1.6. СТАТИСТИЧЕСКИЕ ИССЛЕДОВАНИЯ РЕЗУЛЬТАТОВ ИСПЫТАНИЯ
Влияние ряда неконтролируемых или неполностью контролируемых факторов, например ступенчатый контроль размеров по предельным калибрам при производстве ЭМ, приводит к разбросу значений одних и тех же параметров ЭМ одной партии или, иначе говоря, разбросу отклонений от их среднего значения. Те ЭМ, для которых эти отклонения превышают допуск Δ, являются браком. Разброс характеризует стабильность производственного процесса и качество технологии.
При выпуске большого числа однотипных электрических машин при неизменной конструкции и технологии производства обработка результатов контрольных испытаний методами математической статистики [1.5; 1.6] позволяет установить число изделий, отнесенное к общему числу изделий партии, для которых могут иметь место определенные отклонения, параметра, и установить требования к качеству технологии, обеспечивающие минимально возможный уровень брака. Кроме того, эти методы позволяют установить минимально необходимый объем контроля, в том числе возможность перехода от сплошного к выборочному, и снизить, тем самым, трудоемкость изделий.
При большом числе изделий (п > 30) отклонение какого-либо контролируемого параметра от среднего значения а = А - Аср может рассматриваться как случайная величина.
Случайные величины характеризуются следующими признаками: средним значением
![]() (1.17)
(1.17)
среднеквадратическим отклонением
 (1.18)
(1.18)
оценивающим вариацию значений параметра А;
законом распределения вероятностей (мы будем в дальнейшем иметь в виду дифференциальную форму этого распределения — закон распределения плотности вероятности), связывающим значение отклонения и вероятность его появления.
Для того чтобы установить, каким законом описывается в конкретном случае совокупность случайных величин, на основе результатов испытаний строится так называемая гистограмма (рис. 1.16), на которой по оси X откладываются значения параметра (на рисунке 1Х), а по оси Y — количество изделий, у которых эти значения имели место, отнесенное к общему числу испытанных изделий (вероятность). Отклонения группируются в определенные интервалы, и гистограмма проводится через точки среднего отклонения интервала.
Выбор интервалов требует определенных навыков: при слишком узких интервалах может появиться зубчатость (рис. 1.16,6), при слишком широких — искажение характера кривой.
