ОБЩИЕ МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО РЕМОНТУ
Прежде чем приступить к этой теме, мастер рассказывает учащимся об особенностях конструкций и устройства электрических машин. Это им необходимо знать, чтобы в процессе работы не повредить такие части машин, как магнитные сердечники, контактные кольца, коллекторы, щеткодержатели, обмотки.
Необходимым условием для обеспечения высокого качества ремонта является чистота рабочего места. Пыль и грязь, попадающие на обмотки электрических машин, резко снижают электрическую прочность изоляции; даже маленькая металлическая стружка, попавшая на обмотку, почти всегда вызывает пробой изоляции. Чистота рабочего места зависит от организации технологического процесса. Например, чтобы избежать попадания опилок в изоляцию, надо производить опиливание вдали от обмоточных участков. На рабочем месте должен быть шланг от сети сжатого воздуха, которым продувают сердечники перед укладкой обмотки, коллекторы перед их сборкой и другие составные части, а также верстаки перед началом работы и после ее окончания. Применение сжатого воздуха значительно повышает производительность труда по сравнению с очисткой сердечников кистью.
Рационализация технологического процесса заключается в отделении подготовительных операций от основных, благодаря чему сокращаются непроизводительные затраты времени и повышается производительность труда. Так, изоляционные материалы режут на заготовительных участках, оборудованных высокопроизводительными станками, и выдают на рабочее место по установленным нормам расхода на единицу изделия; щетки притирают не вручную в процессе сборки машины, а на самостоятельном участке при помощи шлифовального барабана, приводимого во вращение электродвигателем.
Рационализация рабочих приемов слесарями-новаторами заключается в том, что устраняются лишние движения путем группировки отдельных операций и их механизации. Например, при сборке партии однотипных двигателей сначала надевают на валы все шарикоподшипники, нагрев их в масляной ванне, затем вставляют все роторы в расточки статоров, пользуясь сборочным приспособлением, и только после этого приступают к общей сборке.
Замена ручного труда механической обработкой значительно увеличивает производительность труда. Так, если подшипник скольжения после заливки баббитом и проточки обрабатывают на станке разверткой, то на ручное шабрение оставляют минимальные припуски и процесс намного ускоряется.
Слесарные работы при ремонте электрических машин имеют специфические особенности по сравнению с такими же работами в общем машиностроении. Например, контактные токоведущие соединения зачищают стеклянной бумагой, а не наждачной, так как это нарушит электропроводность контакта. При пайке соединений в обмотках места пайки очищают канифольными флюсами, а не соляной кислотой, разъедающей изоляцию.
Наиболее сложной является работа электрослесаря выездной бригады по ремонту крупных машин на месте их установки. В этом случае огромное значение имеет совмещение профессий. Например, при ремонте механических частей электрических машин иногда приходится устранять незначительные неисправности обмоток. Это делает электрослесарь, совмещающий профессию обмотчика с основной. Электрослесарь, овладевший знаниями и навыками токаря, может проточить коллектор на станке. Электрослесарь, получивший удостоверение такелажника, может застропливать оборудование при монтаже и ремонте. Электрослесарь, прошедший соответствующую подготовку, может выполнять функции электромонтера при включении в сеть электродвигателей и принимать участие в испытании их после ремонта. Поэтому в программу подготовки электрослесарей включены темы, не имеющие прямого отношения к основной профессии.
Электрические машины в процессе ремонта часто приходится модернизировать, повышая их эксплуатационную надежность и экономичность. Например, в машинах старых выпусков заменяют однослойные обмотки двухслойными, подшипники скольжения заменяют подшипниками качения, повышают класс нагревостойкости изоляции, заменяют проволочные бандажи бандажами из стеклоленты. Для этого электрослесарь должен располагать сведениями о новых электротехнических материалах, хорошо знать устройство и условия работы электрических машин и их основных составных частей.
Контрольные вопросы
- Что надо знать об организации рабочего места?
- Почему необходимо отделять подготовительные операции от основных?
