Приступая к прохождению этой темы, мастер производственного обучения проверяет, достаточно ли учащиеся подготовлены на уроках по материаловедению, электротехнике и специальной технологии. Во вводной беседе необходимо обратить внимание учащихся на специфические особенности обмоточных работ, коренным образом отличающие их от технологии ремонта механических частей электрических машин. Элементы обмоток состоят из медных или алюминиевых проводов и изоляционных материалов, которые обладают различными свойствами. Они очень чувствительны к сильным механическим усилиям, нагреву, действию кислот и щелочей. Об объеме обмоточных работ при ремонте электрических машин можно судить по тому, что из всех поступающих в ремонт электрических машин 70% нуждаются в ремонте обмоток.
Характер ремонта обмотки определяется не только видом неисправности, но и конструкцией обмотки. Например, при полюсных катушках или концентрических однослойных обмотках неисправную катушку или всю катушечную группу заменяют новой, вынув старую из пазов. При двухслойных обмотках для замены неисправной катушки необходимо вынуть из пазов число катушек, равное шагу обмотки по пазам, иначе нельзя вынуть неисправную катушку. При выемке неисправной катушки из пазов могут быть повреждены и другие катушки, поэтому часто вместо одной катушки приходится заменять несколько катушек.
У машин малой мощности, у которых обмотка выполнена из тонкого провода и пропитана, редко удается произвести ее частичный ремонт, так как провода склеены пропиточным лаком и вынуть катушки из пазов можно, только разрезав их лобовые части на одной стороне статора. Поэтому приходится заменять всю обмотку.
Прежде чем приступить к выполнению обмоточных работ, учащиеся должны пройти тренировочные упражнения для вырабатывания навыков и умений. Цель этих упражнений такая же, как занятия по слесарному делу перед выполнением ремонта механических частей. Упражнения делятся на ознакомительные по изучению новых для учащихся изоляционных материалов и тренировочные по выполнению отдельных изолировочных операций.
Для ознакомительных упражнений необходим набор кусочков изоляционных материалов в коробочках или прикрепленных к листу. Сначала учащиеся называют марку показанного им изоляционного материала, а затем отыскивают его в наборе. В процессе тренировочных упражнений учащиеся оплетают лентами кусочки провода, пучок проводов, катушку обмотки с разной степенью перекрытия слоев ленты. В наборе кусочков обмоточных проводов учащиеся должны научиться находить требуемую марку провода. В процессе упражнений учащиеся измеряют толщину изоляционных материалов и диаметры голых и изолированных проводов микрометром.
После этого приступают к упражнению по гибке медных шин плашмя и на ребро в простейших гибочных приспособлениях. При гибке на ребро наблюдают искажения сечения шины и способы снятия утолщений на ее внутреннем радиусе.
Учащиеся зачищают изоляцию обмоточных проводов, после чего производят пайку и сварку соединений медных и алюминиевых проводов. Пайку выполняют мягкими и твердыми припоями. При выполнении этих упражнений знакомятся с устройством паяльников, сварочного оборудования и приспособлений для контактной пайки.
Подготовка обмоток к ремонту
B процессе прохождения этой темы производственного обучения учащиеся принимают участие в технологических операциях по ремонту электрических машин. Они выполняют отдельные операции по текущему, среднему и капитальному ремонтам (проверяют качество контактов в коробке зажимов, пайки обмотки с коллекторными пластинами, исправность бандажей; разбирают обмотки и вынимают, их из пазов; устраняют межвитковые замыкания и соединение обмотки с корпусом; заменяют неисправные катушки).
Учащиеся должны полностью освоить процесс измерения сопротивления изоляции при помощи мегомметра, изучить его устройство и правила обращения с ним.
При оценке успеваемости по этой теме мастер должен проверить не только знания учащихся по контрольным вопросам, но и полученные навыки по выполнению ремонтных операций, а также умение пользоваться измерительными приборами.
При ремонте электрических машин чаще всего приходится ремонтировать изоляцию обмоток. С течением времени происходит старение изоляции, в результате чего ее электрические и механические свойства ухудшаются и может произойти замыкание между витками одной катушки, между проводами разных катушек и соединение проводов обмотки с корпусом машины. Трудность нахождения и способы устранения неисправности зависят от ее вида.
Медные провода обмотки повреждаются гораздо реже, чем нарушается изоляция. Обрываются тонкие провода, распаиваются соединения проводов обмотки или провода отпаиваются от коллектора и от отводов. Возможно перегорание проводов обмотки в результате короткого замыкания. В этом случае в проводах начинают протекать большие токи, и они расплавляются под действием выделяемого в них тепла или электрической дуги.
Поддержание обмоток в работоспособном состоянии, устранение обнаруженных неисправностей и восстановление вышедших из строя обмоток входит в систему планово-предупредительного ремонта, состоящего из следующих мероприятий: текущий (малый) ремонт, средний ремонт и капитальный ремонт обмоток.
При текущем ремонте обмоток, который, как правило, производится без разборки машины, устраняют мелкие неполадки и устанавливают, нуждается ли обмотка в ремонте. Проверяют качество контактов в коробке зажимов и не нагрелись ли они, исправность проволочных бандажей на лобовых частях обмотки ротора, прочность крепления лобовых частей обмотки статора, качество припайки концов обмотки якоря к пластинам коллектора или петушкам, измеряют сопротивление изоляции обмотки по отношению к корпусу.
Средний ремонт обмотки производится по заранее установленному графику в период остановки машины. В процессе среднего ремонта машину разбирают, производят сушку и пропитку обмоток, лакировку наружных поверхностей ротора и статора, покрытие электроэмалью миканитовых манжет коллектора и лобовых частей обмотки ротора. Устраняют все обнаруженные неисправности, пропаивают нарушенные контакты, устраняют межвитковые замыкания в обмотках и замыкания на корпус. При частичном или полном старении изоляции заменяют катушки или перематывают всю обмотку.
Капитальный ремонт обмоток заключается в полной перемотке статора или ротора, замене коллектора или контактных колец. При капитальном ремонте машин старых типов часто модернизируют их обмотки. Например, заменяют концентрические однослойные обмотки статора двухслойными с укороченным шагом, что способствует повышению эксплуатационных свойств электрических машин трехфазного тока; заменяют изоляцию обмоток другой с более высокой нагревостойкостью, что повышает надежность работы машины.
Подготовка машины к ремонту обмоток заключается в своевременной подготовке обмоточных проводов, изоляционных, пропиточных и вспомогательных материалов. Перечень материалов, необходимых для ремонта обмоток, вносят в эксплуатационную документацию электрической машины. Внедрение в производство единых серий электрических машин значительно упростило подготовку их к ремонту. Ремонтные заводы имеют не только требуемые для ремонта обмоток материалы, но и готовые элементы обмоток, полученные с завода-изготовителя или заранее изготовленные на самом ремонтном предприятии. Это позволяет намного ускорить процесс ремонта и повысить его качество.
Для определения замыканий между витками одной катушки обмотки или проводами разных фаз пользуются специальными приборами. Контроль обмоток всех типов машин значительно усовершенствован использованием электронных аппаратов СМ и ЕЛ.
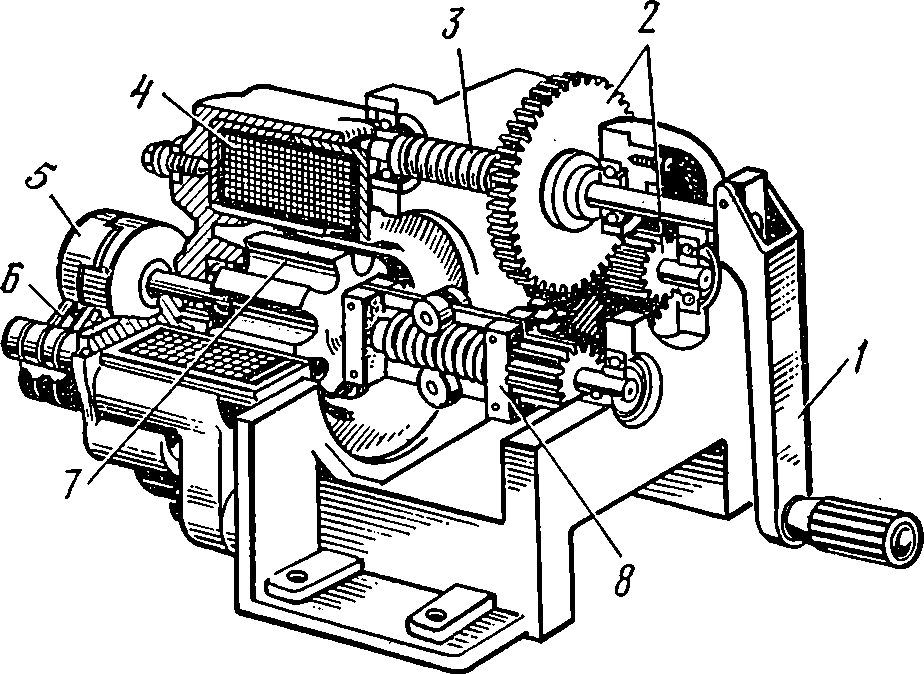
Рис. 22. Мегомметр.
