МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ - КРАСНЫЙ КОТЕЛЬЩИК
утверждаю
Главный инженер ПО "Красный котельщик"
Г.И. ЛЕВЧЕНКО
16 мая 1984 г.
ИНСТРУКЦИЯ ПО МОНТАЖУ И РЕМОНТУ МЕМБРАННОГО УПЛОТНЕНИЯ ФЛАНЦЕВОГО РАЗЪЕМА ПОДОГРЕВАТЕЛЕЙ ВЫСОКОГО ДАВЛЕНИЯ
08.0302.282 РА
СЛУЖБА ПЕРЕДОВОГО ОПЫТА И ИНФОРМАЦИИ СОЮЗТЕХЭНЕРГО
Москва.
1985
РУКОВОДИТЕЛЯМ ГЛАВНЫХ ПРОИЗВОДСТВЕННЫХ УПРАВЛЕНИЙ ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ, РАЙОННЫХ ЭНЕРГЕТИЧЕСКИХ УПРАВЛЕНИЙ И ПРОИЗВОДСТВЕННЫХ ЭНЕРГЕТИЧЕСКИХ ОБЪЕДИНЕНИЙ, МИНИСТЕРСТВ ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ УКРАИНСКОЙ ССР, КАЗАХСКОЙ ССР, УЗБЕКСКОЙ ССР И МОЛДГЛАВЭНЕРГО
Направляем вам для руководства и использования "Инструкцию по монтажу и ремонту мембранного уплотнения фланцевого разъема подогревателей высокого давления", разработанную производственным объединением "Красный котельщик".
Заместитель начальника Главтехуправления
Д.Я. ШАМАРАКОВ
СПО Союзтехэнврго, 1985.
Настоящая Инструкция разработана на основе ранее действовавшей инструкции на установку и эксплуатацию мембранного уплотнения фланцевых соединений и накопленного опыта эксплуатации мембранных уплотнений фланцевых разъемов подогревателей высокого давления (ПВД).
Инструкция распространяется на изготовление, сборку, сварку и ремонт избранного уплотнения фланцевых разъемов ПВД, как на заводе-изготовителе, так и на электростанциях (ТЭС и АЭС).
Инструкция также содержит основные положения по контролю, ведения документации и эксплуатации мембранных уплотнений фланцевых разъемов ПВД.
ОБЩАЯ ЧАСТЬ
Одним из важных элементов конструкции подогревателей высокого давления является фланцевое соединение корпуса с крышкой трубной система. От качества изготовления, монтажа и ремонта мембранного уплотнения фланцевого разъема зависит обеспечения беспротечного режима работы и безопасной эксплуатации ПВД.

Рис.1. Точеное во фланце мембранное уплотнение (тип I) разъемов ПВД энергоблоков мощностью по 200 МВт