- В чем заключается группировка отдельных операций?
- Как сэкономить время на шабрении подшипников скольжения?
- Чем зачищают токоведущие контакты?
- Почему нельзя паять соединения в обмотках с флюсом из соляной кислоты?
- В чем заключается совмещение профессий?
- Какая модернизация электрических машин встречается при ремонте?
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ
При выполнении ремонтных работ широко используют электрические и пневматические болтоверты, дрели, шлифовальные машинки, пневматические молотки, распылители для окраски собранных машин и их деталей и др. Применение этих инструментов и приспособлений во много раз повышает производительность труда. Чтобы правильно их использовать, слесарь должен знать их устройство и правила эксплуатации. Рассмотрим устройство наиболее распространенных инструментов и приспособлений.
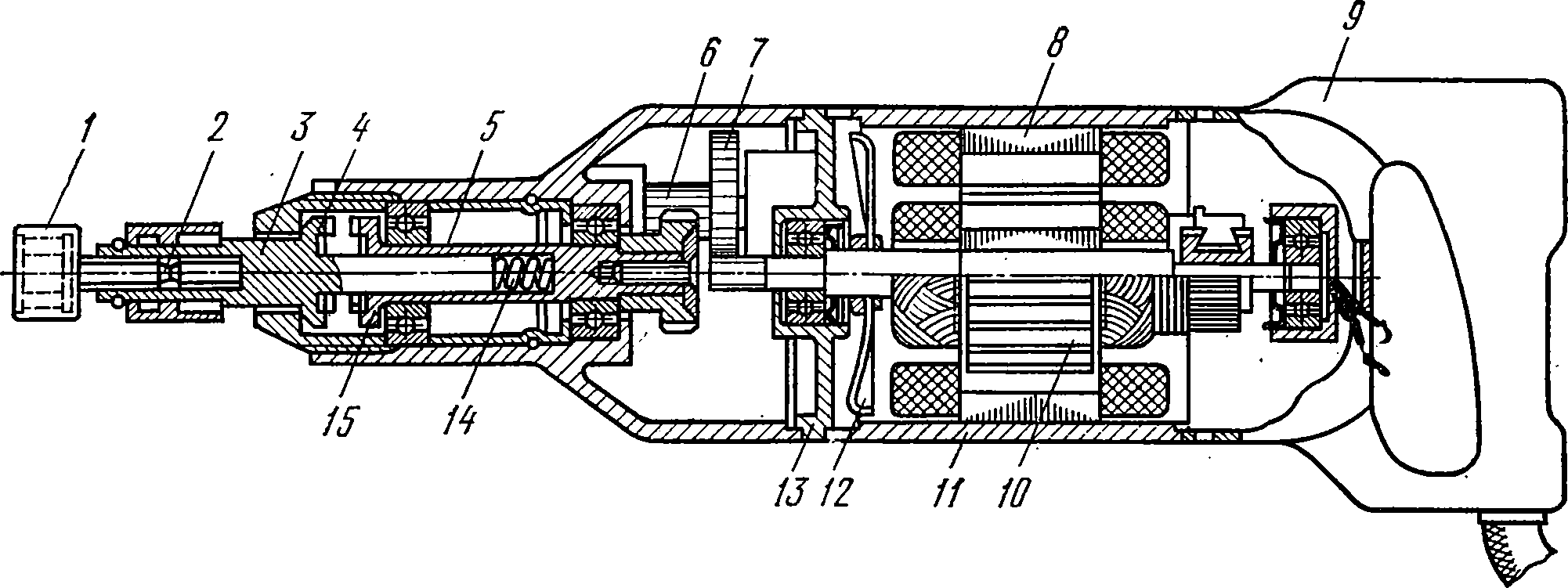
Рис. 3. Электрический болтоверт:
1 — сменная головка ключа, 2 — шарик, 3 — держатель ключа, 4 и 15 — кулачки, 5 — шпиндель ключа, 6 и 7 — шестерни редуктора, 8 — статор электродвигателя, 9 — рукоятка, 10 — якорь электродвигателя, 11 — корпус электродвигателя, 12 — вентилятор, 13 — промежуточный щит, 14 — пружина
Электрические болтоверты (рис. 3) применяют при разборке и сборке ремонтируемых машин. Они снабжены специальной расцепляющейся муфтой кулачкового типа, помещенной между шпинделем 5 и держателем 3 ключа. Муфта служит для автоматического выключения вращения держателя ключа в момент скончания затяжки резьбового соединения или при превышении вращающим моментом на. шпинделе определенной величины.