1 — ручка, 2 — шестерни, 3 — пружина, 4 — катушка, 5 — пластина коллектора, 6 — щетка, 7 — якорь, 8 — центробежный регулятор
Аварийность электрических машин можно значительно снизить, если периодически в процессе эксплуатации и после капитального ремонта проверять состояние изоляции, измеряя ее сопротивление специальными приборами — мегомметрами.
Мегомметр представляет собой переносный прибор, состоящий из генератора постоянного тока и измерительной схемы, заключенных в общем пластмассовом корпусе. На рис. 22 показано устройство мегомметра наиболее распространенного типа M1101. Вращение ручки 1 по часовой стрелке передается через две пары зубчатых шестерен 2 якорю 7 генератора, представляющему собой восьмиполюсный постоянный магнит. Пружина 3 служит для расцепления механизма при вращении ручки против часовой стрелки. Вокруг магнита расположена цилиндрическая многовитковая катушка, намотанная из тонкого провода.
Катушка заключена в тонкостенный магнитопровод, наконечники которого загнуты внутрь нее. Через наконечники и магнитопровод замыкается магнитный поток, создаваемый полюсами якоря.
При вращении якоря в катушке 4 создается переменное напряжение. Концы обмотки присоединены к пластинам 5 коллектора, выпрямляющего переменный ток. По коллектору скользят щетки 6, от которых ток передается к рамкам измерителя через систему сопротивлений. На одной оси с рамками укреплена стрелка, угол отклонения которой зависит от величины измеряемого сопротивления. Шкала прибора градуируется в мегомах и килоомах. Переключение пределов измерения производится поворотом ручки на крышке прибора. Напряжение генератора влияет на показания прибора и зависит от скорости вращения якоря, которая поддерживается постоянной центробежным регулятором 8. Если вращать ручку прибора со скоростью, большей номинальной, то грузики под действием центробежной силы расходятся и отцепляют якорь генератора от привода. Вращая рукоятку привода со скоростью 120 об/мин, определяют по шкале величину сопротивления.
Обмотку присоединяют гибкими проводами к зажимам прибора. Соединительные провода должны иметь необходимую длину и хорошую изоляцию. Провода в оплетке не применяют, так как они легко увлажняются. Стараются располагать провода на весу, чтобы исключить шунтирующее действие сопротивления их изоляции на показания прибора. Поверхность мегомметра должна быть сухой и чистой.
Перед измерением проверяют исправность мегомметра. Для этого прибор устанавливают в горизонтальное положение, замыкают накоротко его зажимы, вращают ручку привода генератора со скоростью 120 об/мин и проверяют совпадение стрелки с нулевой отметкой шкалы. Затем при разомкнутых зажимах вращают ручку с той же скоростью. При этом стрелка должна установиться на отметке ∞ (бесконечность). Если стрелка отклоняется от этих отметок более чем на ± 1 мм, мегомметр при первой возможности направляют на проверку.
Исправное состояние мегомметра в течение длительного времени зависит главным образом от правильного и бережного обращения с ним. Мегомметр надо содержать в чистоте, оберегать от толчков, ударов и падений,
губительно действующих на чувствительный измеритель, подвижная часть которого вращается на кернах в агатовых подшипниках. При повреждении подшипников стрелка прибора начинает застревать и при проверке не устанавливается на нуль или бесконечность; показания мегомметра становятся неточными.
Определив характер неисправности обмотки, приступают к ремонту, который начинается с ее разборки. Разборка обмоток с открытыми пазами состоит из выбивки пазовых клиньев, распайки соединений между катушками и подъема катушек из пазов. У длительно работавших машин катушки туго сидят в пазах. Чтобы не повредить вынимаемые катушки, пользуются клиньями из текстолита или твердых пород дерева. Для подъема верхних сторон катушек клин забивают в паз между катушками, а для подъема нижних сторон — между катушкой и дном паза.
Разборка обмоток с полуоткрытыми и полузакрытыми пазами затруднена тем, что катушки прочно склеены со стенками паза и между собой пропиточным лаком. Для облегчения размотки статора через обмотку пропускают ток низкого напряжения (40—60 В), нагревая ее до выгорания изоляции и нарушения сцепления витков. Другим способом является погружение статора на 8—12 ч в 3%-ный водный раствор кальцинированной соды, нагретый до 80—100° С; при этом изоляция катушек разрушается, и обмотка легко выходит из пазов.
При разрушении изоляции катушек разрушается также изоляция пазов и обмоткодержателей. После выемки обмотки пазы легко очищают от изоляции. Способ очистки зависит от формы паза. Открытые пазы можно очищать проволочными щетками, вращаемыми электрической дрелью. Хорошие результаты дает пескоструйная обработка пазов. Очистка от изоляции полузакрытых и полуоткрытых пазов представляет значительные трудности и производится в основном вручную с использованием скребков специальной формы и напильников. Применяют также зубчатую прошивку в форме сечения паза, которую прогоняют через паз ударами молотка.
После очистки сердечник, обмоткодержатели и станину тщательно промывают растворителем (бензином или четыреххлористым углеродом) при помощи пульверизатора для удаления загрязнений, а затем пазы и наружные поверхности обмоткодержателей покрывают тонким слоем покровного лака и просушивают на воздухе.
Контрольное вопросы
- В чем заключается старение изоляции обмоток?
- Какие бывают повреждения проводов обмотки?
- В чем состоит планово-предупредительный ремонт обмоток?
- Какие работы производят при среднем ремонте?
- В чем заключается подготовка к ремонту обмоток?
- Какими аппаратами проверяют неисправности обмоток?
- Как устроен мегомметр?
- Как проверяют исправность мегомметра?
- Как надо обращаться с мегомметром?
- Как разбирают обмотку перед ремонтом?
- Как очищают пазы от старой изоляции?
Ремонт обмоток статоров
Ремонт обмоток статора является сложным процессом, поэтому до того, как приступать к производственным операциям учащиеся должны выполнить тренировочные упражнения. В качестве примера можно привезти следующие упражнения: выполнение заготовительных операций для ремонта обмоток; намотка катушек на шаблоны; изолировка катушек вручную и на изолировочном станке; разборка обмоток, подлежащих ремонту; изолировка пазов; очистка обмоткодержателей от старой изоляции; изолировка обмоткодержателей; определение степени старения изоляции.
После выполнения тренировочных упражнений учащиеся могут приступить к укладке обмоток в пазы, сначала в составе рабочих бригад, а затем самостоятельно, начиная с однослойных обмоток машин малой мощности. После освоения процессов укладки однослойных обмоток учащиеся переходят к укладке двухслойных обмоток из круглого провода. Тема кончается частичной и полной обмоткой статоров с катушками из прямоугольного провода.
В процессе прохождения этой темы учащиеся должны уверенно пользоваться электронными аппаратами типов СМ и ЕЛ сначала на макетах обмоток, а затем на готовых статорах после среднего и капитального их ремонта. При оценке прохождения учащимися этой темы мастер в равной степени уделяет внимание как выполнению ими производственных операций, так и умению пользоваться контрольными аппаратами и приборами СМ и ЕЛ и мегомметром.
На эту тему производственного обучения надо обратить особое внимание, так как статорные обмотки являются самыми распространенными. В диапазоне мощностей 1—200 кВт асинхронные двигатели строятся со всеми разновидностями статорных обмоток — однослойными обмотками из круглого провода, двухслойными из круглого провода и двухслойными из прямоугольного провода. Необходимо ознакомить учащихся со всеми разновидностями обмоток.
Начинать следует с однослойных обмоток двигателей в диапазоне мощностей 1—5 кВт, так как эти двигатели выпускаются в массовых количествах и занимают значительное место в программе ремонтных предприятий. Для ремонта обмоток этих двигателей могут быть, использованы учебные мастерские профессионально-технического училища.
Ремонт статорных обмоток заключается в устранении следующих неисправностей: тепловое старение изоляции; замыкание между витками в одной фазе и между проводами разных фаз; замыкание обмотки на корпус; обрывы в обмотке или плохие контакты в паяных соединениях.
В зависимости от характера неисправности и общего состояния поступившего в ремонт статора выполняют частичный ремонт с заменой отдельных катушек или полную перемотку. Правильное определение причины неисправности и методов ее устранения очень важно при назначении объема и технологии ремонта. Решение этих вопросов часто представляет большие трудности, поэтому учащиеся должны принимать участие в дефектации поступивших в ремонт электродвигателей.
О состоянии изоляции часто судят по величине ее электрического сопротивления, однако сопротивление изоляции не характеризует ее механической прочности. В ремонтной практике известны случаи, когда обмотки, имеющие высокое сопротивление изоляции, быстро выходят из строя из-за ее пробоя на корпус или витковых замыканий.
Для более правильного определения состояния изоляции производят частичное ее вскрытие. Если изоляция сохранила эластичность и механически достаточно прочна, ее можно считать надежной. Если же она очень хрупка и при нажатии на нее пальцами ломается, трескается или сильно шелушится, обмотку необходимо перемотать.
