Термообработка бетона является одним из самых ответственных строительных процессов. Известны случаи, когда из-за повышенной температуры бетона в приэлектродных зонах и больших перепадов температуры возникали чрезмерные температурные напряжения, значительно ослаблялись конструкции, образовывались трещины.
Выбирая способ термообработки бетона, в первую очередь нужно рассмотреть возможность использования способа термоса. Расширением его является введение добавок — ускорителей твердения бетона и цементов повышенного тепловыделения (быстродействующих и высокомарочных), а также пластификаторов и суперпластификаторов. Недостатком способа с введением простых и дешевых добавок является незначительная его эффективность, так как бетон при этом твердеет в два-три раза медленнее, чем при термообработке. Кроме того, некоторые добавки вызывают коррозию стальной арматуры.
Если способ термоса или технология «гелиожелезобетона» неприменимы, следует пользоваться способом электротермоса или иными способами с небольшим удельным расходом электроэнергии, в частности периферийным электропрогревом и предварительным электроразогревом смеси. Если имеется котельная и возможности получения теплого воздуха от калориферов, бетонные работы можно выполнять в тепляках. При этом температура воздуха, соприкасающегося с бетоном, должна быть не ниже 5 °C.
Состояние основания, на которое укладывается бетонная смесь, и также выбранный метод или способ термообработки должны исключать деформацию основания и замерзание бетона. Смесь надо укладывать на незамерзшее грунтовое основание, принимая меры против ее замерзания перед электротермообработкой.
При электротермообработке бетона очень важно соблюдать проектную толщину защитного слоя бетонной конструкции или изделия; это особенно важно при термообработке электродным способом, например периферийным, пластинчатыми электродами, расположенными по боковым стенкам опалубки, и при пользовании плавающими электродами. При толщине защитного слоя бетона меньше 3 см или проектной на электроды можно наносить покровные изоляционные лаки и эмали. Даже несмотря на некоторое повышение затрат, надежность изоляции электродов от арматурного каркаса все равно не гарантируется.
При двустороннем расположении арматуры в каркасе надо не только строго соблюдать предусмотренную толщину защитного слоя бетона, но и учитывать, что при прогреве электросопротивление таких изделий уменьшается и тепло выделяется более интенсивно, чем в неармированных изделиях. Это происходит потому, что ток обходит центральные зоны бетона, проходя через его защитные слои и арматуру. Кроме того, тепло выделяется вихревыми токами, возникающими в арматуре. Поддержание тепла на расчетном уровне, характеризуемом температурой бетона, и предотвращение пересушивания бетона осуществляют выбором напряжений в начальный период и в период изотермического прогрева.
При электродном способе важное значение имеет характер армирования железобетонных конструкций. Следует учитывать, что арматура искажает электрическое и тепловое поля. Поэтому не рекомендуется прогревать обычным электродным способом густо армированные конструкции, у которых толщина защитного слоя не превышает 3—2 см (в ряде случаев он оказывается даже тоньше), а также располагать электроды в каркасах ближе 5 см от арматуры.
При затворении бетона, например на портландцементе, шлакопортландцементе, пуццолановом портландцементе, температура бетонной смеси при выходе из бетоносмесителя не должна превышать 35°C. Температура уложенной смеси к началу выдерживания должна быть не ниже определенной расчетом. Как установлено опытом, температурный градиент можно принять в пределах 20°С. При таком температурном перепаде по сечению конструкции не возникает заметных структурных нарушений, несмотря на отдельные местные перегревы, прочность бетона в разных частях конструкции существенно не изменяется. Продолжительность повышения температуры при кратковременном форсированном электроразогреве бетонной смеси должна быть не менее 5 мин (во избежание значительного увеличения потребляемой мощности) и не более 20 мин. При периферийном прогреве конструкций с модулем поверхности менее пяти температура в наружных слоях не должна превышать 40°С. Результаты измерений температуры прогреваемых конструкций и нагрузки оборудования прогрева надо регистрировать в журнале.
Электродный прогрев бетона неармированных железобетонных конструкций, а также электрообогрев их внешними электронагревателями (в том числе греющей опалубкой, исключающей короткое замыкание на арматуру) могут производиться по специальной технологической карте (схеме) при напряжении до 380/220 В. Электродный прогрев армированных конструкций должен вестись при напряжении не выше 127 В.
