Измерение вибрации электрических машин позволяет контролировать качество и надежность ЭМ, решать вопросы диагностики, амортизации и виброизоляции. Методы оценки вибрационных характеристик ЭМ (собственной вибрации) при периодических, типовых и приемо-сдаточных испытаниях устанавливаются ГОСТ 12379-75 (СТ СЭВ 2412-80).
7.3.2. Методы измерения вибрации.
Как указывалось выше, измерения вибрации электрических машин проводятся в соответствии с ГОСТ 12379-75 (СТ СЭВ 2412-80) для электрических машин массой 0,5—2000 кг и частотой вращения от 600— 30000 об/мин, а для машин, имеющих массу свыше 2000 кг, по ГОСТ 20815-75 (СТ СЭВ 1097-78).
Измерения вибрации проводятся в диапазоне от рабочей частоты вращения до 2000 Гц при определении общего уровня виброскорости vCK3. Для тех ЭМ, у которых рабочая частота вращения до 3000 об/мин, можно измерять vCK3 до 1000 Гц. Необходимость проведения измерений вибрационной скорости в диапазоне частот до 2000 Гц или вибрационного ускорения в диапазоне частот до 10000 Гц, если в диапазон измерений входят частоты свыше 2000 Гц, а также необходимость спектрального анализа обычно устанавливается заказчиком в стандартах или технических условиях на конкретные типы электрических машин.
В качестве измерительной аппаратуры используются виброизмерительные приборы, выполненные в соответствии с требованиями ГОСТ 25275-82 (СТ СЭВ 3173-81) и ГОСТ 25865-83, а также октавные и третьоктавные фильтры — по ГОСТ 17168-82 (СТ СЭВ 1807-79), которые обеспечивают измерения необходимых параметров вибрации. Класс точности виброизмерительных приборов, отградуированных в абсолютных единицах должен быть не более 15, а градуированных в децибелах — не более 1,5.
При контроле вибрации электрических машин следует применять упругую установку. При этом должна обеспечиваться свобода вибрационных перемещений испытуемой машины путем введения упругих элементов, которые могут быть расположены ниже или выше опорных точек крепления электрических машин. В тех случаях, когда упругая установка ЭМ технически невозможна и имеется соответствующее указание в стандарте или ТУ на конкретный тип ЭМ, допускается жесткая установка. Требования к фундаментам, собственным частотам упругоустановленной машины и правила выбора амортизаторов приведены в п. 7.2.2.
Точки измерения и условия работы ЭМ во время испытаний выбираются в соответствии с ГОСТ 12379-75 (СТ СЭВ 2412-80). Число и расположение точек измерения может быть изменено при наличии специальных указаний в стандартах или ТУ на конкретные типы ЭМ.
В качестве преобразователей механических колебаний в электрические в ЭМ преимущественно применяются виброизмерительные пьезоэлектрические преобразователи (ВИП), устанавливаемые в точках измерения на ЭМ. Способ закрепления преобразователя влияет на частотные характеристики всего измерительного тракта и, следовательно, на точность измерений.

Рис. 7.9. Способы установки виброизмерительных преобразователей:
а — крепление металлической шпилькой; б - крепление на мастике; в - крепление постоянным магнитом
Рекомендуются следующие основные способы установки ВИП (рис. 7.9):
- Способ установки преобразователей с помощью металлической шпильки показан на рис. 7.9, а (для максимальной температуры 1000 °С). При таком креплении получаются наиболее надежные результаты измерения, так как обеспечивается полное совпадение частотной характеристики с калибровочной кривой. Такой же результат дает ввертывание преобразователя в резьбовое отверстие на вибрирующей поверхности (в том случае, если на наружной поверхности датчика имеется резьба). Для получения хорошего механического контакта с вибрирующей поверхностью применяются силиконовые смазки ПМС-400, ПМС-600 или масло К-17, позволяющие устранить резонансы резьбы.
- Способ установки ВИП с помощью специальной мастики показан на рис. 7.9, б (для максимальной температуры 40 °С). При этом способе крепления между преобразователем и опорной вибрирующей поверхностью наносится тонкий слой мастики. Если мастика достаточно твердая, то частотная характеристика также совпадает с калибровочной кривой. Применение мягких мастик снижает коэффициент преобразования ВИП на частотах выше 3000 Гц. К такому же результату приводит повышение температуры опорной поверхности. Этот метод крепления очень широко распространен.
- Способ крепления с помощью постоянного магнита показан на рис. 7.9, в (для максимальной температуры 150 °С). Этот способ удобен тем, что позволяет быстро устанавливать ВИП в точке измерения, однако он имеет ряд недостатков. Одним из существенных недостатков является снижение собственной резонансной частоты крепления ВИП примерно до значения 3000 Гц, что ограничивает верхнюю границу частотного диапазона измерений до 1000 Гц. Кроме того, повышение температуры поверхности снижает силу притяжения магнитного прихвата, что изменяет частотную характеристику ВИП и увеличивает погрешность измерения.
