§ 5. МОНТАЖ, ЭКСПЛУАТАЦИЯ И РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
Монтаж электрических машин
Монтаж электрических машин является ответственной операцией, осуществляемой по следующим этапам:
а) подготовка фундамента под двигатель; подрубка, вырав нивание и насечка поверхности фундамента для установки подкладок под плиту или салазки; очистка отверстий для фундаментных болтов; разметка осей симметрии для установки двигателя; разметка отверстий и гнезд для крепления двигателя;
б) установка крепежных деталей и опорных конструкций, которые заделываются цементным раствором;
в) распаковка электрических машин, очистка их от стружки и пыли, проверка изоляции обмоток и их целости, подтяжка болтов и винтов (особенно болтов, стягивающих железо статора);
г) насадка полумуфт, шкивов или шестерен на вал двигателя;
д) подъем и установка на фундамент, соединение с механизмом и закрепление на фундаментах;
е) центровка электрических машин, установленных на фундаментах;
ж) присоединение питающего кабеля к электродвигателям.
Различают три вида отклонений от правильного расположения валов — продольное, поперечное и угловое смещение.
При проверке по полумуфтам валы устанавливаются так, чтобы торцовые плоскости полумуфт были параллельны и расположены концентрично. Для этого необходимо совпадение образующих цилиндрических поверхностей обеих полумуфт и равенство зазоров между их торцами в любом положении. Зазоры по окружности полумуфт называют радиальными, а зазоры между торцовыми плоскостями полумуфт — осевыми.
Концентричность проверяют щупом по зазорам между скобами 1 и 3, установленными на полумуфтах 2 и 4 (рис. 49, а). В процессе центровки измеряют боковые зазоры а и угловые в (рис. 49, б) при помощи щупов, индикаторов или микрометров. Перед началом измерения полумуфты должны быть разъединены, а валы раздвинуты с тем, чтобы скобы и полумуфты при вращении валов не соприкасались. При помощи болтов 5 и 6 устанавливаются минимальные зазоры а и в. Зазоры измеряют таким образом, чтобы пластины щупа входили в зазор с ощутимым трением и на глубину не менее 2/3 своей длины. В связи с тем, что при измерении щупом неизбежны погрешности, результаты измерений следует контролировать.
При правильной центровке должны быть соблюдены следующие равенства: α1+α3=α2+α4 и b1+b3=b3=b4, т. е. сумма числовых значений четных замеров равна сумме числовых значений нечетных замеров. Практически можно считать, что замеры выполнены правильно, если разница между этими суммами будет составлять не более 0,03—0,04 мм.
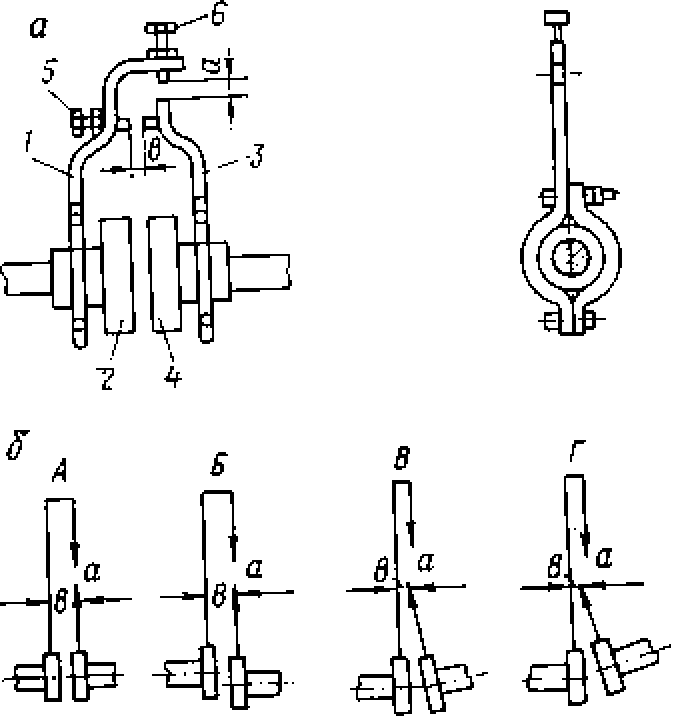
Рис. 49. Конструктивная схема установки валов электрических машин: а — центровка двухопорных валов при помощи одной пары радиально-осевых скоб; б — взаимное положение валов машин
Рассмотрим четыре взаимных положения валов машин (см, рис. 49, б).
В положении А валы расположены на одной прямой и центры их совпадают. Очевидно, что при одновременном проворачивании валов зазоры а и в должны оставаться неизменными.
В положении Б валы параллельны друг другу, но между ними есть сдвиг. При проворачивании валов угловые зазоры в остаются неизменными, а боковые зазоры а изменяются.