При всех способах электротермообработки обязательно соблюдение требований и правил электробезопасности. Для снижения потерь тепла при термообработке бетона следует обязательно закрывать открытые его поверхности теплоодеждой.
Периферийный способ электропрогрева является одним из наиболее экономичных по расходу электроэнергии и металла (для электродов). Он не допускает охлаждения и замораживания бетона в местах соприкосновения его с опалубкой всех видов, способствует быстрейшему нарастанию прочности в глубине массива, исключает дополнительные напряжения в бетоне, вызываемые разностью температуры внутри него и на его поверхности. Все это намного сокращает затраты на термообработку бетонных изделий и конструкций.
К недостаткам электродных способов электропрогрева, усугубляющихся при тепловой обработке тонкостенных и густоар- мированных железобетонных конструкций, относятся следующие:
несмотря на принимаемые меры, трудно предотвратить замыкания электродов с арматурными каркасами при укладке бетона и его уплотнении;
исключается возможность применения металлической опалубки при изготовлении железобетонных изделий;
при густоармированных конструкциях из-за неравномерности электрических и тепловых полей неравномерно прогреваются отдельные их части, что делает вероятным образование в них трещин;
сложно, предварительно до подачи бетона, отогреть арматуру диаметром более 25 мм при наружной температуре воздуха ниже —10°С и обеспечить в ней положительную температуру;
безвозвратно расходуется значительное количество арматурной стали на электроды;
при установке электродов не через открытые поверхности конструкции, а через опалубку приходится дополнительно затрачивать электроэнергию на сверление отверстий и трудовые ресурсы; кроме того, снижается эффективность по оборачиваемости опалубки.
Указанные недостатки исключаются при пользовании индукционным способом прогрева при изготовлении железобетонных изделий на полигонах или заводах.
Способы электрообогрева бетона свободны от многих недостатков, присущих способам электропрогрева. К достоинствам электрообогрева относятся удобство пользования и небольшие трудозатраты при обслуживании, однако он требует применения специальных нагревательных устройств. В зависимости от конфигурации обогреваемой строительной конструкции разница между температурой на ее наружной поверхности и внутри нее оказывается значительной, так как тепло от электронагревательного устройства поступает на поверхность, а внутрь бетона — только кондуктивно (посредством теплопроводности) и не сразу.
При контактном электропрогреве бетона с использованием изолированной стальной проволоки нужно специально изготавливать устройства для присоединения концов петель; кропотливая работа по расфазировке и присоединению петель занимает у электромонтера намного больше времени, чем при обычном электродном способе. Как указывалось, гарантировать целость петель при бетонировании и уплотнении бетона не представляется возможным, что является серьезным недостатком рассматриваемого способа и поэтому ограничивает его распространение.
Следует шире внедрять импульсный электродный прогрев, особенно при термообработке густоармированных железобетонных конструкций. При подаче электроэнергии импульсами достигается более равномерный прогрев конструкций и намного ниже расход электроэнергии, что становится весьма ощутимым при больших объемах бетонных работ. При импульсном электродном прогреве обычная установка с трехфазным трансформатором дополняется специальным блоком автоматики, в котором можно установить командный электропневматический прибор КЭП-12У или подобный ему; возможно также применение блока с реле времени ВЛ-34 Киевского завода реле и автоматики с часовым механизмом и контактором. Блоком автоматики, например, можно дополнить подстанцию электропрогрева.
Для снижения теплопотерь при транспортировке бетонной смеси зимой следует принимать меры, замедляющие ее остывание в пути и при перегрузке (утепление и укрытие транспортной тары, бетоновозов, устройств перегрузки, предварительный прогрев бункеров и кузовов бетоновозов перед их загрузкой).
Весьма важно еще до начала строительства предусмотреть ситуацию и условия, в которых оно будет вестись. Так, Костомукшский горно-обогатительный комбинат в Карельской АССР сооружался строительными организациями СССР совместно с Финстроем в основном в зимний период. Поэтому уже на стадии проектирования были учтены природные и климатические условия. Согласно одной из рекомендаций проекта бетонировавшиеся конструкции обогревались электротехническими устройствами инфракрасного излучения и укрывались тепляками. Как указывалось, данный способ термообработки бетона является самым простым и наиболее широко применяемым в строительстве.