Шпиндель имеет три кулачка 15, образующих одну половину муфты. Внутри шпинделя помещена пружина 14 и хвостовик держателя, на торцовой поверхности которого имеются три кулачка 4, образующих вторую половину муфты. Хвостовик сменной головки 1 ключа вставлен в полую часть держателя. Головка не выпадает из держателя благодаря шарику 2, западающему в кольцевую выточку на хвостовике. В нерабочем состоянии обе половины муфты разжимаются пружиной. При нажиме на рукоятку 9 кулачки 4 и 15 муфты зацепляются, в результате чего сменная головка начинает вращаться. По окончании затяжки резьбы начинается проскальзывание муфты и головка останавливается.
Болтоверт приводится во вращение коллекторным электродвигателем, статор 8 которого вставлен в корпус 11, а якорь 10 с вентилятором 12 насажен на вал, вращающийся в шарикоподшипниках. Вращение передается через шестерни 6 и 7 редуктора. Один из шарикоподшипников вставлен в промежуточный щит 13, а другой — в головку корпуса.
Электродрель (рис. 4) приводится в действие однофазным коллекторным электродвигателем. Корпус электродрели состоит из трех частей: верхнего щита 3, станины 5 и нижнего щита 10. Статор 4 электродвигателя закреплен в станине винтами, а якорь 6 насажен на вал 8, который вращается в шарикоподшипниках. Электродвигатель охлаждается вентилятором 7, закрепленным на валу; в корпусе дрели имеются отверстия для прохода охлаждающего воздуха.
Вращение от якоря электродвигателя к шпинделю осуществляется через редуктор, состоящий из трех пар цилиндрических шестерен. Ведущая шестерня нарезана на конце вала якоря и входит в зацепление с шестерней первого промежуточного вала редуктора.
