Опыт, технология и все другие особенности монтажа котельно-вспомогательного оборудования и тягодутьевых установок достаточно широко и подробно освещены в специальной литературе и информационных материалах. На монтаже регенеративных воздухоподогревателей типа РВП-98, которые являются последней модификацией подобного рода воздухоподогревателей, изготовляемых заводами для парогенераторов производительностью 950 т/ч, стоит остановиться подробнее.
В конце 1970 г. Минэнерго СССР обязало Центроэнергомонтаж включиться в продольный поток по монтажу хвостовой части парогенераторов Ладыжинской ГРЭС. Здесь, на блоке № 1, Центроэнергомонтажу пришлось первым осваивать монтаж головных образцов регенеративных воздухоподогревателей типа РВП-98, выпущенных Таганрогским котельным заводом.
Через год, в IV кв. 1971 г., воздухоподогреватели типа РВП-98 трест монтировал уже па своем монтажном участке, на блоке № 5 Костромской ГРЭС. Сложность монтажа головных образцов РВП-98 заключалась в том, что в отличие от воздухоподогревателей типа РВВ-68, которые проходили на заводе контрольную сборку и обкатку, завод поставлял их на монтаж без проведения этих операций. Большие габариты РВП-98 и необходимость сооружения обкаточного стенда, видимо, затруднили их контрольную сборку на заводе, но это повлекло за собой низкое качество головных образцов РВП-98. Устранение дефектов па первых РВП-98 потребовало много времени, трудозатрат и тормозило начало монтажа
На блоках мощностью 300 МВт с двухкорпусными парогенераторами компоновались воздухоподогреватели ТКЗ типа РВВ-68 и ЗиО типа ВПР-4 в количестве четырех аппаратов на блок.
На моноблоках той же мощности с парогенераторами компонуются по два воздухоподогревателя типа РВП-98. В табл. 2-5 приведены некоторые данные по этим регенеративным воздухоподогревателям.
Таблица 2-5
Техническая характеристика регенеративных воздухоподогревателей для блоков мощностью 300 МВт
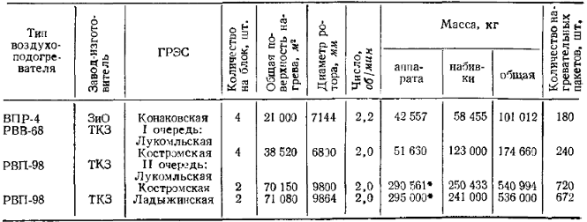
Масса с опорной балкой (38 т).

Рис. 2-30. Собранный блок корпуса РВП-98.
Фундаменты под оборудование хвостовой части парогенератора № 6 на Костромской ГРЭС строителями были предоставлены под монтаж за 2 мес. до пуска блока — 22 апреля 1972 г.
Оставшийся двухмесячный срок на монтаж РВП-98 и всей тягодутьевой установки газомазутного парогенератора типа ТГМП-314 был бы недостаточен, если бы не были созданы предварительно следующие условия:
бригады и линейный персонал имели опыт монтажа РВП-68 на блоках I очереди Костромской ГРЭС и опыт монтажа РВП-98 на блоке № 5;
высокая готовность блоков РВП-98 па сборочной площадке; применение скользящего графика па монтаже хвостовой части котлоагрегата. По этому графику четыре бригады вели монтаж непрерывно все семь дней недели в три смены.
Укрупнительная сборка блоков РВП-98 (рис. 2-30) выполнялась в следующем объеме.
1. Сборка в блоки нижних крышек корпусов аппаратов А и Б.
Сборка нижней крышки с выверкой геометрических размеров и сваркой ее на стенде дает возможность собирать на ней корпус РВП и верхнюю крышку. Такая технология совместной сборки трех основных блоков корпуса РВП по существу является контрольной сборкой и значительно сокращает продолжительность монтажа, так как избавляет в дальнейшем от дополнительных подгоночных работ на монтаже аппарата.
Верхние и нижние крышки собирают в комплекте с воздушными и газовыми патрубками, коллекторами обмывки и обдувочными аппаратами. Масса блока нижней крышки составляет 46 т, общая масса верхней и нижней крышек и корпуса РВП составляет 135 т.
- Ротор, прибывающий на монтажную площадку с завода из четырех поставочных частей и вала, собирается в один блок. Масса полностью собранного с валом ротора составляет 96 т.
Таким образом, на сборочной площадке производилась полная контрольная сборка роторов РВП-98.
Кроме того, на роторах при их сборке были установлены с подгонкой: все полосы и щиты аксиальных уплотнений; все полосы радиальных уплотнений, цевочный обод с. предварительным закреплением.
- Нижняя опорная балка (38 т) собиралась вместе с нижней опорой подшипника. Были проверены все опорные поверхности балки и особенно тщательно — под нижнюю подшипниковую опору; проведена опрессовка (гидравлика) маслоохладителей, промерены микрометром расположенные под опорой сегменты.
- Была произведена контрольная сборка периферийных и центральных уплотнений, их подгонка и регулировка.
- Проведены ревизия и проверка излома плит радиальных и аксиальных уплотнений.
- По временной электрической схеме осуществлена холостая обкатка приводов регенеративных воздухоподогревателей. Во время обкатки были выявлены и устранены все дефекты приводов РВП-98.
