Общие требования
Постоянные сварочные мастерские могут располагаться только в несгораемых помещениях. Небольшие сварочные постоянные работы разрешается выполнять в трудносгораемых помещениях при условии, что все сгораемые части зданий защищены слоем штукатурки или обиты железными листами по слою листового асбеста. Мелкие сварочные работы можно выполнять в непожароопасных цехах, в специальных кабинах размером не менее 2Х1,5 м. Стены кабин должны быть высотой 2 м и выполнены из несгораемого материала. Сгораемые полы не допускаются. При необходимости выполнения несистематических сварочных работ в цехах рабочее место ограждается несгораемыми щитами и ширмами.
Сварочные помещения необходимо оборудовать вытяжной вентиляцией. Сварочные генераторы и трансформаторы при работе на открытом воздухе нужно защищать от дождя и снега навесами из несгораемого материала.
Минимальная ширина проходов между стационарными сварочными агрегатами и вокруг стеллажей для сварки — 0,8 м. Наименьшее расстояние от сварочных трансформаторов до стен — 0,3 м.
Сварочные установки подключаются к сети через отдельный рубильник или контактор и предохранители.
Все электросварочные установки с источниками переменного или постоянного тока, предназначенные для сварки в особо опасных условиях (например, внутри металлических емкостей, в колодцах, туннелях, на панелях, в котлах, в отсеках судов, при наружных работах), должны иметь устройства автоматического отключения холостого хода (см. гл. 5) или ограничения напряжения холостого хода до 12 В с выдержкой времени не более 0,5 с (см. том II).
Длина первичной цепи между пунктом питания и передвижной сварочной установкой не должна превышать 10 м. Подвод тока к электроду необходимо выполнять гибкими изолированными проводами (например РГД, РГДО и РГДВ). Сечение их приведено в табл. 4.32. В качестве обратного провода можно применять гибкие провода или стальные шины, стеллажи, свариваемые конструкции при наличии надежного контакта.
Использование в качестве обратного провода сети заземления и металлических конструкций здания, коммуникаций и несварочного технологического оборудования запрещается.
Машины для контактной сварки разрешается устанавливать в непожароопасных цехах.
Корпуса сварочных агрегатов и один вывод вторичной обмотки (к которому присоединен обратный провод) необходимо занулять.
При работе со сварочными трансформаторами нужно соблюдать осторожность, не оставляя включенных вхолостую агрегатов. При холостом ходе вторичное напряжение может достигнуть 70— 75 В, что опасно для жизни.
Для экономии энергии и повышения коэффициента мощности сварочные трансформаторы необходимо оборудовать ограничителями холостого хода.
Таблица 4.32. Гибкие кабели с медными жилами для соединения электрододержателей полуавтоматических сварочных установок с источниками питания.
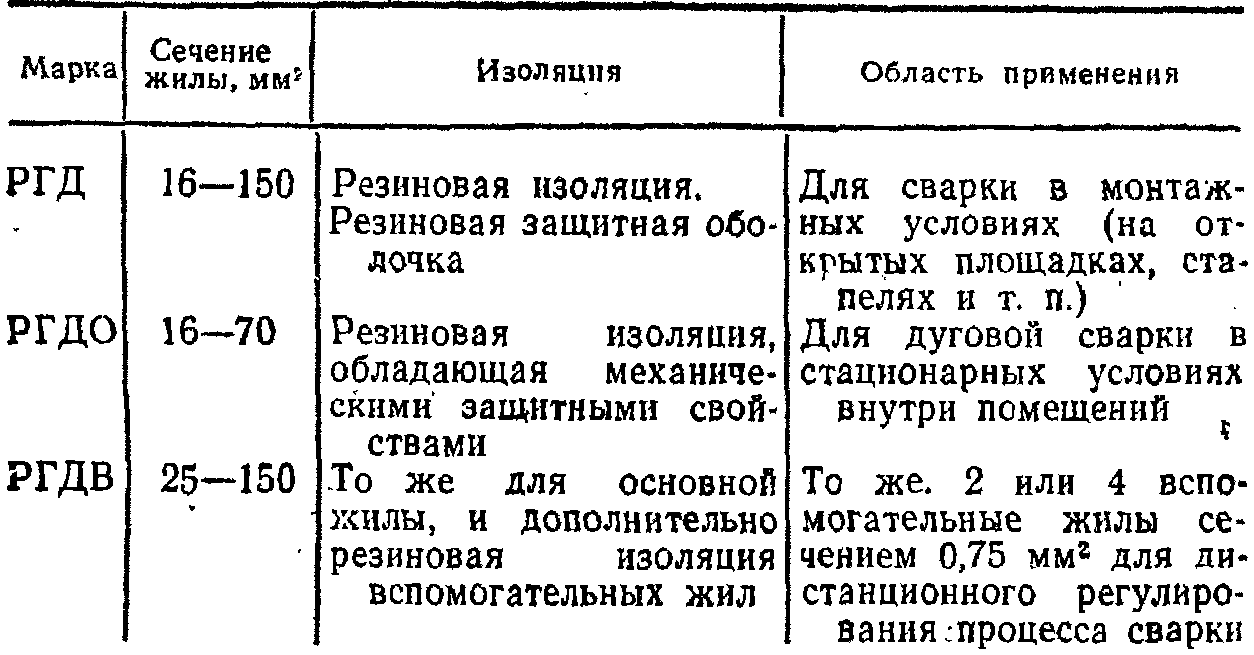
Примечание. Напряжение источников питания не выше 220 В переменного или постоянного тока.
