§ 50. Испытание электрических контактов на сваривание при протекании больших токов
Испытание электрических контактов и контактных материалов на сваривание заключается в установлении опытным путем того минимального, или граничного тока Iгр, при котором происходит сваривание контактов. Токи сваривания обычно очень большие и протекание их через контакты длительное время нежелательно, так как они могут привести к недопустимому накаливанию и расплавлению контактов. Чтобы исключить указанную опасность, обычно применяют при исследованиях импульсные токи. При этом ток сваривания контактов зависит от амплитуды, длины волны и скорости нарастания тока, что затрудняет сравнение и оценку результатов исследований различных лабораторий, применяющих различные параметры волн.
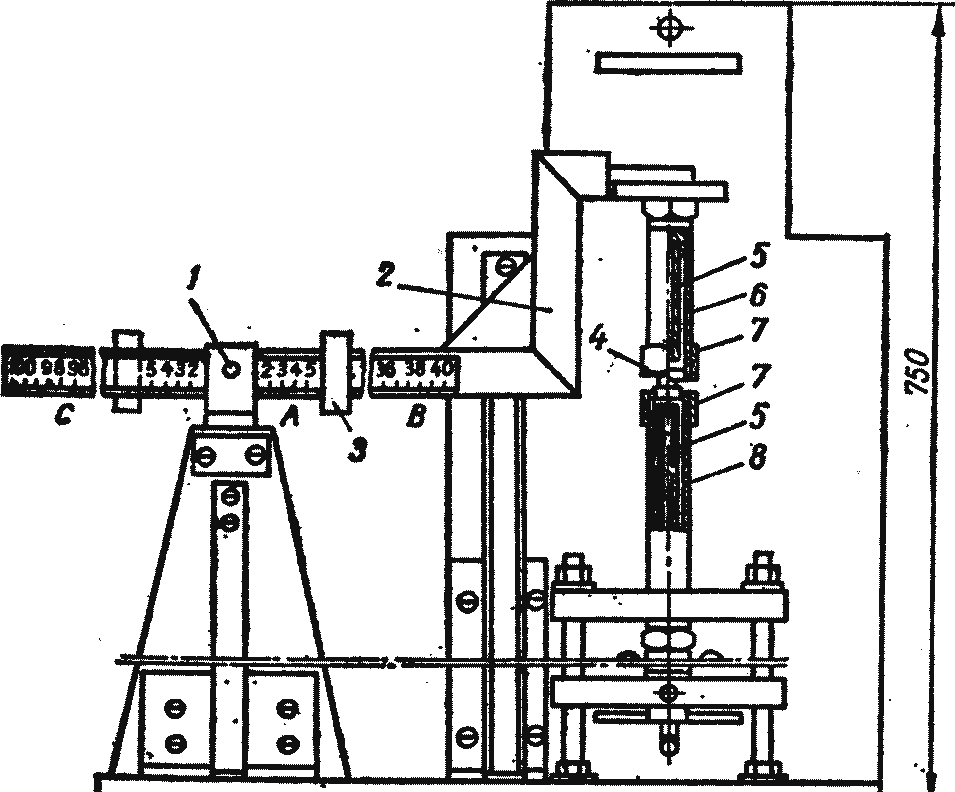
Рис. 157. Аппарат для испытания контактов на сваривание:
8 и 6 — неподвижный и подвижный контакты; 2 — рычажная система, вращающаяся вокруг оси 1; 3 — груз; 5 — труба для охлаждающей воды; 4 — испытуемый контактный материал, укрепленный на насадке контактодержателя.