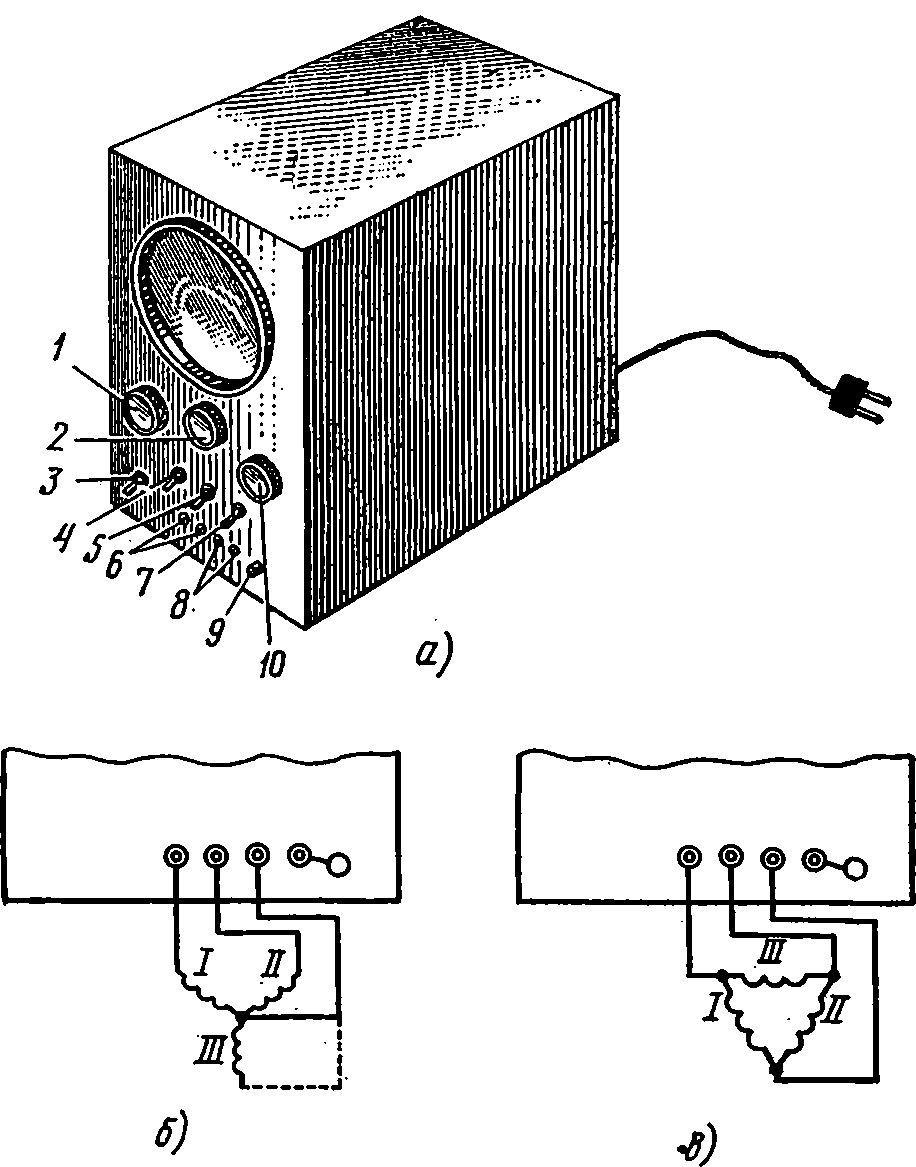
Рис. 23. Аппарат СМ: а — внешний вид аппарата, б и в — схемы контроля обмоток; 1 — ручка «Импульсный контур», 2 — ручка «Фокус», 3 — выключатель «Сеть», 4 — выключатель развертки луча, 5 — выключатель анодного напряжения, 6 и 8 — гнезда, 7 — выключатель синхронного переключателя, 9 — зажим «Земля», 10 — ручка «Емкость симметрии»
Дефектация обмоток всех типов электрических машин была значительно усовершенствована после разработки аппаратов СМ и ЕЛ. Аппарат СМ питается от сети переменного тока и посылает в испытуемую обмотку волну импульса с амплитудой до 600 В при токе в несколько миллиампер. На экране электроннолучевой трубки появляется свечение в виде яркой точки. При помощи двух вертикальных пластин луч развертывается в светящуюся полосу.
Две горизонтальные пластины, к которым присоединяют две ветви испытуемой обмотки, заставляют луч колебаться в вертикальном направлении, и на экране появляется кривая. При неисправностях в одной из двух ветвей обмотки на экране появляется изображение двух кривых. При различных неисправностях обмотки (междувитковые замыкания, обрыв, плохой контакт, неправильное соединение катушек, различные числа витков) на экране появляются кривые разной формы, что при известном опыте производящего контроль позволяет быстро определить характер неисправности.
Внешний вид аппарата СМ показан на рис. 23, а. В нижней части передней стенки расположены две пары гнезд для присоединения испытуемых обмоток. Гнезда 6 имеют обозначение «Импульсы», гнезда 8 — «Пластины явления». Над гнездами расположены выключатели, а между экраном и выключателями — три ручки настройки. Ручкой 1, имеющей надпись «Импульсный контур», регулируют напряжение, подаваемое на испытуемую обмотку; ручкой 2 с надписью «Фокус» регулируют резкость луча на экране, ручкой 10 с надписью «Емкость симметрии» можно устранить естественную несимметрию испытуемых обмоток.
Аппарат ЕЛ имеет небольшие размеры экрана, позволяющего видеть изображение на расстоянии не более 1 м, но зато у него меньшие размеры и масса, чем у аппарата СМ, что делает его удобным для переноски.
Напряжение на выходе аппарата СМ может подниматься до 560 В, поэтому при работе с ним надо выполнять следующие требования техники безопасности:
нельзя вскрывать аппарат, не отключив его от сети; до присоединения прибора к источнику питания его зажим 9 («Земля») необходимо надежно заземлить;
нельзя браться за оголенные концы провода, когда они находятся под напряжением.
Перед началом дефектации обмотки включают аппарат СМ в сеть, предварительно проверив соответствие напряжения сети напряжению, указанному на футляре и в паспорте аппарата. Шнур питания сначала присоединяют к аппарату, а затем к сети. После включения ждут не менее 1 мин для прогрева ламп и трубки, так как преждевременное включение анодного напряжения может вывести лампы из строя.
После прогрева включают анодное напряжение, повернув вниз ручку выключателя 5. Появившийся на экране луч наводят на фокус, поворачивая вправо или влево ручку 2 и добиваясь, чтобы на экране была резкая, а не расплывчатая линия. Концы двух фаз трехфазной обмотки соединяют с гнездами 6, а среднюю точку — с одним из гнезд 8. Длина проводов должна быть не более 4 м; сечение и марки проводов должны быть одинаковыми, чтобы не возникла естественная несимметрия.
После этого выключателем 7, повернув ручку вниз, включают синхронный переключатель. Поворотом ручки 1 подают на испытуемые обмотки импульсное напряжение необходимой величины. При этом на экране вместо нулевой линии появляется одна кривая, если обмотки исправны, и две кривые, если в них есть дефекты. В случае надобности поворотом ручки 10 устраняют естественную несимметрию испытуемых обмоток.
На рис. 23, б пунктиром показано, что при отсутствии в обмотке выведенной пулевой точки к гнезду 8 присоединяют конец третьей фазы, которая в данном случае служит проводом. На рис. 23, в показано присоединение к аппарату обмотки, соединенной треугольником. Для проверки всех трех фаз надо поочередно менять их местами.
При испытании обмоток с малым числом витков частота их собственных колебаний получается очень высокой и при сравнительно медленной развертке луча наблюдаемые на экране затухающие кривые имеют очень острые пики, поэтому при наличии в обмотках дефектов трудно заметить раздвоение кривых. В таких случаях следует ускорить развертку луча, для этого ручку выключателя 4 надо повернуть вниз.
Выключают аппарат в таком порядке: выключают анодное напряжение выключателем 5, выключают синхронный переключатель выключателем 7, отключают питание выключателем 3 с надписью «Сеть» и вынимают вилку из розетки осветительной сети.
Как видно на рис. 23, б и в, для контроля обмоток необходимо подключить к аппарату две одинаковые фазы, ветви или катушки.
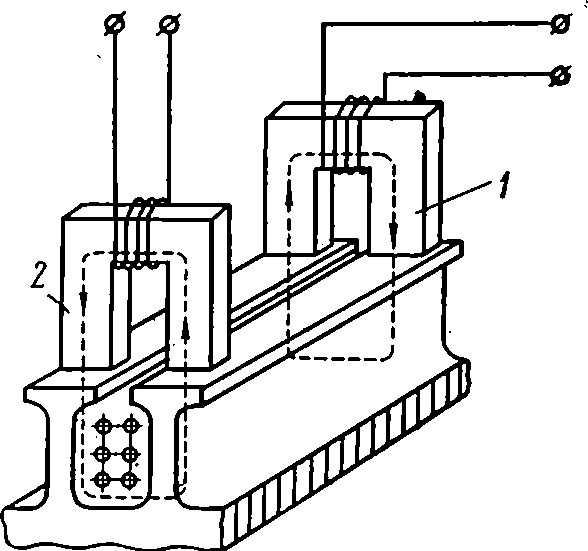
Рис. 24. Определение паза с дефектной катушкой: 1 и 2 — электромагниты
Если в одной из фаз имеются короткозамкнутые витки, кривая на экране раздваивается, причем расхождение между двумя образовавшимися кривыми невелико. Если в одной из фаз имеется обрыв, одна из кривых совпадет с нулевой линией.