Стабилизаторы дуги

Рис. 4.9. Стабилизатор тока сварочной дуги
Для поддержания устойчивости горения дуги переменного тока при ручной сварке плавящимся электродом применяют стабилизатор дуги. Стабилизация обеспечивается путем подачи на дугу в начале каждого периода (плюс на электроде) импульса напряжения. Выпускавшиеся до 60-х годов осцилляторы, применявшиеся для стабилизации дуги, в настоящее время не поставляются, так как служат источником радиопомех. Современные стабилизаторы дуги лишены этого недостатка. Они питаются от сети и обеспечивают стабилизацию сварочного тока от 80 до 800 А при колебаниях напряжения 220 В +10%—15%. Потребляемая мощность для формирования импульса 280 ВА. Обязательно зануление свариваемого изделия!
Схема стабилизатора и его внешних соединений указана на рис. 4.9 и 4.10.
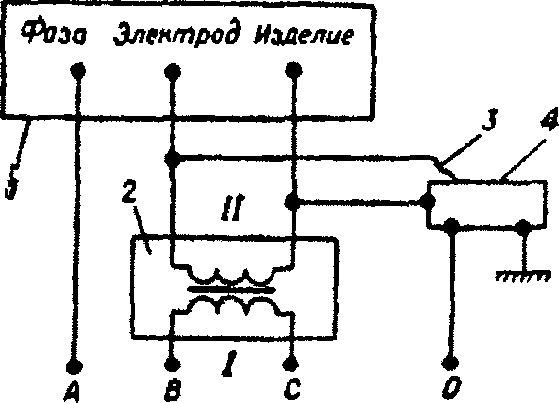
Рис. 4.10. Схема соединения стабилизатора дуги:
1 — стабилизатор; 2 — сварочный трансформатор; 3 — электрод; 4 — свариваемое изделие
Клемму «фаза» стабилизатора подключают к одной из двух фаз сети, питающих сварочный трансформатор, либо к третьей (свободной) фазе сети. Правильность выбора фазы определяют по длине дуги — при правильном выборе фазы дуга будет максимальной — 15—20 мм. При этом ток, потребляемый стабилизатором, будет 3—4 А во время сварки.
Таблица 4.33. Электросварочные трансформаторы


Примечания. 1. Меньшее значение вторичного напряжения соответствует рабочему режиму, большее — холостому ходу. 2. В графе "Сечение питающих проводов" в числителе — для медных, в знаменателе — для алюминиевых проводов.