После большой подготовительной работы, проведенной на сборочной площадке, по стыковке отдельных узлов между собою, укрупнению поставочных блоков в монтажные и контрольной сборке отдельных блоков в законченные узлы (нижняя опорная балка с подшипниковой опорой, верхняя и нижняя крышки, корпус, ротор) монтаж РВП-98 сводился в основном к такелажным работам, стыковке между собою отдельных блоков и их окончательной выверке. Монтировалось одновременно два аппарата РВП-98. Такой метод монтажа сразу открывает большой фронт работ по монтажу газоводухопроводов и металлоконструкций. Кроме того, в процессе монтажа сокращаются трудозатраты на переоборудование приспособлений на платформах; каждый блок аппарата требует установки своего приспособления, а при параллельном способе ведения монтажа РВП-98 требуется одна установка на аналогичные блоки, так как подача в монтаж оборудования производится поочередно.
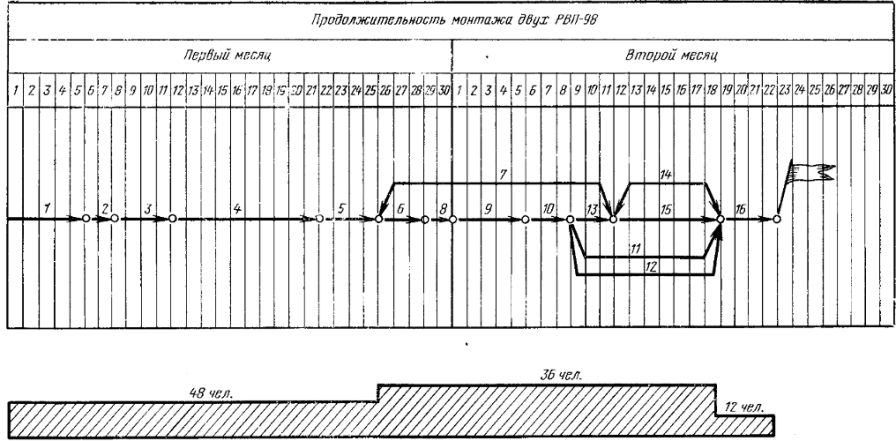
Рис. 2-31. Сетевой график монтажа двух РВП-98 блока № 6 Костромской ГРЭС.
1 — установка закладных частей; 2 — установка опорной балки; 3 — установка нижней крышки; 4 — подливка закладных частей; 5 — монтаж ротора; 6 — набивка холодного слоя; 7 — доделки по ротору и цевочному зацеплению; 8 — установка цевочного зацепления; 9 — установка корпуса РВП; 10 — набивка горячего слоя; 11 — монтаж приводов; 12 — проточка уплотнений; 13 — установка верхней крышки; 14 — монтаж аксиального и радиального уплотнений; 15 — окончательная выверка РВП; 16 — обкатка РВП.
После подгонки постоянных подкладок па них выставляют по осям фундамента и закрепляют опорные плиты под балку.
Технологическая последовательность монтажа ясна из сетевого графика (рис. 2-31), а монтажная характеристика основных тяжеловесных блоков и набивки роторов приведены в табл. 2-6.
Таблица 2-6 Монтажные характеристики РВП-98
Наименование | Количество единиц | Масса, т |
Опорная балка с опорным подшипником, шт. | 1 | 45 |
Нижняя крышка, шт. | 1 | 46 |
Ротор — первая часть, шт. | 1 | 64 |
Ротор — вторая часть, шт. | 2 | 30 |
Пакеты холодного слоя, компл. | 1 | 76,4 |
Корпус, шт. | 1 | 45 |
Пакеты горячих слоев, компл. | 1 | 174,0 |
Верхняя крышка, шт. | 1 | 44 |
Мелкие узлы и детали (мотор, редуктор, | 1 | 16,6 |
гидропривод, площадки и лестницы и др.), компл. |
|
|
Масса узлов, м: |
|
|
РВП с набивкой и опорной балкой |
| 541 |
РВП с опорной балкой без набивки |
| 290,6 |
набивки |
| 250,4 |
монтажных блоков |
| 274,0 |
Коэффициент блочности (без учета нагревательных |
| 0,94 |
элементов) |
|
|
Количество блоков, шт. |
| 7 |
Масса блока, яг: |
|
|
максимальная |
| 64 |
средняя |
| 39,1 |
Продолжительность монтажа РВП-98 на блоках № 5 и 6 Костромской ГРЭС составила в первом случае 60 календарных дней, во втором — 52 дня.
На блоке № 5 работу по монтажу РВП-98 производила бригада, средняя численность которой составила 40 человек. На блоке № 6 средняя численность бригады, с учетом некоторой переработки урочных часов, составила 30 чел. (24 чел. плюс 6 чел. за счет переработки сверхурочных часов).
Бригады работали по аккордным нарядам. Оплата по нарядам производилась с применением коэффициента трудового участия.
Трудозатраты на сборку блоков и монтаж РВП-98 блока № 5 — 4166 чел-дней и блока № 6 — 3576 чел-дней.
Следует отметить наличие в поставленном ТКЗ оборудовании РВП-98 ряда заводских дефектов, на устранение которых на монтажном участке было затрачено: на блоке № 5 — 392 чел- дня, а на блоке № 6 — около 200 чел-дней.