Если в одной из фаз обнаружены короткозамкнутые витки, надо найти тот паз, в котором эта катушка находится. Для этого к аппарату СМ прикладывают два электромагнита с сердечниками, набранными из трансформаторной стали (рис. 24). Выводные концы обмотки электромагнита 1 подключают к гнездам 6 аппарата СМ (см. рис. 23), а концы обмотки электромагнита 2 — к гнездам 8 аппарата. Электромагниты подносят поочередно к каждому пазу данной фазы. При отсутствии в данном пазу короткозамкнутых витков на экране аппарата появляется одна кривая, близкая к нулевой линии. При наличии короткозамкнутых витков на экране появляются две кривые: одна над нулевой линией, другая под ней.
Часто при дефектации асинхронного двигателя, еще не снятого с фундамента, требуется определить, каким является дефект — внешним или внутренним. Так, если асинхронный двигатель, обмотка которого соединена звездой, при включении не вращается, двигатель отключают от сети и измеряют мегомметром сопротивления попарно между зажимами 1, 2 и 3 (рис. 25, а). При обрыве провода 2 сопротивление на зажимах 1—3 будет равно нулю, что покажет наличие металлического соединения, а измерения на зажимах 1—2 и 2—3 покажут величины сопротивлений изоляций участка сети и обмоток двигателя.
Затем определяют, где произошел обрыв — в сетевом проводе или в фазе обмотки двигателя. Для этого отсоединяют провода сети от зажимов двигателя и мегомметром измеряют сопротивление на зажимах C1, С2 и С3 попарно (рис. 25, б). При обрыве в фазе 2 обмотки сопротивление на зажимах С1—С3 будет равно нулю, а на зажимах С1—С2 и С2—С3 — сопротивлению изоляции между обмотками.
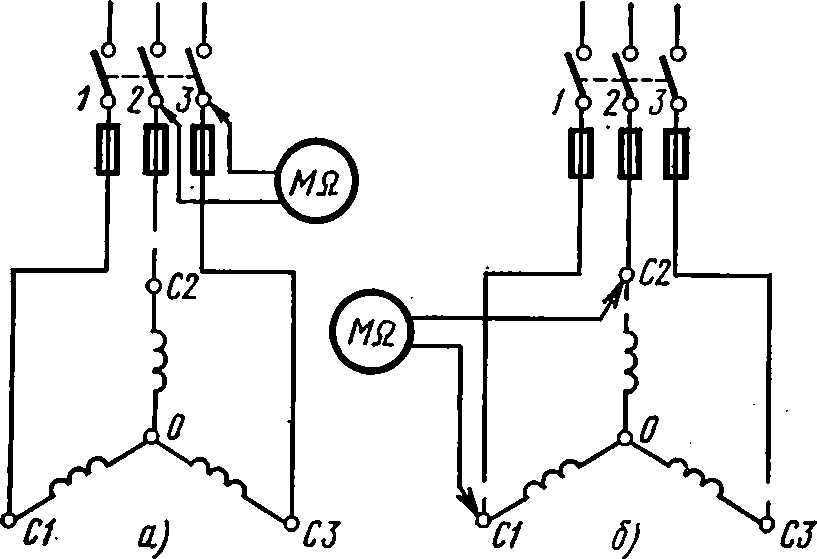
Рис. 25. Определение места дефекта: а — в сетевом проводе, б — в фазе обмотки
Иногда двигатель гудит и не развивает номинальной скорости вращения, а обмотка статора исправна. Причина заключается в том, что одна из фаз обмотки статора «перевернута», т. е. конец и начало фазы поменяли местами. Обычно это бывает у двигателей с шестью выводами от обмотки статора.
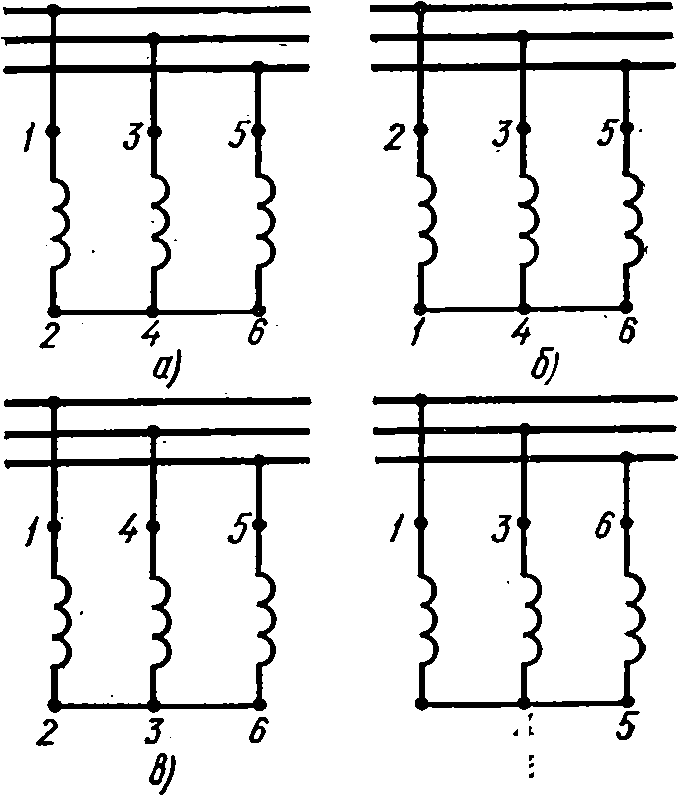
Существует несколько способов определения маркировки выводов обмотки статора, если на них нет бирок. При шести выводах обмотки статора применяют метод пробных включений (рис. 26). Сначала контрольной лампой определяют выводы отдельных фаз и разделяют их попарно. Но при этом неизвестно, какой вывод в каждой паре является началом и какой концом фазы. Поэтому к ним привязывают картонные бирки с произвольными номерами 1—2 для первой фазы, 3—4 для второй и 5—6 для третьей.
Соединяют в общую точку выводы с бирками 2, 4 и 5, а к выводам 1, 3 и 5 подводят трехфазный ток пониженного напряжения (рис. 26, а). Если двигатель работает плохо, сильно гудит, токи фаз неодинаковы и превышают номинальное значение, то меняют местами выводы 1 и 2, т. е. соединяют в общую точку выводы 1, 4 и 6 (рис. 26, б).
2 4
Рис. 26. Определение маркировки выводов методом пробных включений: а—г — варианты включений
Если при таком соединении двигатель продолжает плохо работать, то выводы первой фазы снова соединяют, как в первый раз, а меняют местами выводы второй фазы (рис. 26, в). Если при таком соединении двигатель работает плохо, то выводы второй фазы снова соединяют, как показано на рис. 26, б, а меняют местами выводы третьей фазы (рис. 26, г). Теперь двигатель должен работать нормально.
Для соединения обмотки звездой в общую точку должны быть соединены выводы от концов фаз С4, С5 и С6, а к сети подключены выводы от начал фаз С1, С2 и С3. В таком порядке и надо укрепить металлические бирки на выводах, чтобы соединение фаз было правильным.
В рассмотренном примере потребовалось четыре пробных включения, потому что были перепутаны начало и конец третьей фазы.
Правильное соединение можно было бы найти и при меньшем числе пробных включений, если бы были перепутаны выводы первой или второй фазы.
После того как учащиеся освоят процессы ремонта однослойной обмотки статора двигателей мощностью 1—5 кВт, переходят к ремонту обмоток статора двигателей мощностью 5—100 кВт. У этих двигателей, как правило, двухслойные обмотки статора, поэтому процесс разборки обмотки выполняют иначе. Чтобы вынуть из пазов неисправную катушку, поднимают из пазов верхние стороны катушек, охватывающих шаг обмотки по пазам. Для этого снимают изоляцию междукатушечных соединений и бандажи, которыми лобовые части прикреплены к бандажным кольцам, удаляют распорки между лобовыми частями, распаивают соединения катушек и выбивают пазовые клинья. Катушки, которые нужно вынуть из пазов, разогревают до температуры 75—90° С на их поверхности пропусканием постоянного тока. После этого поднимают верхние стороны катушек при помощи деревянных клиньев, осторожно отгибают их внутрь статора и привязывают к лобовым частям уложенных катушек киперной лентой. Затем вынимают из пазов катушку с поврежденной изоляцией или имеющую короткозамкнутые витки. Снимают старую изоляцию и заменяют ее новой.
В катушках с непрерывной изоляцией очень трудоемким процессом является наматывание вручную изоляционной ленты в несколько слоев по всему контуру катушки. Для этой цели применяют изолировочные станки.
