Глава вторая
ТЕХНОЛОГИЯ МОНТАЖА СИЛОВЫХ СЕТЕЙ
2-1. РАЗМЕТОЧНЫЕ РАБОТЫ
Перед монтажом электропроводки выбирают трассу для ее прокладки. Выбору трассы электропроводки предшествуют ее осмотр и изучение. При этом руководствуются чертежом проекта силовых электросетей и особенностями строительных элементов сооружения. Вначале производят разметку мест для пробивки отверстий, гнезд и ниш для закрепления электрооборудования. Затем размечают трассу электропроводки, намечают точки для проходов через стены и перекрытия, места установки соединительных и ответвительных коробок и крепежных деталей для кабелей, труб, стоек и других элементов электропроводки.
Разметка трасс для трубных проводок и шинопроводов требует точной привязки мест выхода концов труб и подхода шинопроводов к местам вводов у электроприемников. Разметку трасс осуществляют с помощью измерительных линеек, складных метров, рулеток, циркулей и других приспособлений. Главэлектромонтаж выпускает комплектные наборы инструментов и приспособлений для замеров.
При разметочных работах необходимо выдерживать расстояния между точками крепления и между самими электропроводками, установленные инструкциями и частично приведенные в соответствующих разделах данного учебного пособия.
Для того чтобы свести до минимума трудоемкие дыропробивные и крепежные работы, электромонтажники должны в период строительства сооружения устанавливать закладные детали для крепления электропроводок и электроконструкций. Такие закладные детали в виде отрезков стальных труб, круглой, полосовой или угловой профильной стали, а также других металлоконструкций разрабатываются в рабочих чертежах или в проекте производства электромонтажных работ (ППЭР) и изготовляются в мастерских монтажно-заготовительного участка (МЗУ) монтажной организации. При этом предусматривают последующее крепление электропроводок и электрооборудования к закладным деталям с помощью электросварки, болтов с гайками и другими способами.
Тщательная и полная разработка в рабочих чертежах проекта и в ППЭР закладных деталей, заблаговременная разметка и установка этих деталей по ходу выполнения строительных работ в значительной мере предопределяют высокую производительность труда в электромонтажном производстве.
2-2. СОЕДИНЕНИЕ И ОКОНЦЕВАНИЕ ТОКОПРОВОДЯЩИХ ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ
Монтаж контактных соединений и оконцевание медных и алюминиевых жил проводов и кабелей — ответственные операции, качество выполнения которых определяет надежность эксплуатации электрической установки. Поэтому в системе Главэлектромонтажа предписывается все операции по соединению и оконцеванию жил проводов и кабелей выполнять специально обученному персоналу, имеющему соответствующие удостоверения. В соответствии с инструкцией каждые три года проверяют квалификацию электромонтажников, допущенных к производству работ по соединениям и оконцеваниям жил проводов и кабелей, с обменом или продлением имеющихся у них удостоверений.
Наиболее широко применяют провода и кабели с алюминиевыми жилами. Алюминий по своим физическим свойствам значительно отличается от меди и требует более сложной технологии для осуществления контактного соединения. На воздухе алюминий быстро окисляется и поверхность его покрывается тугоплавкой с высоким электрическим сопротивлением пленкой окиси, затрудняющей пайку, сварку и опрессовку. Температура плавления пленки окиси алюминия составляет 2 000 °C, а у алюминия только 650—660 °C.
Другой особенностью алюминия является его низкий, по сравнению с медью, предел текучести. Сильно затянутое болтом контактное соединение алюминиевых пластин или жил со временем ослабевает.
Контактные соединения токопроводящих жил при эксплуатации подвергаются нагреву и охлаждению и должны быть устойчивыми к резким колебаниям температуры, к вибрациям и к влиянию окружающей среды, в которой могут содержаться влага, газы, пары кислот и щелочи. При коротких замыканиях в сети возможен значительный нагрев контактных соединений. Кратковременный нагрев токопроводящих жил при коротких замыканиях допускается до 200 °C для бумажной изоляции жил и до 150 °C для резиновой и поливинилхлоридной.
