Прохождение этой темы производственного обучения начинают со следующих тренировочных упражнений: снятие заусенцев со штампованных листов на станке; лакировка листов сердечников типографским валиком; обработка пазов напильниками; работа на станке по ориентировке листов по канавкам; работа на дорновочном станке по обработке пазов; проверка плотности прессовки сердечника ножом.
После этого можно переходить к следующим операциям среднего и капитального ремонта сердечников: устранение ослабления прессовки листов при помощи клиньев;
устранение веера зубцов;
разборка и сборка сердечников с радиальными каналами;
испытание сердечников на нагрев после ремонта.
Средний ремонт сердечников
Перед началом работ по ремонту сердечников необходимо обратить внимание учащихся на то, что в процессе разборки и ремонта с сердечниками надо обращаться осторожно, чтобы не погнуть зубцы и не повредить обмотки. При подъеме сердечников краном между ними и стропами надо вкладывать деревянные прокладки.
Всякий магнитный сердечник сохраняет в себе остаточный магнетизм, поэтому он притягивает к себе стальные стружки, которые, попадая в обмотки, вызывают пробой изоляции. Во избежание этого перед работами по ремонту сердечников обдувают верстак струей сжатого воздуха. Рекомендуется подложить под сердечники на верстак лист картона.
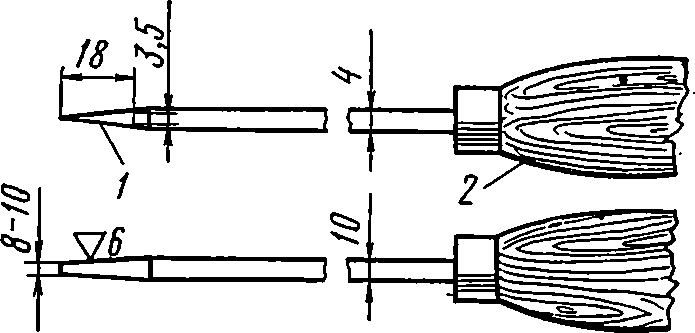
Рис. 17. Нож для проверки плотности прессовки сердечников:
1 — лезвие, 2 — ручка
Средний ремонт сердечников заключается в устранении следующих неисправностей, которые можно устранить без выемки из пазов обмоток: частичное ослабление прессовки листов; распушение крайних листов; нарушение антикоррозионного покрытия поверхности сердечника, обращенной к воздушному зазору; небольшое повреждение поверхности сердечника вследствие задевания ротора за статор или при транспортировке.
Плотность прессовки листов сердечников проверяют, вдвигая специальный нож (рис. 17) между листами. Он представляет собой стальное термически обработанное лезвие 1 с гладкими боковыми сторонами, насаженное на деревянную ручку 2. Плотность прессовки считают достаточной, если лезвие входит между листами не более чем на 3 мм. Этот способ не является достаточно объективным и зависит от приемов работы, поэтому необходимо научить каждого учащегося пользоваться ножом для проверки плотности прессовки листов сердечников. Контролируют прессовку в каждом зубце сердечника, а с наружной стороны статора — в доступных местах.
Если прессовка ослаблена только в отдельных местах, забивают в них распорные клинья из текстолита (рис. 18, а) со стороны пазов и с наружной стороны статора (рис. 18, б). Чтобы клинья не выскакивали, их смазывают клеем БФ-2. Если же прессовка ослаблена во всем сердечнике, он нуждается в капитальном ремонте с выемкой обмотки из пазов.
В процессе ремонта сердечников необходимо обратить внимание учащихся на устройство и состояние их вентиляции. В машинах мощностью 5—100 кВт имеются только осевые вентиляционные каналы в роторе, образованные путем штамповки вентиляционных отверстий в листах. Обычно в вентиляционных каналах оседает пыль, в результате чего условия охлаждения ротора
В целях защиты от коррозии поверхности сердечников покрывают асфальтовым лаком. С течением времени вследствие попеременных нагревов и охлаждений, а также действия воздушной струи антикоррозионные покрытия нарушаются, поверхность сердечника обнажается и частично покрывается коррозией. Коррозию счищают мелкозернистой шкуркой и вновь покрывают поверхность сердечника покровным лаком или электроэмалью. При выполнении этой операции надо научить учащихся пользоваться пистолетом- распылителем (см. рис. 6).