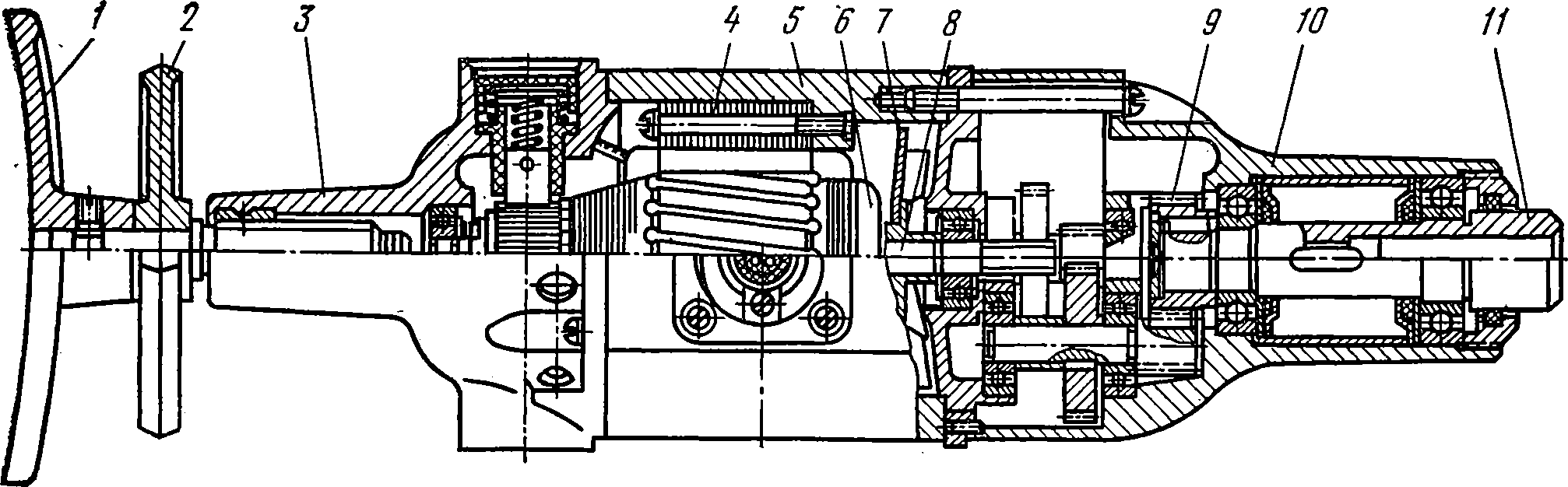
Рис. 4. Электродрель:
1 — упор, 2 — крестовина, 3 и 10 — верхний и нижний щиты корпуса, 4 — статор электродвигателя, 5 — станина, 6 — якорь электродвигателя, 7 — вентилятор, 8 — вал электродвигателя, 9 — шестерня, 11 — шпиндель
На конце второго промежуточного вала нарезана шестерня, которая зацепляется с шестерней 9, закрепленной на конце шпинделя 11. К верхнему щиту корпуса прикреплен упор 1 и винт подачи с крестовиной 2. К корпусу электродвигателя прикреплена рукоятка держателя токоведущего кабеля, в которую вмонтирован кнопочный выключатель. Производительность электродрели в несколько раз выше ручных дрелей. Ее можно использовать также для зачистных и отделочных работ, если вместо сверла вставить металлическую щетку или абразивный круг.
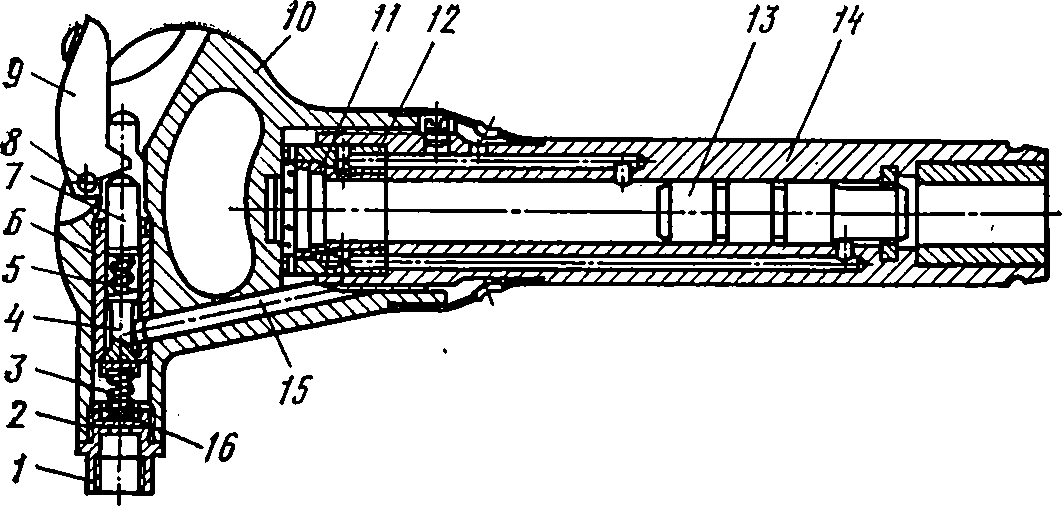
Рис. 5. Пневматический молоток:
1 — штуцер, 2 — металлическая сетка фильтра, 3 и 5 — пружины, 4 — клапан, 6 — втулка, 7 — толкатель клапана, 8 — ось курка, 9 — пусковой курок, 10 — корпус-рукоятка, 11 — золотник, 12 — золотниковая коробка, 13 — ударник, 14 — ствол молотка, 15 — канал для сжатого воздуха, 16 — кольцо фильтра
Пневматические молотки (рис. 5), работающие от сети сжатого воздуха, применяют при рубке металлов, чеканке стержней короткозамкнутых обмоток и забивке клиньев в пазы; их использование значительно увеличивает производительность труда. Пусковой механизм молотка заключен в корпусе-рукоятке 10 и имеет клапан 4, расположенный во втулке 6 и прижимаемый к ее торцу пружиной 5. В нерабочем состоянии молотка пружина перемещает клапан и закрывает доступ сжатому воздуху в канал 15, направленный к распределительному механизму.