Проф. О. Б. Брон и Н. Г. Мясникова [23] предложили для испытания контактов на сваривание метод испытания при установившемся тепловом режиме. Этот метод испытания стал возможен при применении водяного охлаждения контактов. В этом случае через контакты могут протекать большие токи, не приводя к опасному перегреву их. При этом принудительное водяное охлаждение контактов не влияет на температуру контактных площадок, где будет происходить сваривание (область стягивания). При нагревании контактов можно различать среднюю температуру всего контакта и температуру контактной площадки. Начало процесса сваривания контактов связано с плавлением металла контактной площадки, поэтому важным вопросом, требующим опытного подтверждения, является возможность сваривания контактов при низкой средней температуре всего контакта. Опыт, изложенный в работе [23], показал, что при водяном охлаждении контактов на контактной площадке можно получить температуры, при которых происходит плавление металла при холодном состоянии контакта. Для опытной проверки метода был сконструирован специальный аппарат для испытания контактных материалов на сваривание [23], показанный на рис. 157. Аппарат имеет два полых цилиндрической формы охлаждаемых контакта: неподвижный 8 и подвижный 6. Подвижный контактодержатель связан с рычажной системой 2, которую можно поворачивать вокруг оси 1, с перемещающимся, по необходимости, грузом 3, который, находясь на плече АВ, прижимает, с определенной силой, контакт 8 к контакту 6. Если груз будет перемещаться на плече АС, то можно определить силу Р, которая будет отрывать контакт 8 от контакта 6, после их сваривания. Предложенный способ дает возможность определить ток сваривания контактов при длительном прохождении испытательного тока, а также определить ток сваривания в функции давления в контактах и найти силу отрывания сваривающихся контактов Ротр. Для создания установившегося теплового режима в области между контактной площадкой и всей охлаждаемой водой контактной поверхностью, при котором будут справедливы полученные в [23] выводы, при испытаниях необходимо увеличивать ток, протекающий через контакты с определенной скоростью. Такая граничная скорость была определена экспериментально измерением токов сваривания контактов при разных

Рис. 158. Характеристики сваривания металлокерамических контактов ЦГ-1 при давлении Р = 5 кг.
а — осциллограмма тока I и напряжения ΔUκ; б — зависимость сопротивления контактов Rκ от падения напряжения на них ΔUκ.

Рис. 159. Зависимость тока сваривания Iгр=φ(F) и силы отрывания сварившихся контактов Ротр=φ (F) от давления F.
На рис. 158 даны, согласно работе [23], характеристики сваривания металлокерамических контактов из композиции ЦГ-1, состоящей из 82% Ag +17%ZnO+1% С. Осциллограмма тока I в цепи и падения напряжения в контактах ΔUк (рис. 158,а) показывают характер изменения их. Здесь область АВ характеризует разогрев контактов и увеличение I и ΔUк; область ВС характеризует область сваривания контактов, причем в точке В протекает ток сваривания Iгр и ему соответствует наибольшая величина ΔUк. Область CD характеризует процесс остывания контактов, когда ток I и ΔUк уменьшаются. По диаграммам тока I и ΔUк вычисляется сопротивление контактов R=ΔUк/I. Зависимость R=φ (Uк) показана на рис. 158, б, где участок АВ соответствует возрастанию тока, когда сопротивление контактов возрастает с увеличением температуры и ΔUк. Точка В, соответствует температуре контактной площадки, при которой наступает плавление металлического контакта. Сопротивление контактов на участке ВС резко падает, а ΔUк остается практически постоянным. Сопротивление контакта и величина ΔUк в точке С начинают уменьшаться. Участок CD характерен уменьшением тока, что указывает на процесс остывания контактов после сваривания. Ток сваривания контактов Iгр является функцией давления между контактами F и возрастает с увеличением давления (рис. 159) для контактов из серебра. Для тех же контактов на рис. 159 показана зависимость силы Ротр, необходимой для отрыва контактов друг от друга после их сваривания.
Таким образом, можно сделать основные выводы, вытекающие из предложенного в работе [23] метода испытания контактов на сваривание:
- испытание контактов в установившемся тепловом режиме позволяет отказаться от испытания импульсами тока и упростить методику испытания;
- применение водяного охлаждения практически не оказывает влияния на значение тока, при котором происходит сваривание контактов, и на температуру контактных площадок.
Для исключения возможности сваривания контактов электрических аппаратов при протекании больших токов существуют два пути: разработка конструкции контактов, которые исключают чрезмерное выделение тепла в контактах при протекании предельных токов, и подбор композиций для металлокерамических контактов с такими свойствами составляющих материалов, которые не свариваются при протекании через контакты предельных для аппарата токов, или могут свариваться лишь при весьма больших значениях токов.