При обнаружении небольших повреждений поверхности сердечника выпрямляют зубилом погнутые зубцы и зачищают место повреждение шкуркой, а затем покрывают электроэмалью при помощи кисти.
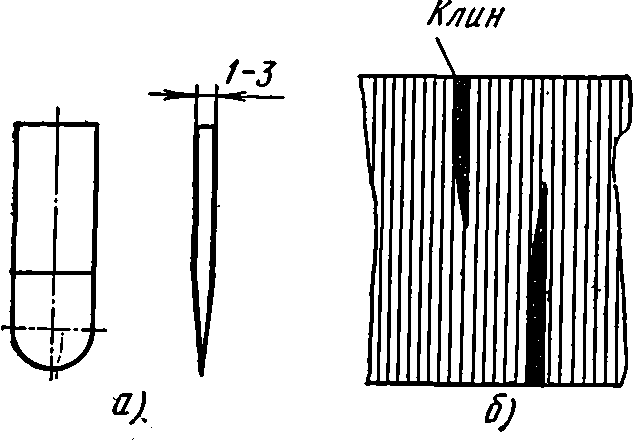
Рис. 18. Распорные текстолитовые клинья:
а — форма клина, б — клинья, забитые в сердечник

Рис. 19. Распушение крайних листов:
1 — сердечник статора, 2 — отогнувшиеся крайние листы
Распушение крайних листов сердечника статора, известное под названием «веера» зубцов (рис. 19), является очень опасным, так как отогнувшиеся зубцы почти всегда прорезают изоляцию обмотки. Необходимо обратить внимание учащихся на это. В процессе среднего ремонта веер зубцов устраняют, забивая между зубцами и нажимными шайбами с каждой стороны сердечника текстолитовые клинья, смазанные клеем БФ-2 ухудшаются. Поэтому каналы продувают сжатым воздухом. При этом продувают и лобовые части обмоток. Прежде чем направить струю воздуха на детали электродвигателя, убеждаются, что он чист и не содержит воду или масло. Для уменьшения запыления помещения, где производится продувка, надо иметь передвижную пылеотсасывающую установку, состоящую из вентилятора и фильтра. Засасывающий шланг вентилятора присоединяют к корпусу электродвигателя в местах, предназначенных для забора или выброса воздуха.
Пыль в машине вредна еще и тем, что, перемещаясь внутри машины с большой скоростью, она истирает наружные слои изоляции, нарушает влагостойкие лаковые покрытия и снижает влагостойкость и электрическую прочность изоляции. Особенно вредна грязь, образовавшаяся от смешивания пыли с маслом. Масло, попав на обмотку, разъедает изоляцию и резко снижает ее электрическую прочность.
Контрольные вопросы
- Как предохранить сердечник от попадания в него стальных опилок и стружек?
- В чем заключается средний ремонт сердечников?
- Как проверяют плотность прессовки листов?
- Как устраняют распушение зубцов?
- Почему необходимо удалять из двигателя пыль и грязь?
- Из чего состоит пылеотсасывающая установка?
Капитальный ремонт сердечников
Капитальный ремонт сердечников производят только для крупных электрических машин, так как у машин малой мощности нельзя вынуть из пазов обмотку, не повредив ее, а капитальный ремонт обмотки обходится дороже стоимости сердечника.
К капитальному ремонту сердечников статора прибегают при ослаблении прессовки листов или нарушении их изоляции. До начала ремонта вынимают из пазов обмотку, предварительно нагрев ее до 80—90° С, чтобы изоляция катушек сделалась эластичной. Обычно сердечники статора крупной машины состоят из отдельных пакетов с вентиляционными каналами между ними. Плотность прессовки восстанавливают, ввертывая в нажимную плиту болты, которые своими концами упираются в ребра жесткости сердечника.
В случае нарушения изоляции листов пакеты выпрессовывают из станины и разбирают на отдельные листы. Делают это осторожно, чтобы листы не покоробились. Затем листы сердечника тщательно очищают от старой изоляции и окислов химическим или механическим способом. Более простым в ремонтных условиях является механический способ очистки при помощи пескоструйной обработки. Можно также очищать листы быстровращающимся щеточным барабаном со щетками из тонкой стальной проволоки или кардоленты.