В положении В центры валов совпадают, но оси их расположены под углом. В этом случае при проворачивании валов меняются величины угловых зазоров в, а боковые зазоры сохраняются. Наконец, в положении Г центры валов сдвинуты и оси их расположены под углом. При проворачивании валов будут меняться величины как угловых в, так и боковых зазоров а.
Первое измерение зазоров а1 и b1 проводят, когда скобы находятся в верхнем положении. Затем валы проворачивают на 90° в направлении вращения приводного механизма или генератора и снова замеряют зазоры а2 и b2 при совпадении рисок на валах. Всего делают четыре замера при каждом повороте вала на 90° Пятый замер выполняют как контрольный, когда скобы снова приходят в верхнее положение. Величины зазоров в первом и пятом положениях скоб должны совпадать.
В зависимости от массы роторов валы проворачивают либо вручную, либо при помощи специальных приспособлений.
Перед присоединением питающего кабеля к зажимам обмоток машин переменного тока рекомендуется проверить правильность маркировки выводов фаз. Начала обмоток статора маркируются — с1, с2, с3, а концы — с4, сs, с6. Таким образом, к пер вой фазе относятся обозначения с1 и с4, ко второй — с2 и с5 третьей с3 и с6.
При отсутствии маркировки взаимную согласованность соединения обмоток проверяют индуктивным методом на постоянном или на переменном токе. Предварительно при помощи пробника либо мегомметра определяют попарно выводы каждой фазы.
При проверке напряжением постоянного тока батарею или сухой элемент подключают импульсом к выводам одной из фаз, к выводам других фаз поочередно присоединяют вольтметр постоянного тока. Путем присоединения вывода подбирают такое включение вольтметра, при котором в момент подключения батареи стрелка прибора отклоняется вправо. В этом положении против плюса батареи и минуса вольтметра находятся начала фазных обмоток.
При другом способе определения маркировки выводов две фазы обмотки статора соединяют последовательно (попарно) между собой и импульсами включают батарею; к третьей фазе присоединяют вольтметр.
Если первые две фазы соединены одноименными выводами, то вольтметр (или лампочка) покажет отсутствие напряжения на третьей фазе. В противном случае вольтметр (или лампочка) укажет напряжение.
В электроцехе можно изготовить простейший прибор для определения маркировки выводов (рис. 50). В нем применены: батарейка от карманного фонаря Б, малогабаритный миллиамперметр Г с нулем в середине шкалы, тумблер Т и кнопки 1, 2, 3 телефонного типа. Тумблер Т позволяет использовать прибор как пробник для определения выводов фаз обмотки электродвигателя. В этом случае следует включать тумблер Т и пользоваться зажимами О и П. Сопротивление резистора выбирают так, чтобы при замкнутых через обмотку электродвигателя зажимах О и П стрелка прибора Г отклонялась полностью.
Для определения маркировки выводов трехфазной обмотки электродвигателя последнюю произвольно собирают в звезду и выводы обмотки подключают к зажимам 1, 2, 3 и О прибора, как показано на рис. 50. Затем кратковременно поочередно нажимают кнопки 1, 2, 3, соответствующие этим зажимам, и записывают показания прибора. Если все три показания равны нулю, то схема обмоток собрана правильно; если же при двух измерениях прибор дает отклонения (например, при нажатии кнопок 1 и 3), а при одном измерении показания прибора равны нулю (например, при нажатии кнопки 2), то необходимо поменять местами выводы той фазы, номер которой соответствует номеру кнопки нулевого показания (в данном случае неверно включена фаза 2).
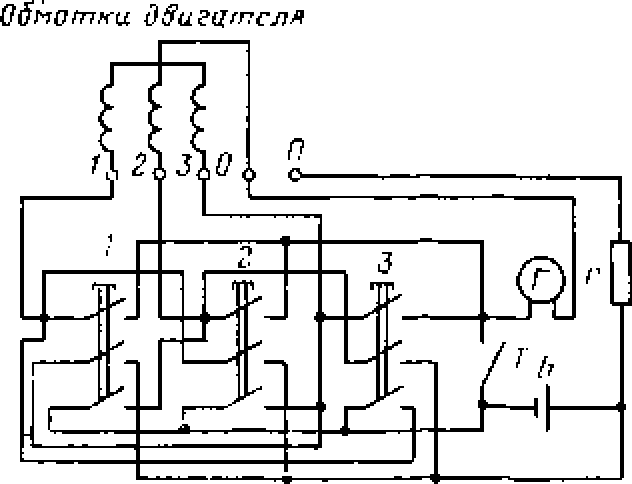
Рис. 50. Схема прибора для определения маркировки выводов обмоток статора