При нажатии пусковой курок 9 поворачивается вокруг оси 8 и перемещает толкатель 7 клапана. Толкатель, сжимая пружину 3, перемещает пусковой клапан к штуцеру 1.
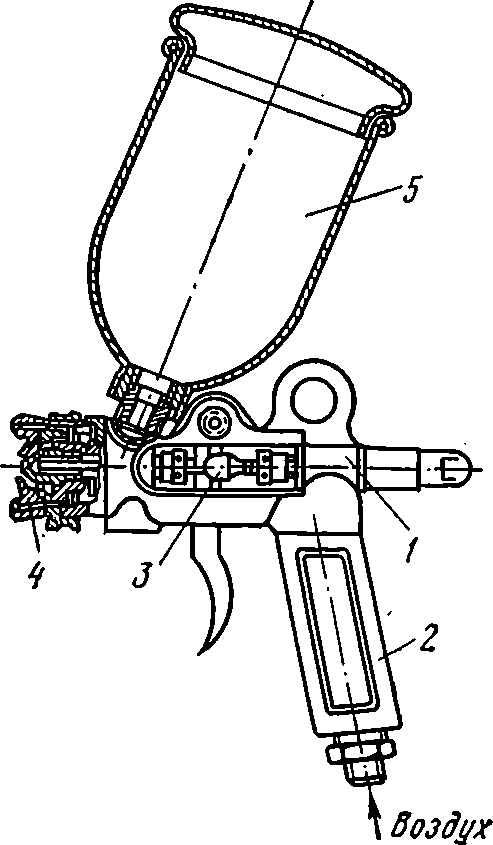
Рис. 6. Пистолет-распылитель:
1 — корпус распылителя, 2 — рукоятка, 3 — регулятор подачи краски, 4 — форсунка, 5 — стаканчик для краски
Между конусом клапана и торцом втулки образуется кольцевая щель, через которую сжатый воздух проникает в канал 15. Во избежание попадания внутрь молотка загрязненного воздуха над штуцером установлена металлическая сетка 2, удерживаемая кольцом 16. Воздухораспределительный механизм, обеспечивающий возвратно-поступательное движение ударника 13, состоит из золотниковой коробки 12, запрессованной в ствол 14 молотка, и золотника 11, который осуществляет распределение сжатого воздуха, давая ему то одно, то другое направление.
Пистолеты-распылители воздушного действия (рис. 6) позволяют механизировать операцию окраски электродвигателя, который окрашивают после ремонта, чтобы придать ему красивый внешний вид и предохранить его от коррозии. Краска подается в пистолет самотеком из стаканчика 5 по центральному каналу при одновременном засасывающем действии воздушной струи. Основными частями пистолета-распылителя являются корпус 1, рукоятка 2, регулятор подачи краски 3, форсунка 4 и стаканчик для краски. Угол расширения струи смеси краски с воздухом изменяется в пределах 20—90° в соответствии с регулировкой форсунки. Сжатый воздух, подаваемый в распылитель, очищается от масла и воды в специальном масло-водоотделителе, проходя через фильтры, состоящие из чередующихся слоев кокса и войлока.
Контрольные вопросы
- Как регулируют усилия затяжки болта в электрическом болтоверте?
- Для каких работ применяется электродрель?
- Из каких частей состоит механизм пневматического молотка?
- Как устроен пистолет-распылитель?