Очищенные от старой изоляции листы лакируют при помощи типографского валика, погружая его в лак и прокатывая им положенный на стол лист сердечника. После подсушки на воздухе покрытые лаком листы сушат в печи при 200—250° С в течение 25—30 мин. Толщина пленки лака с каждой стороны листа должна быть в пределах 0,015—0,02 мм. Если после первого покрытия толщина лаковой пленки получается недостаточной, после высыхания лака производят второе покрытие.
По окончании лакировки листов приступают к сборке сердечника. Перед началом сборки надо объяснить учащимся, что это сложная операция и допущенные ошибки могут привести машину в негодность. В процессе сборки нельзя переворачивать листы, иначе зубцы будут сдвинуты и выступающие в пазы листы повредят изоляцию. По этой же причине нельзя сдвигать листы по окружности. Правильное положение листов при сборке определяется одной или двумя канавками на наружной поверхности статора. Эти канавки, во всех листах должны совпадать.
Наиболее трудной операцией является шихтовка листов статора, представляющих собой кольца и обладающих меньшей жесткостью, чем листы ротора. Механическую шихтовку удалось реализовать лишь после того, как на наружной поверхности листов стали штамповать выступ.
Станок для шихтовки (рис. 20) имеет головки 2, вращаемые от электродвигателя через клиноременную передачу 4, на которые набрасывают шихтуемые листы статора. Попадая на головку, лист задерживается выступом на рамке 3, а затем падает вниз и нанизывается на неподвижный стакан 1. Таким образом листы шихтуются, заполняя стакан, до уровня рамки. Станок — двухместный и установлен непосредственно у станка для зачистки заусенцев. После зачистки лист с ленты транспортера по направляющему желобу подается на вращающуюся головку шихтовочного станка. Таким образом создается автоматическая поточная линия шихтовки и зачистки листов.
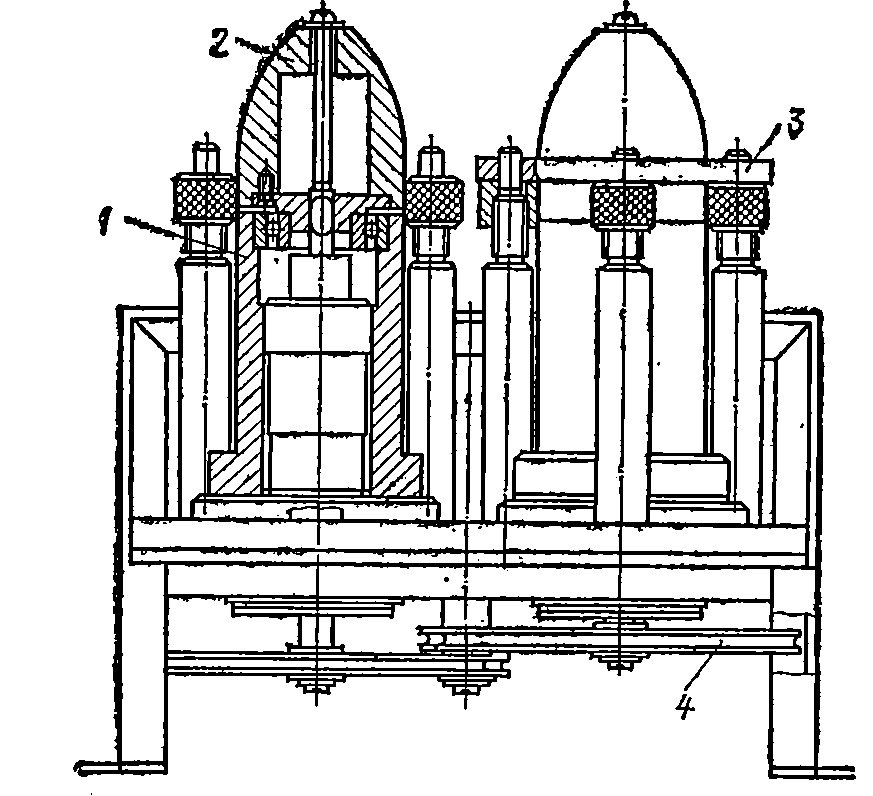
Рис. 20. Станок для шихтовки листов статора:
1 — неподвижный стакан, 2 — вращающиеся головки, 3 — рамка, 4 — клиноременная передача
При сборке сердечника статора необходимо точно выдерживать толщину отдельных пакетов, иначе вентиляционные каналы статора будут сдвинуты по отношению к каналам ротора и вентиляция машины ухудшится.