В учебных мастерских встречается конструкция примитивного изолировочного станка, в который катушку вводят и передвигают ее вручную. Такие станки применяют только для изолировки небольших катушек. На производственной практике учащимся придется ознакомиться с устройством и работой более сложных изолировочных станков, в основу которых положено два разных принципа. В одних станках катушка передвигается по раме станка, а ролик с лентой обматывает ее пазовые и лобовые части. В других станках катушка в процессе изолировки остается неподвижной, а изолировочная головка обегает ее по контуру.
Изготовленные катушки укладывают в пазы, нагревают до 75—90° С и осаживают легкими ударами молотка по деревянной осадочной доске. Лобовые части катушек рихтуют деревянным молотком. Нижние стороны лобовых частей привязывают к бандажным кольцам крученым шнуром. Между лобовыми частями забивают дистанционные прокладки. После этого опускают в пазы поднятые катушки, заклинивают пазы, и запаивают междукатушечные соединения.
Контрольные вопросы
- Какие виды обмоток применяют в статорах?
- Какие виды неисправностей встречаются в статорных обмотках?
- . Как определяют степень старения изоляции?
- На каком принципе основана работа аппарата СМ?
- Какие меры предосторожности надо соблюдать при работе с аппаратом СМ?
- В какой последовательности включают аппарат СМ?
- Как надо выключать аппарат СМ?
- Как производят контроль трехфазных обмоток?
- Как исправить неправильное соединение выводов?
- В какой последовательности вынимают катушки двухслойной обмотки?
Ремонт обмоток роторов
Изучение темы по ремонту обмоток роторов следует начинать с тренировочных упражнений. В. качестве упражнений могут быть использованы простейшие операции ремонта беличьих клеток и стержневых фазных обмоток, например: рубка заготовок из бухт меди, гибка стержней фазных обмоток, изолировка стержней, гибка замыкающих колец, разборка беличьих клеток из медных стержней, удаление неисправных алюминиевых беличьих клеток и др.
Затем можно переходить к более сложным операциям ремонта, таким как разборка обмоток фазных роторов, восстановление изоляции катушек и стержней, вытаскивание из пазов стержневых обмоток, намотка и изолировка катушек фазных обмоток, бандажировка лобовых частей фазных обмоток и др.
Заключительными операциями ремонта обмоток являются: снятие схем обмоток перед разборкой и укладка на роторе катушек и Стержней фазных обмоток, пайка соединений.
В процессе прохождения темы учащиеся должны изучить применяемые приспособления и контрольные приборы. В частности, они должны уверенно проверять качество паек при помощи специального аппарата. Проверку фазных роторов на отсутствие витковых замыканий учащиеся должны производить посредством аппаратов СМ и ЕЛ.
Следует направлять инициативу учащихся на рационализацию выполняемых ими операций.
Обмотки роторов асинхронных машин в диапазоне мощностей 1—200 кВт, которые входят в программу обучения электрослесарей по ремонту электрических машин, включают следующие типы: короткозамкнутые обмотки, выполняемые заливкой роторов алюминием; короткозамкнутые обмотки из медных и латунных стержней; обмотки фазных роторов из изолированных проводов.
Обмотчики электрических машин осуществляют намотку фазных роторов; электрослесарям приходится принимать участие в ремонте обмоток всех перечисленных типов.
Роторы с литыми беличьими клетками повреждаются редко. Наиболее характерными неисправностями являются обрывы стержней в паз в тех местах, где имеются дефекты в литье, например усадочные или газовые раковины и неметаллические включения. Место повреждения недоступно для пайки, поэтому при большом числе обрывов стержней перезаливают клетку тем же сплавом. Поврежденную алюминиевую клетку удаляют из ротора выплавкой или растворением алюминия в 40—50 %-ном растворе каустической соды в течение 2—3 ч. Преимуществом способа растворения является отсутствие коробления листов ротора и влияния на вал высокой температуры.
Наиболее простым методом заливки новой беличьей клетки является статическая заливка при неподвижном роторе. Статическую заливку роторов алюминием легко организовать в учебных мастерских. При прохождении этой темы необходимо обратить внимание учащихся на то, что при такой заливке трудно достигнуть равномерного заполнения расплавленным алюминием пазов сложной формы и малого сечения. В процессе прохождения производственной практики на предприятии учащиеся могут ознакомиться и с другими, более совершенными, методами заливки — центробежным, вибрационным и под давлением на полуавтоматических машинах.
Каждый из этих способов заливки имеет достоинства и недостатки. Так, при центробежном способе плотность залитого металла повышается, но центробежная сила жидкого металла вытесняет его из узкой части паза. Заливка под давлением очень производительна, но затекающий между листами сердечника жидкий алюминий вызывает повышенные потери на вихревые токи. Следует обратить внимание учащихся на важность выдерживания определенной температуры расплавленного металла и степени прессовки листов сердечника. Необходимо ознакомить их со способами контроля качества заливки.
В двигателях большой мощности короткозамкнутые обмотки выполняют из медных или латунных стержней с приваренными к ним медными короткозамыкающими кольцами. Несмотря на простоту и надежность конструкции короткозамкнутых роторов нередки случаи повреждения их обмоток.
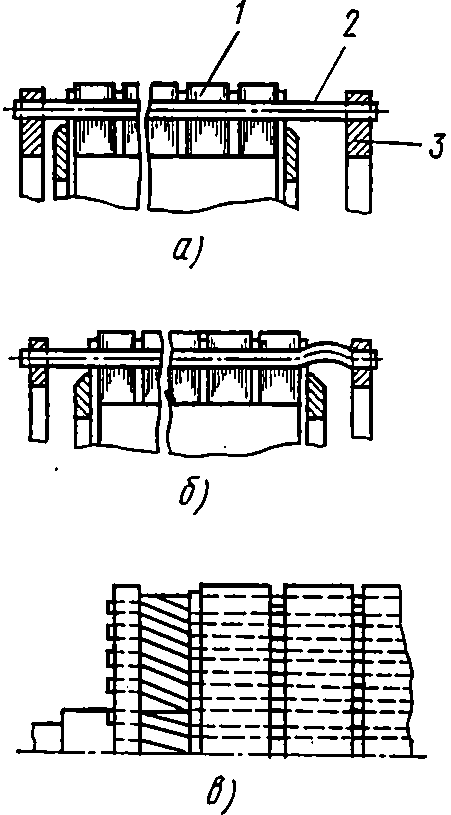
Рис. 27. Повреждение беличьих клеток:
а — смещение клетки в осевом направлении, б — изгиб стержней в радиальном направлении, в — изгиб концов стержней в направлении, обратном вращению; 1 — пакет сердечника ротора, 2 — стержень беличьей клетки, 3 — замыкающее кольцо
Причинами повреждений являются разрывы обмотки из-за механических напряжений, возникающих в стержнях, кольцах и местах соединений от центробежных сил, сил инерции короткозамыкающих колец и вибрации стержней, а также в результате удлинений при нагреве током. При появлении электрической дуги происходит распайка и оплавление мест соединений стержней с короткозамыкающими кольцами.
Часто повреждения беличьих клеток происходят вследствие неправильных условий эксплуатации. Это бывает, когда двигатель, рассчитанный на спокойную длительную работу, используют для приводов с частыми пусками под полной нагрузкой. В этих случаях температура отдельных частей беличьей клетки превышает 500° С и ее элементы подвергаются сильным перенапряжениям. Как показала практика эксплуатации асинхронных двигателей, 80% всех повреждений короткозамкнутых обмоток происходит по этой причине. Особенно опасным является повторный пуск двигателя, уже нагретого предшествующими пусками.
Наиболее частым видом повреждения беличьих клеток является обрыв стержней в месте выхода их из паза или соединения с замыкающим кольцом. Стержни при обрыве изгибаются; отогнутая часть стержня может повредить обмотку статора.
Для предупреждения аварийного выхода двигателей из строя тщательно наблюдают за их работой и внимательно осматривают роторы при текущих осмотрах. При обрыве хотя бы одного стержня нормальная работа короткозамкнутой обмотки нарушается, что обычно приводит к обрыву других стержней и серьезной аварии.
При текущих осмотрах обращают внимание на повреждения, которые еще не привели к аварийному выходу двигателя из строя, но в конечном счете приведут к обрыву стержней или распайке мест соединений.
К таким повреждениям относятся:
появление на стержнях трещин, которые ведут к разрыву стержней;
смещение беличьей клетки в осевом направлений (рис. 27, а);
изгиб выступающих из пазов стержней в радиальном направлении (рис. 27, б);
изгиб концов стержней в направлении, обратном вращению (рис. 27, в), вследствие инерции тяжелого замыкающего кольца при пуске;
цвета побежалости в местах соединений колец со стержнями, подгары мест соединений.
Все перечисленные повреждения могут быть обнаружены при внимательном осмотре беличьих клеток. Особенно тщательно проверяют появление начальных трещин на выступающих концах стержней. При осмотрах пользуются увеличительными стеклами, протравливают подозрительные места реактивами или прокрашивают их раствором мела в керосине. Очень тщательно осматривают также состояние паяных соединений стержней с кольцами, обращая внимание на самые незначительные изменения мест пайки.