Оконцевание, соединение или ответвление токопроводящих жил может быть выполнено одним из четырех способов: опрессованием, сваркой, пайкой или с применением механических зажимов.
Опрессование производится методом местного вдавливания соединительной гильзы или трубчатой части наконечника одним, двумя или четырьмя вдавливаниями в зависимости от материала жил, типа гильз или наконечников.
Медные многопроволочные жилы сечением до 2,5 мм2 включительно соединяют опрессовкой с помощью ручных клещей типа ПК-2м и топкой медной или латунной ленты (фольги), как показано на рис. 2-1.
Ширина ленты 18—20 мм, толщина — 0,2—0,3 мм. Пуансон и матрица гребенчатые.
Алюминиевые жилы сечением 2,5—10 мм2 соединяют опрессованием в алюминиевых трубчатых гильзах (тип ГАО) с помощью ручных клещей типов ПК-1м и ПК-2м.
Как правило, ввод соединяемых проводов в гильзу производят с одной стороны, а опрессование — одним вдавливанием. Перед опрессованием концы жил и внутреннюю поверхность гильзы зачищают до металлического блеска и смазывают кварцевазелиновой пастой (для предохранения от окисления).

Рис. 2-1. Соединение и ответвление медных жил сечением до 2,5 мм2.
а — расположение жил при соединении; б — обертывание места соединения медной или латунной лентой; в — затяжка лент с помощью универсальных плоскогубцев; г — опрессовка в клещах ПК-2М; д — готовое соединение.
Однопроволочные медные и алюминиевые жилы сечением до 10 мм2 и многопроволочные до 2,5 мм2 включительно можно присоединять к контактам аппаратов без наконечников следующим образом: однопроволочные медные жилы до 2,5 мм2 изгибают в виде кольца, если окружающая среда имеет повышенную влажность, кольцо облуживают; многопроволочные медные жилы до 2,5 мм2 пропаивают и загибают в кольцо или же опрессовывают кольцевым наконечником — пистоном с помощью ручных клещей типа ПК-2М.