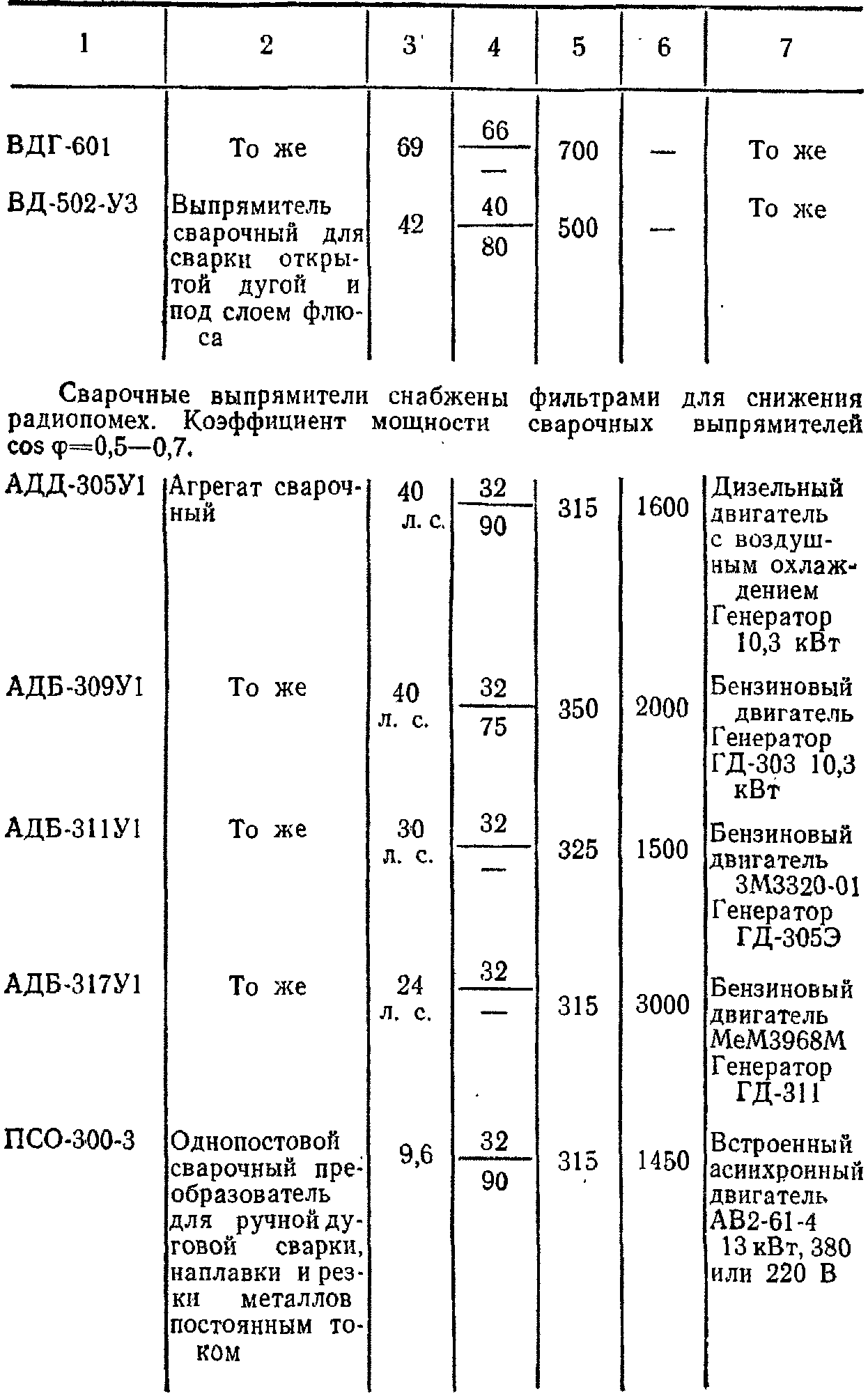
Таблица 4.34. Электросварочные генераторы, агрегаты, преобразователи
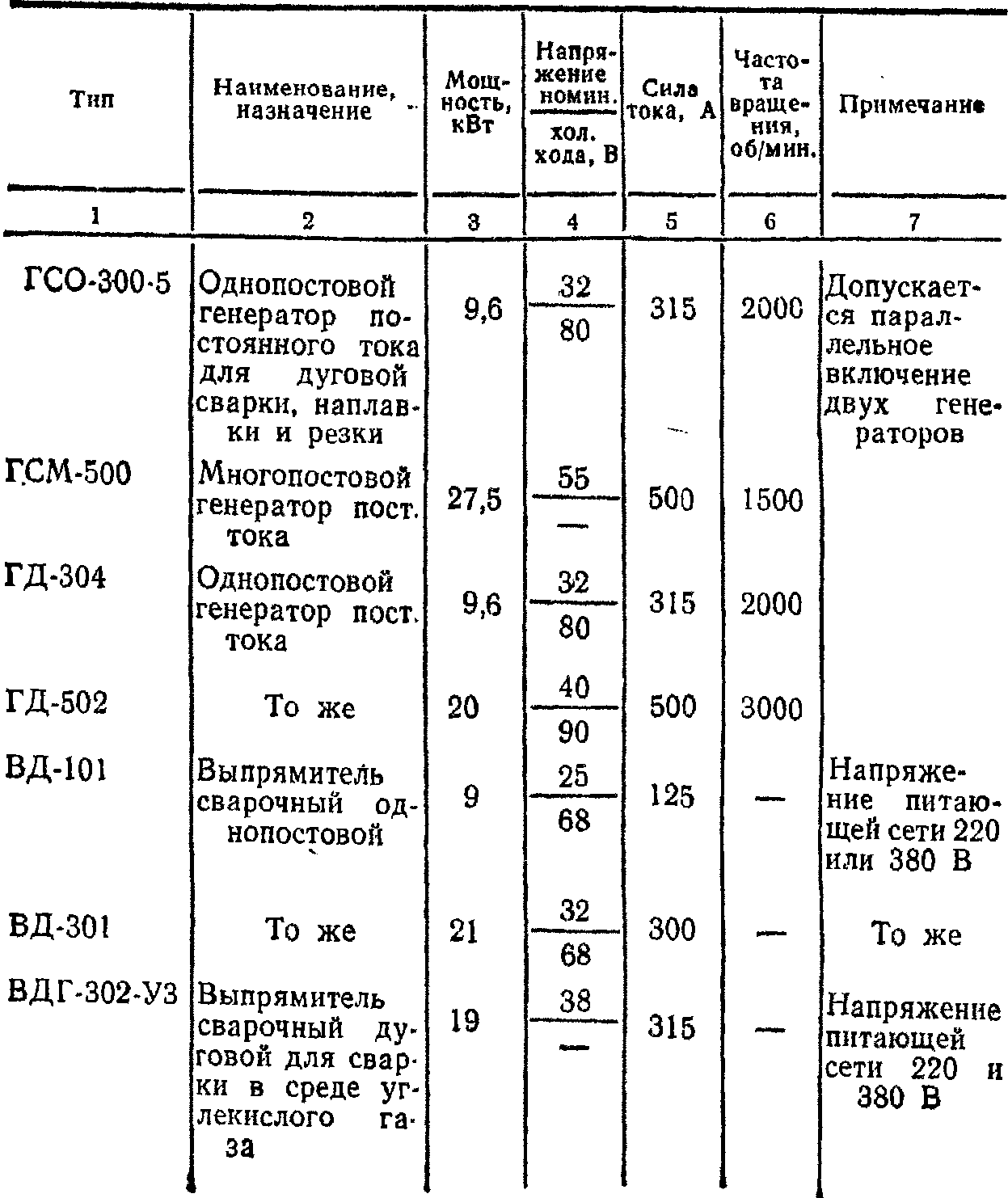
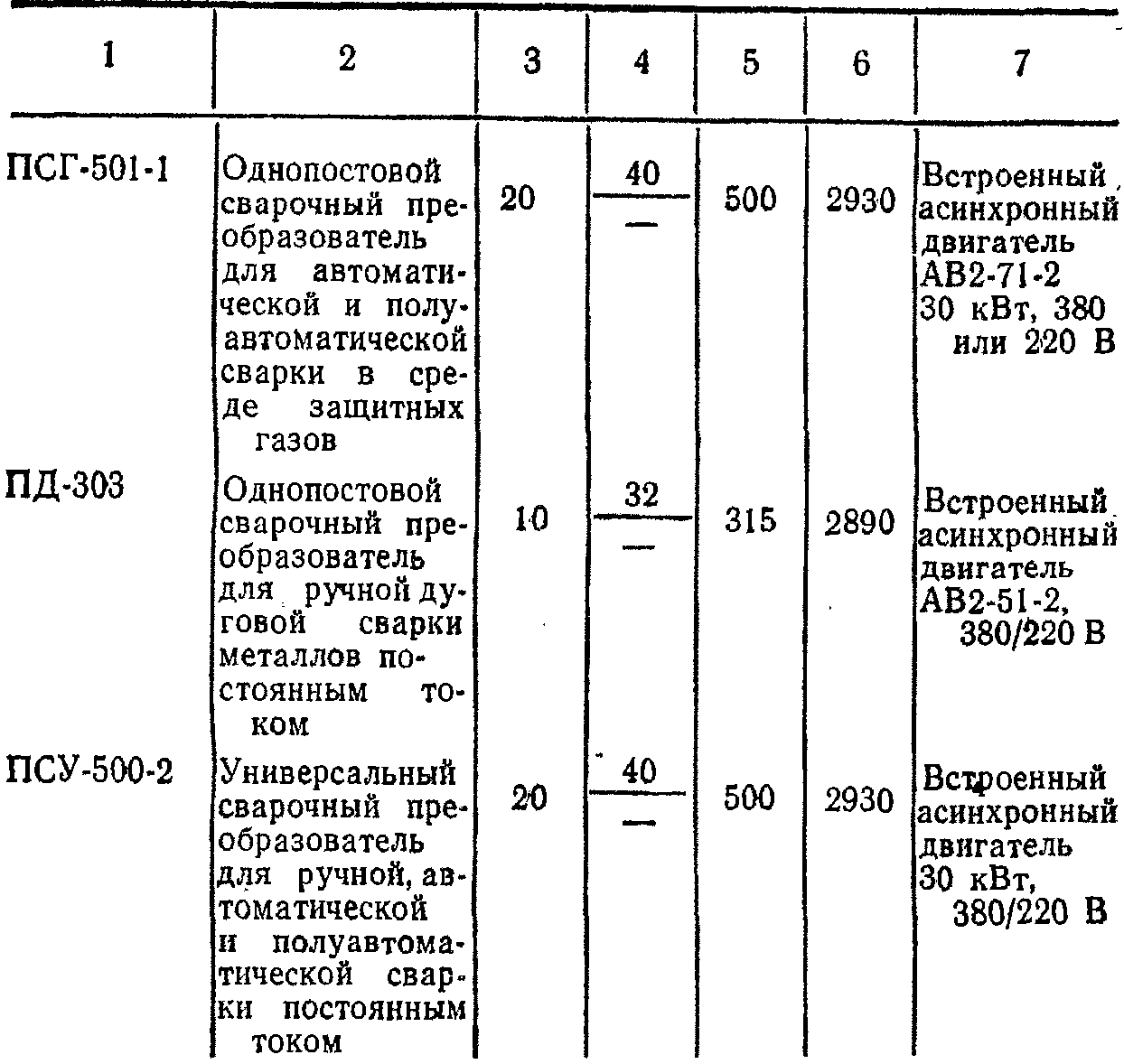