После выбора способа определяется объем захватки бетона (количество одновременно укладываемого бетона, м3). Он зависит от технологических возможностей строительной площадки, главным образом от своевременности подготовки опалубки под бетон и его поставки, имеющихся трудовых и энергетических ресурсов и др.
Затем задаются величиной средней температуры наружного воздуха /нар, величиной температуры изотермического прогрева бетона (зависит от марки цемента) и значением коэффициента β, учитывающего влияние ветра на прогреваемый бетон.
Таблица 5. Мощности (кВт) для прогрева бетона в зависимости от модуля поверхности и температуры
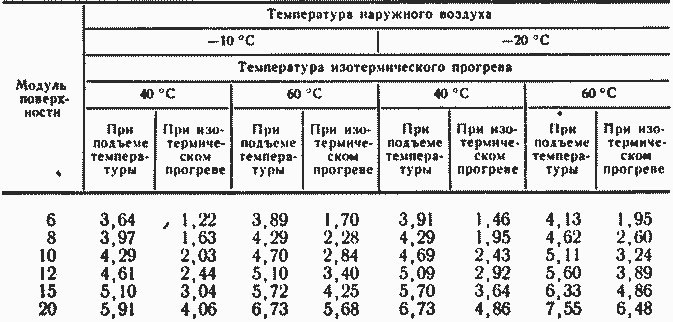
В частности принимается β=1 при выполнении конструкций в закрытых помещениях, 1,25 — при слабом ветре, 1,5 — при сильном ветре. После этого производится расчет модуля поверхности бетона Мп. По табл. 5, учитывая указанные коэффициенты, определяют потребляемую мощность Р1 при подъеме температуры и Р2 в период изотермического прогрева.
Например, при tнар=10°С, tизот=60оС, β=1,25, Мп=8 имеем: P1=4,29 и Р2=2,28 кВт. Данной мощностью учитывается, что начальная температура укладываемого бетона не ниже 5°C, а интенсивность подъема температуры составляет 5°/ч. По табл. 6, учитывая потребляемую мощность P1 с интерполированием, определяем расстояние b (между разноименными электродами, см) и h (между одноименными электродами в группах).
Таблица 6. Расстояния между электродами
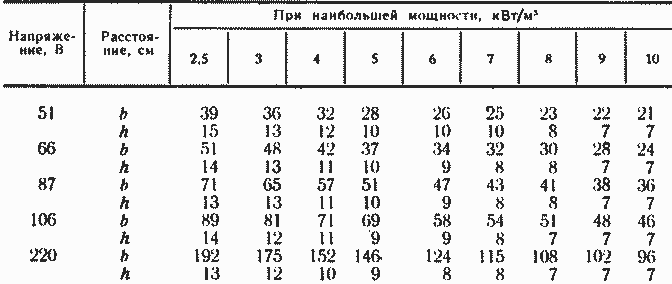
Примечание: Значения b и h определены по номограммам, разработанным на кафедре теоретических основ электротехники Московского энергетического института. При переходе на однофазную схему питания величина b остается неизменной, а h принимается на 10—15% меньше.
По способу укладки электродов в бетон они подразделяются на внутренние (стержневые и струнные) и поверхностные (плавающие, пластинчатые и полосовые, нашивные и нагревательные панели).
Размещение электродов в бетоне должно обеспечивать такое распределение тока, при котором исключается опасный перегрев приэлектродных зон бетона и достигается равномерный нагрев конструкций. Электроды должны быть расположены так, чтобы рассеиваемая в бетоне при данном напряжении мощность соответствовала той, которая необходима (по тепловому расчету) для осуществления заданного режима прогрева. Для соблюдения этих условий рекомендуется групповое размещение электродов, при котором к каждой фазе присоединяется не один, а несколько электродов.
Учитывая принятую захватку укладываемого бетона, его количество (м3) умножают на потребляемую мощность в период подъема температуры. Например, при захватке 10 м3 потребляемая мощность составит 4,29 кВт·10 м3=43 кВт.
По рассчитанному объему захватки подбирается оборудование для электротермообработки, составляется схема электрических соединений, определяются марки и сечения кабельнопроводниковой продукции. Примерно через 10 ч потребляемая захваткой мощность снижается приблизительно на 50%, что позволяет, не отключая от сети прогреваемую захватку, при принятом оборудовании термообработки, присоединить для прогрева дополнительное количество бетона (в рассматриваемом случае еще 5 м3).