Ремонт обмоток короткозамкнутых роторов заключается в частичной или полной замене всех стержней и замыкающих колец. Частично заменяют стержни лишь в тех случаях, когда повреждение явилось следствием отдельных дефектов, не характерных для всей клетки. При ремонте материал для стержней и колец берут такой же, какой применен в двигателях заводского производства, иначе будут ухудшены пусковые и рабочие характеристики двигателя.
Для выполнения капитального ремонта нарубают из прутков заготовки стержней такой длины, чтобы они выступали из пазов на такую же величину, что и стержни двигателя до ремонта. Концы стержней затачивают на конус на точильном камне и забивают стержни в пазы. Если стенки пазов имеют большие шероховатости, их зачищают сверлами, вращаемыми электродрелями.
Замыкающие кольца двигателей на 3000 об/мин отковывают из одного куска меди. Кольца тихоходных двигателей можно гнуть из полосы и сваривать автогенной сваркой. Наиболее ответственной операцией является пайка соединений стержней с кольцами. Для пайки беличьих клеток двигателей с легкими условиями пуска, у которых стержни и кольца медные, применяют медно-фосфористый припой. Пайку производят без флюса. Для двигателей с тяжелыми условиями пуска применяют серебряные припои. В качестве флюса при этом используют буру.
Для круглых стержней в кольцах просверливают отверстия. Зазоры между отверстиями в кольцах и стержнями берут 0,2—0,25 мм на сторону. Перед пайкой концы стержней и стенки отверстий сначала обезжиривают и протравливают в растворе азотной кислоты, а затем промывают в горячей воде. Стержни соединяют с кольцами газовой или электроконтактной пайкой, основанной на контактном нагреве мест пайки. Ток к месту пайки подводят от низковольтного трансформатора через электрододержатель, в котором зажат угольный электрод. В ремонтных условиях наиболее распространена газовая пайка ацетиленокислородным пламенем.
Ротор при пайке устанавливают на вращающейся опоре вертикально. Между замыкающими кольцами и торцом сердечника устанавливают дистанционные клинья из нержавеющей стали. После общего разогрева кольца и стержня расплавляют припой, касаясь им наиболее нагретых мест пайки на наружной поверхности кольца. Нельзя плавить припой в пламени горелки, горелку все время перемещают по контуру пайки. Флюс наносят на спаиваемые поверхности, погружая разогретый конец прутка в сосуд с флюсом.
Фазные обмотки роторов двигателей мощностью до 100 кВт состоят из многовитковых катушек, намотанных из прямоугольных изолированных проводов. Конструктивная особенность этих обмоток заключается в том, что провода расположены в паз в один ряд. Это значительно улучшает условия охлаждения проводов, так как каждый провод граничит со стенками паза.
Прежде чем вынимать катушечные группы обмотки из пазов при ремонте обмоток фазных роторов, снимают схему обмотки, расположение начал и концов фаз на роторе, а также расположение соединений между катушечными группами.
В двигателях мощностью свыше 100 кВт применяют стержневые обмотки фазных роторов.
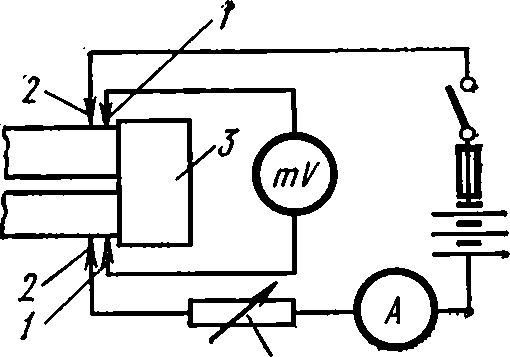
Рис. 28. Схема прибора для измерения сопротивления контактов:
1 — щупы для измерения падения напряжения, 2 — щупы для подвода постоянного тока, 3 — хомутик обмотки, 4 — регулировочный реостат
В каждом пазу помещаются два стержня, соединенных хомутиком и спаянных. Обычно обмотка ротора попадает в ремонт вследствие обугливания изоляции из-за сильного нагрева. Причиной чаще всего служит недоброкачественная пайка. Обмотка может перегреться также от частых пусков, так как пусковой ток в несколько раз превышает номинальный.
При осмотрах роторов в процессе текущих ремонтов прежде всего тщательно проверяют паяные соединения стержней верхнего и нижнего слоев. Более точно качество соединения можно проверить специальным прибором (рис. 28), измерив сопротивления контактов. К двум стержням обмотки при помощи щупов 2 подводят постоянный ток от аккумуляторной батареи вблизи хомутика 3. Другой парой щупов 1 измеряют падение напряжения милливольтметром. Для ограничения и регулирования тока в цепь включают реостат 4. Подбирают такую силу тока, чтобы получить достаточные по величине показания милливольтметра. Измерения производят для каждой пары стержней с обеих сторон ротора. При низком сопротивлении контакта увеличивается падение напряжения; такие соединения дополнительно пропаивают. Если ротор вращается даже при разомкнутой цепи ротора, значит имеется короткое замыкание в обмотке или на контактных кольцах вследствие оседания щеточной пыли.
Обычно при ремонте стержневых обмоток фазных роторов удается использовать все или большую часть стержней старой обмотки. Однако при сильных прогарах приходится часть стержней заменять новыми из медной шины. Размеры сечения стержня при этом должны быть сохранены. Одну сторону заготовки выгибают на гибочном приспособлении, противоположную сторону — на роторе.
Прежде чем отрезать заготовку от бухты меди,
измеряют стержень и высчитывают длину заготовки. В качестве примера определим развернутую длину заготовки стержня обмотки ротора с размерами, показанными на рис. 29. Заготовка состоит из трех прямолинейных участков а, b и с и двух скругленных участков со средним радиусом. Длина окружности равна 2πr.
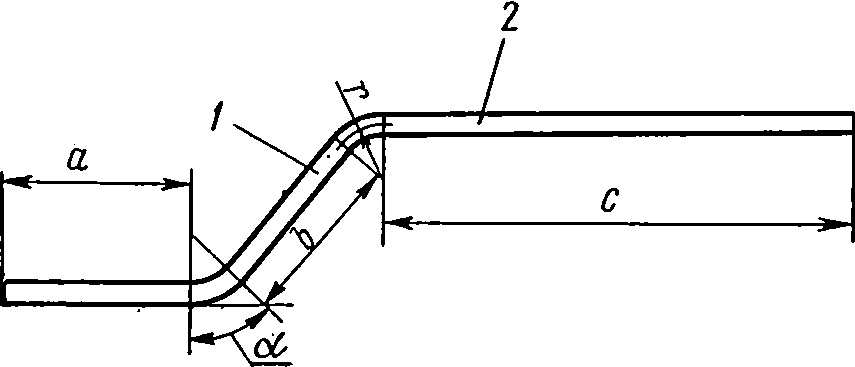
Рис. 29. Заготовка стержня обмотки ротора:
1 — лобовая часть стержня, 2 — пазовая часть стержня
Два закругления под углом α меньше целой окружности в![]() раз. Таким образом, развернутая длина двух скругленных участков выражается формулой
раз. Таким образом, развернутая длина двух скругленных участков выражается формулой
![]()
а вся длина стержня равна
![]()
Согнутые стержни передают на изолировочный участок для нанесения изоляции, а затем на обмоточный участок для укладки в пазы. Роторы асинхронных двигателей имеют закрытые пазы, поэтому стержни обмотки приходится вдвигать в пазы с торцов сердечника. Обычно стержни нижнего ряда вставляют в пазы с одной стороны ротора, а стержни верхнего ряда — с другой. При разборке роторной обмотки с закрытыми пазами нельзя вынуть даже один стержень верхнего слоя, не распаяв все соединительные хомутики и не разогнув все стержни этого слоя. Это объясняется тем, что после распайки хомутиков первый стержень можно разогнуть на небольшую величину, так как он находится между двумя соседними. Второй стержень можно разогнуть на удвоенную величину, третий — на утроенную и т. д.
Следовательно, чтобы у какого-нибудь стержня выпрямить лобовую часть, надо разогнуть почти все стержни этого слоя обмотки. Добраться до стержня нижнего слоя еще труднее.
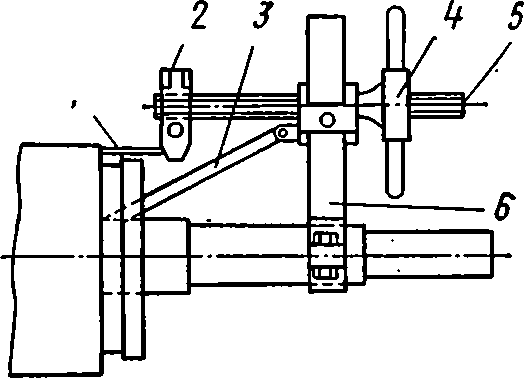
Рис. 30. Приспособление для вытягивания стержней из пазов:
1 — стержень обмотки, 2 — зажим, 3 — распорка, 4 — гайка, 5 — ходовой винт, 6 — хомут
Хомутики распаивают паяльной лампой или электродуговым паяльником. Снятые хомутики осматривают и решают вопрос об их повторном использовании. Для вытягивания стержней из пазов применяют специальные приспособления, потому что требуются большие усилия. Для этого на шейке вала, обернутой картоном, устанавливают и затягивают болтами хомут 6 (рис. 30). Распорка 3 служит для того, чтобы приспособление не сдвигалось вдоль вала.