Рис.2. Установка плоских мембран фланцевых разъемов ПВД энергоблоков мощностью до 200 МВт (тип. 2)
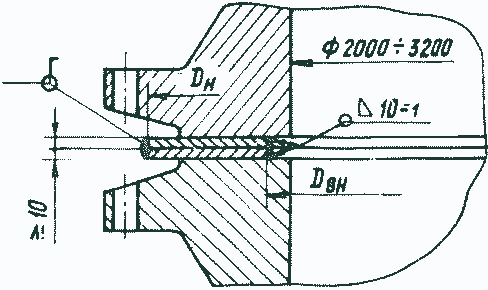
Рис.3. Приварное мембранное уплотнение фланцевых разъемов ПВД энергоблоков мощностью выше 200 МВт (тип 3)
Накопленный опыт эксплуатации ПВД с фланцевыми соединениями, имеющими мембранные уплотнения, показал, что имеются следующие основные конструктивные решения:
- ПВД энергоблоков с докритические начальными параметрами пара перед турбиной мощностью до 200 МВт (ПВ-50, ΠΒ-180, ПВ-250, ПВ-350, ПВ-425, ПВ-450, ПВ-500, ПР-550, ПВ-75 и ПВ-800) имеют точеное во фланце мембранное уплотнение толщиной δ=6 мм (тип I, pис. I). Ремонт после исчерпания точеной мембраны производится с установкой плоских, вырезанных из листа мембран толщиной δ≥6 км (тип.2, рис. 2);
- ПВД энергоблоков на сверхкритические начальные параметры пара перед турбиной мощностью 300, 50б, 800 и 1200 МВт, а также ПВД энергоблоков АЭС- мощностью 440 и 1000 МВт имеет приварные мембраны, вырезанные из листа толщиной δ≥10 мм (тип 3, рис. 3). После ремонта устанавливаются аналогичные мембраны.
Прочность и плотность мембранного соединения обоснованы расчетом. Надежности этого соединения обеспечивается соблюдением технических требований при изготовлении, монтаже, ремонте и эксплуатации ПВД изложенных в настоящей Инструкции.
К выполнение работ по сварке элементов мембранных уплотнения допускаются дипломированные сварщики, аттестованные в соответствии с требованиями "Правил аттестации сварщиков".
Сварщики должны пройти дополнительное обучение применительно к сварке конкретных сварных конструкций мембранного уплотнения.
Сварщики должны быть закреплены на данной операции распоряжением главного инженера как на заводе-изготовителе ПВД, так же на электростанции.
К руководству работами по сборке, сварке и установке мембранных уплотнений и контролю за соблюдением технологии сборки, сварки и качества сварных соединений допускаются инженерно-технические работники, тщательно изучившие настоящую Инструкцию, чертежи, технологические процессы и прошедшие проверку знаний в установленном Правилами Госгортехнадзора СССР порядке.
Состав ИТР, закрепленный для руководства работами по мембранным уплотнениям, должен назначаться распоряжением главного инженера как на заводе-изготовителе ПВД, так и на электростанции.
Инженерно-технические работники, выполняющие руководство работали по мембранным уплотнениям ПВД для АЭС, должны пройти аттестацию в соответствии с требованиями 0П 1513-72 и ПК 1514-72.
Квалификация сварщиков и порядок их допуска к сварке мембранных уплотнений ПВД для АЭС определяются 0П 1513-72 и ПК 1514-72.
Работы по установке, ремонту и эксплуатации мембранного уплотнения фланцевого разъема наиболее ответственных ПВД энергоблоков на сверхкритические начальные параметры пара перед турбинами ТЭС и энергоблоков АЭС должны отражаться в формуляре мембранного уплотнения фланцевого разъема шпилечно-гаечного соединения подогревателя высокого давления (ПВД), который должен прилагаться к паспорту на соответствующий ПВД.
КОНСТРУКЦИИ МЕМБРАННЫХ УПЛОТНЕНИЙ ФЛАНЦЕВЫХ РАЗЪЕМОВ ПВД. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.

2.1. Конструкция мембранного уплотнения по типу I показана на рис.1.
2.1. Конструкция мембранного уплотнения по типу 2 показана на рис. 2.
2.2. Конструкция мембранного уплотнения по типу 3 показана на рис. 3.
2.3. Применение других типов уплотнений производится только по согласованию с заводом-изготовителем ПВД.
2.4. Усик точеной мембраны типа I (см. рис. 1) имеет размер 25 мм, что по опыту работы достаточно на 3-5 разрезов. При уменьшении размера усика до 8-10 мм необходима замена на уплотнение с приварными мембранами типа 2 (см. рис. 2).
2.5. Размеры приварных мембран (рис. 4) рассчитываются следующим образом.
Ширина мембраны должна быть 80 мм. На некоторых ПВД принималась ширина более 80 мм. При производстве ремонтных работ последние, по исчерпанию их работоспособности (уменьшен DΗ, мембрана повреждена), должны заменяться мембранами шириной 80 мм.
Максимальное уменьшение наружного диаметра мембран DH устанавливается в каждом конкретном случае возможностью выполнения сварного соединения мембран между собой в соответствии с техническими требованиями настоящей Инструкции.