Для установки ВИП на ЭМ необходимо подготовить опорную площадку, которая должна иметь поверхность, обеспечивающую плотное прилегание к ней опорной поверхности ВИП. По размерам площадка должна быть больше, чем поверхность фланца или основания ВИП, и иметь шероховатость не выше R = 1,25 мкм с отклонением от плоскостности не более 0,01 мм. Резьбовое отверстие для крепления ВИП должно быть выполнено под углом 90 ± 0,5° к опорной поверхности. Резьбовое гнездо должно также иметь фаску, равную 1,2—1,4 высоты профиля резьбы.
При выборе крепления ВИП отдается предпочтение способам, рекомендуемым предприятием-изготовителем ВИП. При всех способах крепления желательно убедиться в отсутствии резонансов крепления в контролируемом диапазоне частот, что проверяется калибровкой преобразователей на образцовом вибростенде с выбранным способом крепления.
При контроле вибрации электрических машин помехи от внешней вибрации в принятых точках измерения не должны превышать 25% нормируемой величины, а при измерении ускорений в децибелах необходимо, чтобы уровень полезного сигнала превышал уровень помех на 8—10 дБ. Помехи от внешней вибрации следует определять при неработающей ЭМ, но при включении всех вспомогательных стендовых механизмов, обеспечивающих работу ЭМ.
Измерения вибрации при периодических, типовых и приемо-сдаточных испытаниях проводятся в порядке, предусмотренном стандартами или ТУ на конкретные типы ЭМ после испытания по программе приемосдаточных испытаний, но до испытаний на внешние механические воздействия и испытания на ресурс. Условия работы машины во время испытаний, при которых контролируется вибрация, приведены в ГОСТ 12379-75 (СТСЭВ 2412-80).
7.3.3. Оформление результатов испытаний.
Протокол испытаний по определению вибрации электрических машин должен содержать следующие данные:
тип и заводской номер, наименование предприятия-изготовителя, номер стандарта или ТУ на ЭМ;
основные номинальные данные ЭМ;
способ установки машины с указанием собственных частот и наличие упругой установки;
режим работы при испытаниях;
измеряемую величину;
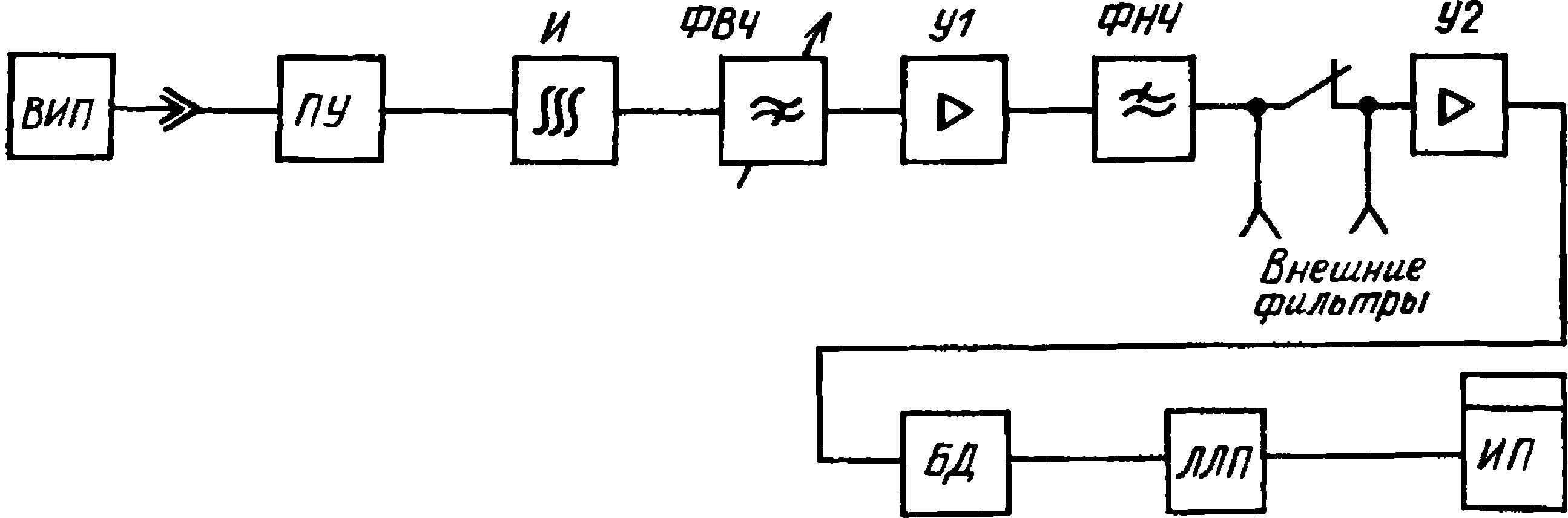
Рис. 7.10. Упрощенная схема виброметра
тип и номер вибропреобразователей и измерительных приборов; результаты измерения вибрации в отдельных точках, в том числе данные спектрального анализа;
класс вибрации для машины в соответствии с ГОСТ 16921-83; место, дату испытания, фамилию испытателя.
Содержание протокола измерения вибрации при необходимости может быть расширено или изменено.