Коэффициент мощности сварочных преобразователей соs φ = 0,89—0,90.
При наладке стабилизатора нужно соблюдать осторожность, так как напряжение на конденсаторе С3 достигает 500 В.
Таблица 4.35. Машины для точечной сварки

Таблица 4.36. Сварочные шовные машины
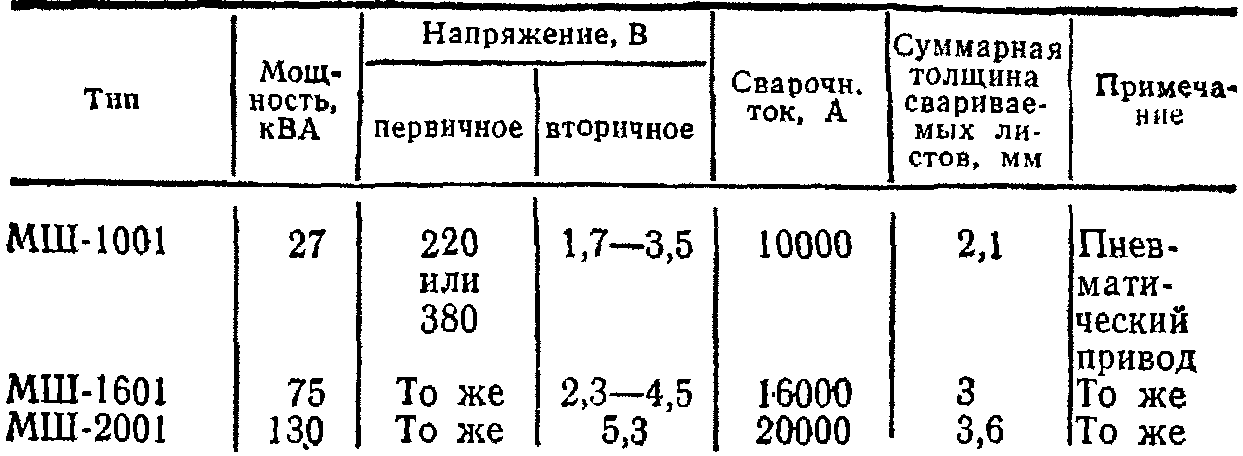
Таблица 4.37. Стыкосварочные машины