В большом числе практических задач кривые распределения удовлетворяют закону нормального распределения [1.5], которое имеет место при воздействии на исследуемую величину ряда взаимно независимых факторов.
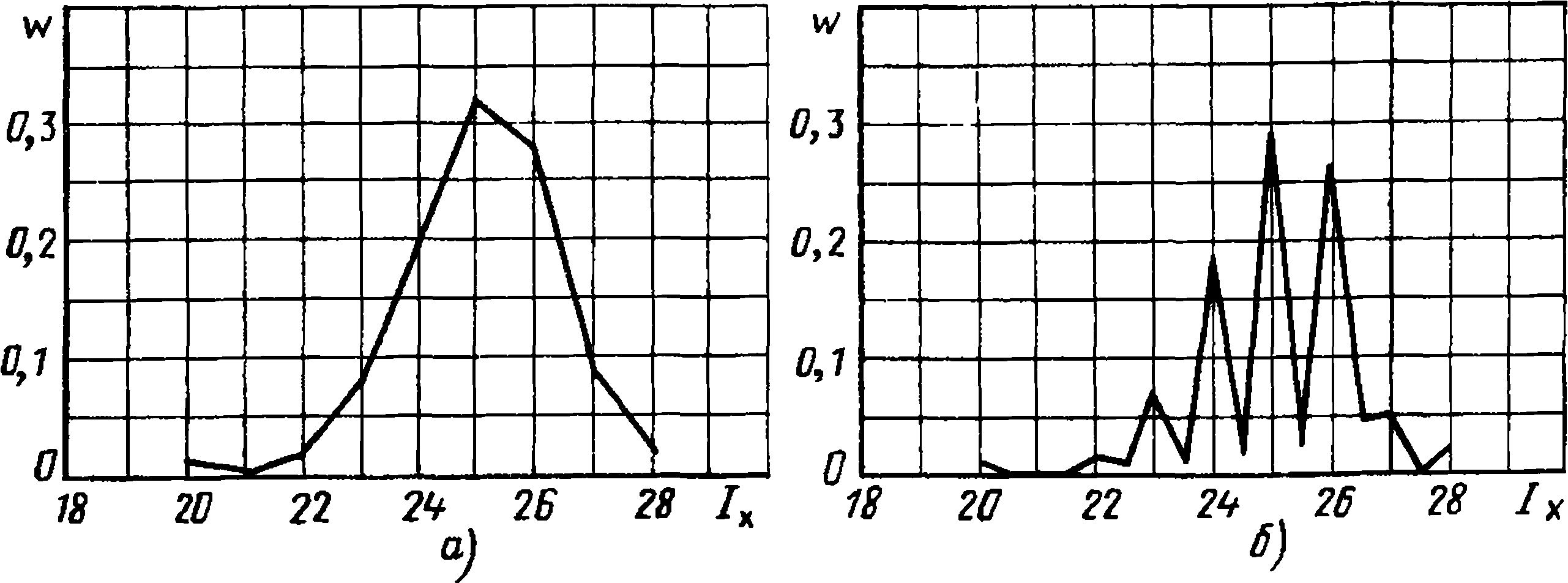
Рис. 1.16. Полигон частостей (гистограмма) токов холостого хода АД:
w — количество двигателей, отнесенное к общему числу испытанных (143 шт.); а — правильный; б - неправильный выбор интервала значений тока холостого хода
η | 1 -a | ||||||
0,5 | 0,8 | 0,9 | 0,95 | 0,98 | 0,99 | 0,999 | |
2 | 1 | 3,08 | 6,31 | 12,71 | 31,8 | 63,7 | 636 |
5 | 0,718 | 1,44 | 1,94 | 2,45 | 3,14 | 3,7 | 5,96 |
10 | 0,697 | 1,36 | 1,80 | 2,2 | 2,75 | 3,11 | 4,49 |
20 | 0,686 | 1,32 | 1,72 | 2,08 | 2,52 | 2,83 | 3,82 |
60 | 0,679 | 1,296 | 1,67 | 2 | 2,39 | 2,66 | 3,36 |
°° (HP) | 0,674 | 1,282 | 1,65 | 1,96 | 2,33 | 2,58 | 3,29 |
При числе испытаний п -► °° (практически при п > 30) имеет место нормальный закон распределения (нормальное распределение HP), для которого значения t = 1, 2, 3 соответствуют вероятностям 0,638; 0,955; 0,997.
В последнем случае, если рассматривать отклонение t - 3, а =3σ как допустимое, т. е. Δ = 3σ, то брак (число изделий с отклонением а > > 3σ) составит а = 1 — 0,997 =3/1000 или три изделия на 1000. Это так называемое правило "трех сигм" широко используется в технике. Очевидно, что условием для технологического обеспечения такого уровня брака будет следующее:
о < Δ/3. (1.19)
В табл. 1.2 приведены данные и для п < 20 (распределение Стьюдента [1.5]). Для таких малых партий (выборок) в качестве случайной величины, оцениваемой методами теории вероятности, выбираются не отдельные отклонения параметра какого-либо изделия, а среднее значение этого параметра Acpj малой партии, которое может иметь различные значения от партии к партии.
Для такой оценки малых партий необходимо знать величину AcPtT для достаточно большого числа этих партий (т. е. среднее генеральной совокупности) или для выпускавшихся ранее по той же технологии партий достаточного объема.
Закономерности, указанные выше, справедливы для малых партий с заменой в них величины А наACPii , Аср на ACPtT и среднеквадратического отклонении о на![]()
Как видно из табл. 1.2, при п < 5 доверительные интервалы 219 в особенности для высоких 1 — а, резко возрастают. Применение методов теории вероятности, основанной на законе больших чисел, теряет в этом случае смысл.
Пример применения методов математической статистики при испытании АД приведен в гл. 3.