Конец стержня 1 закрепляют в зажиме 2 и начинают вращать гайку 4 за приваренные к ней рукоятки. При этом винт 5 движется поступательно и тянет за собой стержень обмотки. Винт соединен шпонкой с хомутом, что предохраняет его от проворачивания.
Концы стержней очищают от наплывов припоя, чтобы их легко было вставить в пазы. При повторной гибке в стержнях могут образоваться трещины, поэтому после снятия изоляции их отжигают, нагревая до 400° С и охлаждая в воде. Мелкие повреждения в стержнях запаивают твердым припоем.
Контрольные вопросы
- Какие типы обмоток встречаются в роторах?
- Как можно удалить короткозамкнутую обмотку из алюминия?
- Какими способами производят заливку ротора?
- Какие причины приводят к повреждению беличьих клеток?
- Как проверяют состояние беличьих клеток?
- В каких случаях производят частичный ремонт и в каких полную замену беличьих клеток?
- Как выполняют замыкающие кольца при ремонте?
- Как соединяют стержни с кольцами?
- Какие виды обмоток встречаются в фазных роторах?
- Как проверяют качество паек в стержневых обмотках?
- Как устроено приспособление для вытягивания стержней из пазов ротора?
Ремонт обмоток якорей
Обмотки машин постоянного тока являются самыми сложными, поэтому прежде, чем приступить к изучению их ремонта, необходимо проделать ряд тренировочных упражнений, таких как подготовка якоря к обмотке; изолировка пазов и нажимных шайб; намотка катушек из круглого провода на шаблоны; изолировка катушек; намотка катушек из прямоугольного провода; гибка стержней обмотки якоря; прессовка и изолировка стержней.
После выполнения тренировочных упражнений можно переходить к процессам укладки обмоток в пазы. Лучше всего начинать с якорей с ручными обмотками, которые наматывают проводом непосредственно в пазы якоря. Выполнение ручных обмоток позволяет изучить схемы обмоток якоря и соединение их с коллектором. Затем можно переходить к катушечным всыпным обмоткам при полузакрытой форме паза. При выполнении этих обмоток следует обратить внимание учащихся на схемы петлевых и волновых обмоток.
После укладки обмоток в пазы учащиеся приступают к пайке их выводных концов с пластинами коллектора. При этом необходимо ознакомить учащихся с устройством и работой ванн для пайки коллекторов. Следующим этапом производственного обучения является выполнение обмоток из жестких катушек и стрежней. Учащиеся должны освоить проверку обмоток якоря при помощи аппаратов СМ и ЕЛ. Заключительным этапом этой темы является определение мест и характера неисправностей обмоток якоря (замыкание на корпус, междувитковые замыкания и обрывы) и способы их исправления. В порядке совмещения профессий учащиеся осваивают процессы бандажировки якорей и их балансировки.
Ремонт обмоток якорей является трудным процессом. На это надо обратить внимание учащихся при прохождении этой темы производственного обучения. Дефектация их также сложна, так как часто одни и те же признаки неисправности являются следствием различных причин.
В процессе ремонта могут встретиться следующие виды неисправностей: соединение обмотки с корпусом; междувитковые замыкания; обрывы; неправильные соединения выводов обмотки с коллекторными пластинами. Средства для обнаруживания неисправностей зависят от условий работы. Если ремонт производится в обмоточном цехе крупного электроремонтного предприятия, то для дефектации пользуются аппаратами СМ и ЕЛ, мегомметрами и другими приборами. В небольших ремонтных мастерских применяют упрощенные методы проверки машин.
Ввиду того что машин постоянного тока находится в эксплуатации во много раз меньше, чем асинхронных двигателей, часто нет возможности заменить неисправную машину другой. В этих случаях прибегают к отключению неисправных катушек обмотки, чтобы машину можно было быстро вновь пустить в работу.
Соединение обмотки с корпусом может быть следствием старения изоляции, механических повреждений ее листами якоря, протирания пазовой изоляции при перемещениях катушек в пазах или соединения пластин коллектора с корпусом. Соединение обмотки с корпусом можно обнаружить, не разбирая машины. Для этого надо взять контрольную лампу и один провод присоединить к валу, а другим поочередно касаться коллекторных пластин. В однократно замкнутой обмотке контрольная лампа загорится при соединении с любой пластиной. В машинах с обмоткой из многовитковых катушек лампа будет гореть более ярко при касании с той пластиной, которая присоединена к катушке, соединенной с корпусом.
Однако контрольной лампой можно обнаружить только такое соединение обмотки с корпусом, при котором имеется металлический контакт. Поэтому лучше пользоваться мегомметром, стрелка которого покажет соединение обмотки с корпусом даже при окислившемся или подгоревшем контакте между ними.
Обнаружив катушку, соединенную с корпусом, находят место соединения и изолируют его. Часто соединения наблюдаются в местах выхода катушек из пазов, когда изолированная поверхность обмоткодержателей ниже дна паза и катушки прогибаются под действием давления бандажей. В этих случаях устраняют соединение, забивая на дно паза прокладки из гетинакса при снятых бандажах.

Рис. 31. Отключение секции, соединенной с корпусом: 1 — пластина коллектора, 2 — секция, соединенная с корпусом, 3 — медная пластина
Если одна секция катушки соединена с корпусом, то можно отключить ее от обмотки, не вынимая обмотки из пазов. Для этого выводы секции 2 (рис. 31) отсоединяют от коллекторных пластин 1 и изолируют, а между пластинами на торцовой поверхности впаивают медную пластину 3, чтобы не было обрыва в петлевой обмотке. При большом числе коллекторных пластин это не скажется на работе машины.
Междувитковые замыкания могут появиться в результате повреждения изоляции самого проводи или катушки. В первом случае будут замыкания между витками одной катушки, во втором — между соседними катушками. В обмотке якоря протекает переменный ток. В замкнутых витках образуются очень большие токи, так как сопротивление катушки мало. Признаком междувитковых замыканий является нагрев обмотки, который вызывает распаивание соединений с коллектором и обугливание изоляции. При длительной работе машины с короткозамкнутыми витками происходит их выгорание и образуется электрическая дуга, которая может оплавить и листы сердечника якоря. При междувитковых замыканиях появляются большие уравнительные токи, создающие сильное искрение на коллекторе.
Короткозамкнутые витки могут быть обнаруженье аппаратами СМ и ЕЛ. Если присоединить две коллекторные пластины, расположенные на коллекторе под углом 90о, к гнездам 6 (см. рис. 23, а) аппарата СМ, а находящуюся посередине между ними пластину — к одному из гнезд 3, то при петлевой обмотке получится схема, аналогичная трехфазной обмотке, соединенной треугольником (см. рис. 23, в). При витковых замыканиях в одной из ветвей обмотки на экране появляются раздвоенные кривые. Для полного контроля всей петлевой обмотки якоря необходимо эту операцию повторить для каждой четверти коллектора, т. е. четыре раза.
Если число замкнутых секций невелико, а машину надо срочно выпустить из ремонта, можно их отключить. На рис. 32, а показан замкнутый виток четырехвитковой секции обмотки якоря; на рис. 32, б пунктиром показанье отключенные витки, концы которых изолированы во избежание образования короткозамкнутых контуров на якоре.
Чтобы в оставшейся части секции не было короткозамкнутых контуров, пришлось отключить два витка вместо одного. При большом числе междувитковых замыканий обмотка должна быть перемотана с заменой изоляции.
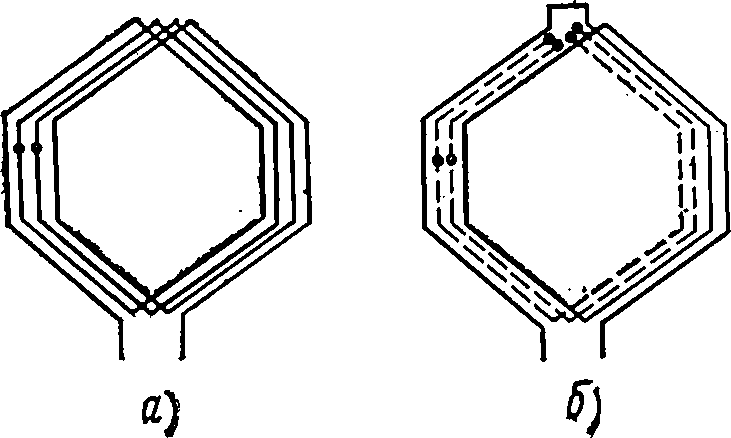
Рис. 32. Секции с замкнутым витком: а — замкнутый виток, б — отключенные витки
Причина междувитковых замыканий может заключаться не только в нарушении изоляции катушек. При пайке коллектора или бандажей капля припоя может попасть внутрь коллектора и с течением времени замкнуть две коллекторные пластины. Замыкание между пластинами может быть обнаружено только после отпайки верхнего слоя концов секций.