Распушения зубцов в сердечниках крупных машин не бывает, так как зубцы упираются в нажимные пальцы крайних листов. По окончании сборки и прессовки сердечника пазы приходится прочищать. Опиливание стенок пазов вручную занимает много времени, поэтому для прочистки пазов применяют станки.
Типичная конструкция станка для протяжки пазов ротора показана на рис. 21. Основными его частями являются оправка 5 для закрепления дорна 3 и стойки 1 для установки ротора 2. Электродвигатель через редуктор вращает шестизаходный винт, который сообщает поступательное движение гайке по направляющим станины.
При включении станка дорн протягивается через паз. Когда дорн выйдет из паза, станок останавливают, стол поворачивают вместе с ротором на одно пазовое деление и снова включают станок.
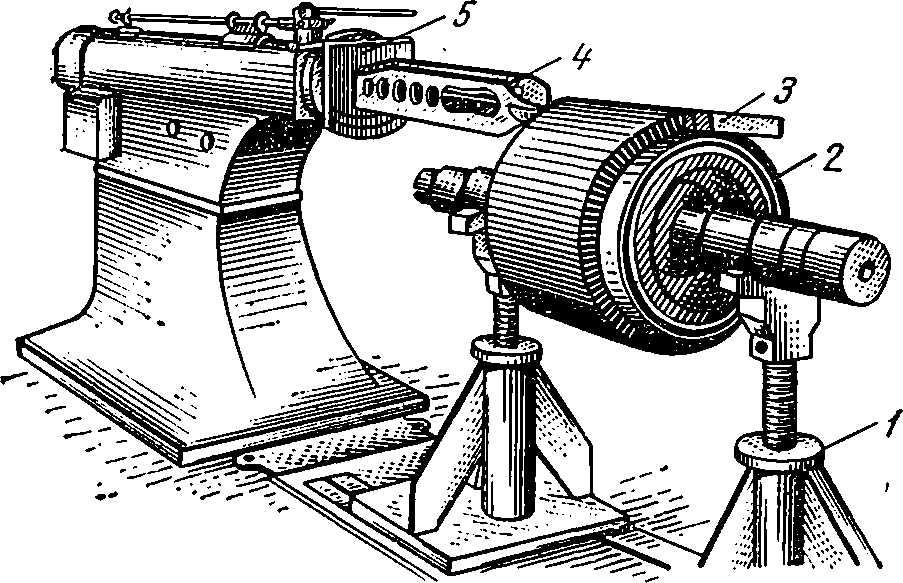
Рис. 21. Станок для протяжки пазов ротора:
1 — стойка, 2 — ротор, 3 — дорн, 4 — упор, 5 — оправка
Дорн представляет собой клинообразный стержень из инструментальной стали, форма и поперечное сечение которого соответствуют пазу сердечника. На дорне нарезаны режущие зубья. Дорн входит в паз тонкой стороной и, проходя через него, снимает выступы на его стенках. Последние четыре зубца дорна являются калибрующими и придают пазу окончательные размеры, одинаковые по всей длине сердечника. Чтобы дорн не выпадал из паза ротора, зубья дорна сделаны наклонными, поэтому усилие резания прижимает его к дну паза.
После ремонта сердечник испытывают на нагрев. Для этого на статор наматывают несколько витков гибкого кабеля, через которые пропускают переменный ток большой силы. В статоре создается магнитный поток, и потери в стали нагревают сердечник. Если повреждение устранено не полностью и остались замкнутые между собой листы, нагрев будет неравномерным: поврежденные места нагреваются сильнее. Нагрев контролируют термометрами сопротивления, установленными равномерно по расточке статора. Кроме того, нагрев обязательно контролируют в местах, подвергшихся ремонту.
Сердечники ротора асинхронных двигателей очень редко ремонтируют, так как они пронизываются переменным потоком низкой частоты и даже при замыкании листов не нагреваются.
Контрольные вопросы
- Почему капитальный ремонт сердечников производят только для крупных машин?
- В каких случаях производят капитальный ремонт сердечников?
- Как разбирают ремонтируемые сердечники?
- Какими способами очищают листы от старой изоляции?
- Как лакируют листы?
- Как прочищают пазы на станке?
- Каким способом проверяют качество ремонта?