских условиях. В Центроэнергомонтаже этим прогрессивным способом практически свариваются все монтажные стыки котлоагрегатов высокого давления и значительная часть стыков котлоагрегатов низкого и среднего давления, что позволяет сократить брак в сварных соединениях, выявляемый по результатам физических методов контроля, в пять раз и значительно повысить эксплуатационную надежность сварных соединений.

Рис. 6-4. Аргонодуговая сварка труб поверхностей нагрева.
Обработка концов труб под аргонодуговую сварку не отличается от общепринятой V-образной разделки кромок. Стыки собирают с помощью центровочных приспособлений с зазором 1—2 мм и фиксируют в одном или двух местах прихватками, выполняемыми аргонодуговой сваркой с присадочной проволокой марки Св-08Г2С или Св-08ХМФ (Св-08ХГСМФ) в зависимости от марки свариваемой стали. Аргонодуговая сварка корневого слоя выполняется с применением присадочной проволоки тех же марок. Аргонодуговой сваркой можно выполнять не только корневой слой, но и все сечение стыка, однако опыт, накопленный в Центроэнергомонтаже, показал, что сварку труб поверхностей нагрева целесообразно выполнять комбинированным способом, при котором корневой слой сваривается аргонодуговым способом, а последующие — электродуговым.
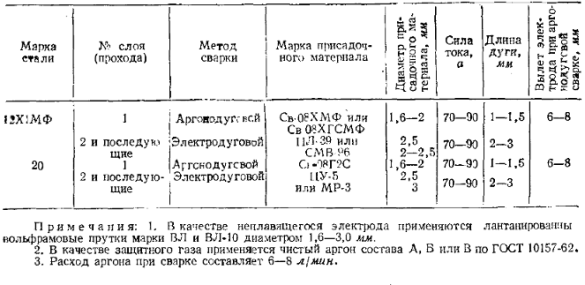
Таблица 6-1
Режимы комбинированной сварки стыков труб поверхностей нагрева
По сравнению с комбинированным способом при аргонодуговой сварке всего сечения труб с толщиной более 4 мм производительность труда сварщика значительно ниже, так, например, время сварки одного стыка труб диаметром 32X5 мм при аргонодуговой сварке—13 мин, а при комбинированной — 6 мин. Кроме того, при аргонодуговой сварке всего сечения требуется обеспечение более надежной газовой защиты, что вызывает определенные трудности при сварке труднодоступных стыков (рис. 6-4) (необходимость более высокой квалификации сварщика, более надежная защита от сквозняков и др.).
Режимы комбинированной сварки труб поверхностей нагрева приведены в табл. 6-1.
Как правило, сварщик, выполняющий аргонодуговую сварку корневого слоя, производит и электродуговую сварку последующих проходов. Поэтому высококвалифицированные сварщики, выполняющие электродуговую сварку труб поверхностей нагрева, были обучены и аргонодуговой сварке этих труб.
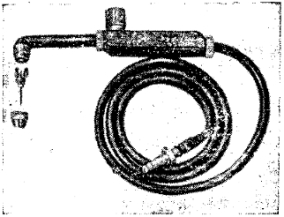
Рис. 6-5. Горелка МАГ-3.
Успешному внедрению аргонодуговой сварки труб поверхностей нагрева безусловно способствовала созданная в Центроэнергомонтаже специально для этих работ малогабаритная горелка МАГ-3 (рис. 6-5). Стандартные горелки (АР-3, ЭЗР-3-58 и др.), выпускаемые промышленностью, не позволяют из-за больших габаритов выполнять сварку труднодоступных стыков труб поверхностей нагрева. В отличие от стандартных горелка МАГ-3 имеет значительно меньшую высоту головки, что очень важно при сварке в стесненных условиях. Горелка рассчитана на длительную работу при токе до 110 а.
Технология аргонодуговой и комбинированной сварки, разработанная для стыков труб поверхностей нагрева, в последующие годы получила применение при сварке дренажных трубопроводов и трубопроводов КИП высокого давления, что способствовало повышению их эксплуатационной надежности и позволило сократить объемы применения газовой сварки.