Обрывы в обмотках якоря бывают двух видов. У обмоток из тонкого провода при сильном натяжении бандажей и отсутствии у лобовых частей опоры со стороны обмоткодержателей могут оборваться провода обмотки. У обмоток из прямоугольного провода обрыв в цепи якоря происходит вследствие распаивания соединений с коллектором.
У генераторов с обрывами в обмотке якоря затруднен процесс самовозбуждения, а двигатели имеют пониженную скорость вращения. В обмотке в местах обрывов образуется электрическая дуга, которая может расплавить не только провода обмотки, но и листы сердечника якоря. При плохих контактах в местах пайки обмоток из прямоугольного провода все эти признаки проявляются не сильно. Но если такую машину не вывести вовремя в ремонт, произойдет полное нарушение контактов. При этом если обмотка имеет уравнительные соединения, то подгорят не только пластины коллектора, соединенные с оборванной секцией, но и другие, связанные с ними уравнительными соединениями.
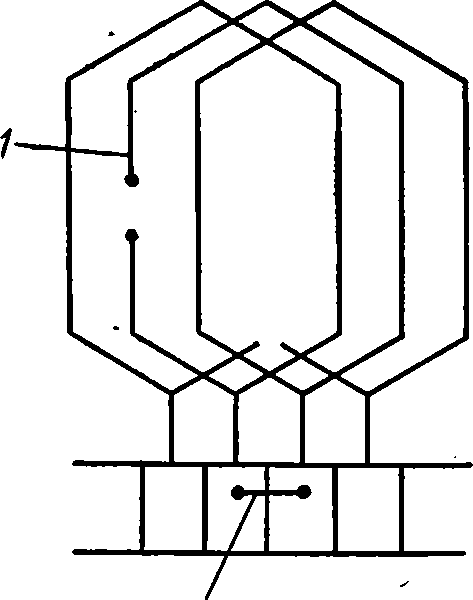
Рис. 33. Схема отключения секции, имеющей обрыв:
1 — секция с обрывом, 2 — перемычка между коллекторными пластинами
В волновой обмотке при одном обрыве подгорит р пластин, соединенных одним обходом. Чтобы найти место обрыва, пользуются аппаратами СМ и ЕЛ. В случае обрыва одной секции она может быть отключена, так же как секция, соединенная с корпусом. Схема отключения показана на рис. 33. Между пластинами коллектора впаяна перемычка 2.
Неправильные соединения выводов обмотки с коллекторными пластинами встречаются только в обмотках из тонкого провода и заключаются в том, что концы секции меняются местами. Э. д. с. такой секции направлена навстречу э. д. с. соседних секций, что вызывает искрение на коллекторе. Из-за нарушения симметрии появляются уравнительные токи между параллельными ветвями обмотки. Для обнаружения перекрещивания концов секций в петлевой обмотке к двум противоположным пластинам коллектора подключают постоянный ток и подводят к каждому пазу якоря магнитную стрелку. Если секция включена неправильно, стрелка повернется другим концом по сравнению с ее положением относительно других пазов с правильно соединенными секциями.
Контрольные вопросы
- Какие виды неисправностей встречаются в обмотках якоря?
- По каким причинам может произойти соединение обмотки с корпусом?
- Как определить, соединена ли обмотка с корпусом?
- Какое преимущество имеет мегомметр перед контрольной лампой?
- Как отключают секцию, соединенную с корпусом в петлевой и волновой обмотках?
- Какие виды междувитковых замыканий встречаются в обмотках якоря?
- По каким признакам узнают о коротких замыканиях?
- Как можно обнаружить короткозамкнутые витки аппаратами СМ и ЕЛ?
- Как отключают секции с короткозамкнутыми витками?
- По каким причинам могут возникнуть короткие замыкания?
- Какие виды обрывов могут быть в обмотках якоря?
- Как отключить секцию, имеющую обрыв?
- Как обнаруживают неправильные соединения выводов обмотки с коллекторными пластинами?
Ремонт полюсных катушек
Катушки полюсов работают в значительно более легких условиях, чем обмотки, вложенные в пазы, поэтому они реже попадают в ремонт, а их неисправности легче обнаружить и устранить. Основными неисправностями полюсных катушек являются: соединения с корпусом; обрывы; междувитковые замыкания. Особенность полюсных катушек заключается в том, что по ним протекает постоянный ток, поэтому в короткозамкнутых витках не наводятся э. д. с. и не протекают токи короткого замыкания, а эти витки просто отключаются от других витков. Катушки с замкнутыми витками обычно холоднее других, так как при меньшем числе витков, по которым протекает ток, в них меньше потерь энергии.
Соединение полюсной катушки с корпусом обычно происходит в результате прорезания ее изоляции углом полюсного сердечника. Неисправную катушку снимают с полюса и устраняют причину соединения. При резких изменениях тока возбуждения полюсные катушки подвергаются большим динамическим усилиям, передвигающим их вдоль сердечника полюса, поэтому при сборке тщательно проверяют плотность посадки катушек на сердечнике. В последнее время полюсные катушки стали пропитывать вместе с сердечником полюса компаундом с кварцевым наполнителем, благодаря чему улучшается отвод тепла от катушки к полюсу и устраняется возможность ее перемещения относительно полюса.
Катушку, соединенную с корпусом, находят следующим образом. Отключают катушки от якоря и пропускают через них постоянный ток. Один провод от вольтметра присоединяют к корпусу, а другим поочередно касаются соединительных проводов или выводных пластин катушек. Если они изолированы, то прокалывают острыми щупами изоляцию. Наименьшие показания вольтметра будут с обеих сторон от катушки, соединенной с корпусом.
Обрывы бывают только в катушках, намотанных из тонкого провода. При обрыве обмотки возбуждения машин постоянного тока напряжение на зажимах генератора отсутствует. Место обрыва легко обнаружить мегомметром. Для этого проверяют соединение выводов каждой катушки, отключив их от источника питания.
Междувитковые замыкания чаще всего наблюдаются в переходах из слоя в слой, в местах крепления выводов и в углах полюсов. Замыкание небольшого числа витков катушки параллельного возбуждения не сказывается на работе машины. Особенно нечувствительны к замыканиям витков машины с уравнительными соединениями в обмотке якоря. При значительном числе замкнутых витков и отсутствии уравнительных соединений машина начинает искрить на коллекторе, у генератора снижается напряжение, а у двигателя возрастает скорость вращения.
Особенно опасны междувитковые замыкания в синхронных машинах, когда нарушается магнитная симметрия и ротор начинает сильно вибрировать. Иногда эти замыкания имеют перемежающийся характер, появляясь при вращении ротора и пропадая после его остановки. Это объясняется действием центробежных сил, в результате чего появляется давление между витками катушки, и они замыкаются, что обычно наблюдается в многослойных катушках. Поэтому в синхронных машинах стремятся применять однослойные катушки, намотанные из медных шин на ребро.
Контрольные вопросы
- Какие неисправности встречаются в полюсных катушках?
- Как найти полюсную катушку, соединенную с корпусом?
- Как исключить замыкания катушек на корпус?
- В каких катушках могут быть обрывы?
- В каких местах наблюдаются витковые замыкания в катушках?
- Почему опасны витковые замыкания катушек в синхронных машинах?
Комплексные работы
На базе изучения тем «Ремонт шихтованных сердечников» и «Ремонт обмоток» могут быть составлены комплексные работы, выполняемые учащимися самостоятельно. В качестве комплексных работ могут быть предложены следующие:
- Ремонт обмоток статора электродвигателей единой серии типов А2 и АО2 3, 4 и 5-го габаритов (работа выполняется одним учеником).
- Ремонт обмоток статора электродвигателей единой серии типов А2 и А02 6, 7, 8 и 9-го габаритов (работа выполняется двумя учениками).
- Ремонт обмоток ротора электродвигателей единой серии АК2 6, 7, 8 и 9-го габаритов (работа выполняется двумя учениками).
- Перезаливка алюминиевой обмотки ротора электродвигателей единой серии 3, 4 и 5-го габаритов (работа выполняется двумя учениками).
- Ремонт стержневой обмотки ротора асинхронного двигателя 10 и 11-го габаритов (работа выполняется бригадой из 3—4 учеников).
- Ремонт обмотки ротора синхронного генератора 10 и 11-го габаритов (работа выполняется бригадой из 3—4 учеников).
- Капитальный ремонт сердечников статора с выемкой обмоток машин 10 и 11-го габаритов (работа выполняется бригадой из 3—4 учеников).
- Ремонт обмоток якоря машин серии П 3, 4 и 5-го габаритов (работа выполняется одним учеником).
- Ремонт обмоток якоря машин серии П 6, 7, 8 и 9-го габаритов (работа выполняется двумя учениками).
- Ремонт полюсных катушек машин серии П 3, 4 и 5-го габаритов (работа выполняется двумя учениками).