Однопроволочные алюминиевые жилы до 2,5 мм2 также могут быть присоединены к винтовым зажимам аппаратов (рис. 2-2) без наконечников, путем изгибания в кольцо, но при этом поверх последнего надевают ограничительную шайбу, звездочку и пружинную шайбу для предохранения от деформации алюминия под давлением. Кольцо зачищают до металлического блеска и смазывают кварцевазелиновой пастой.
Таблица 2-1
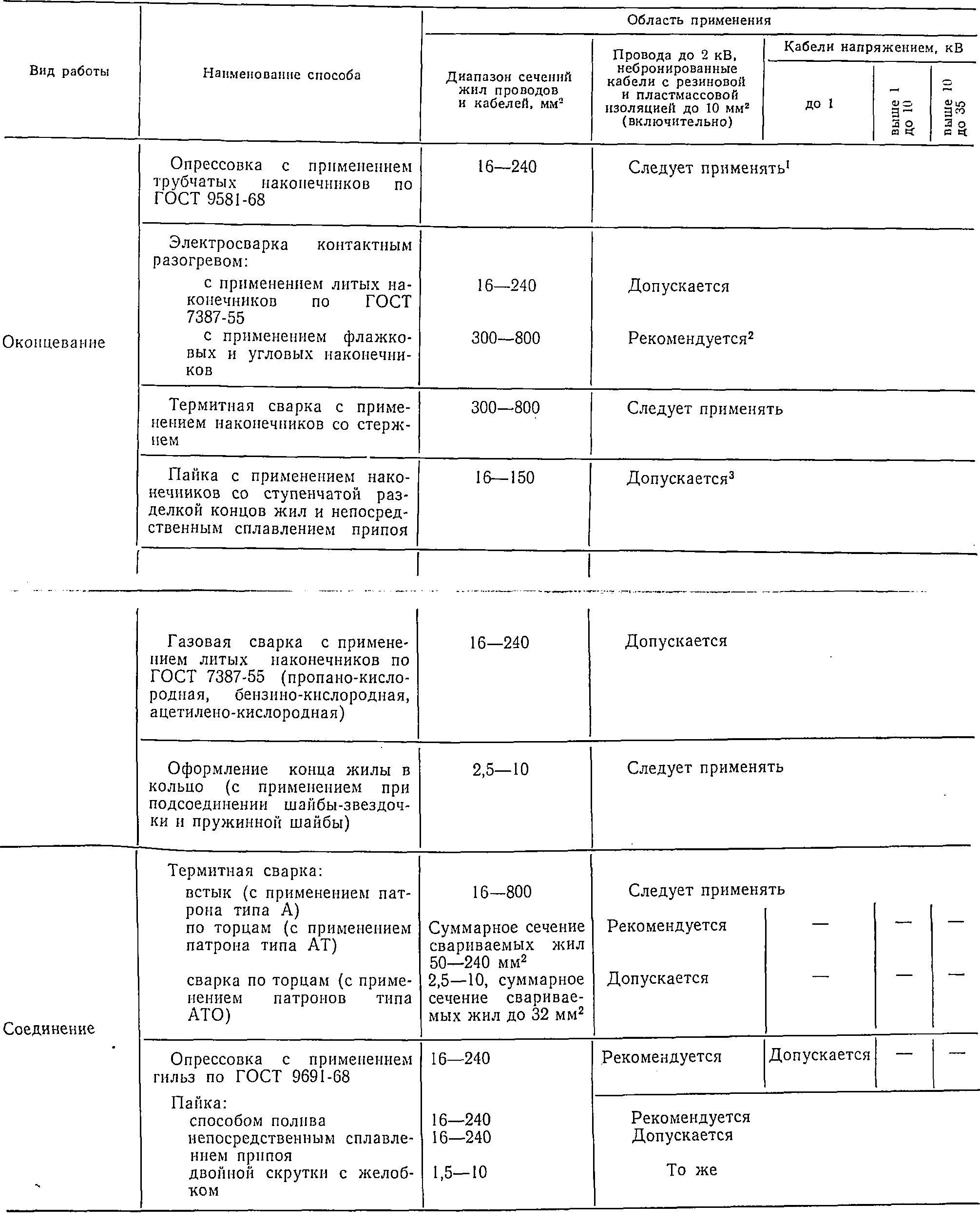


- Способ лучший, должен применяться в большинстве случаев.
- Способ один из лучших.
- Способ удовлетворительный (в ряде случаев вынужденный).
Таблица 2-2


Способ лучший и должен применяться в большинстве случаев.
- Способ один из лучших.
- Способ удовлетворительный, а в ряде случаев вынужденный.

Рис. 2-2. Присоединение алюминиевых однопроволочных жил к винтовым зажимам аппаратов.
а — при наличии резьбы в теле зажима; б — при креплении винтом с гайкой;
1 — звездочка; 2 — пружинная шайба.
Области применения различных способов оконцевания соединения и ответвления алюминиевых жил проводов и кабелей приведены в табл. 2-1 и медных жил — в табл. 2-2.
Соединение алюминиевых жил сечением 16—240 мм2 выполняют с помощью алюминиевых трубчатых гильз типа ГА, а оконцевание — с помощью наконечников: алюминиевых типа ТА и медно-алюминиевых типа ТАМ. Технология соединения алюминиевых жил опрессовкой показана на рис. 2-3, оконцевания — на рис. 2-4.
Опрессование соединительных гильз выполняют четырьмя местными вдавливаниями (рис. 2-3, з), наконечников — двумя. Для опрессования соединений и оконцеваний жил сечением 16—240 мм2 применяют прессы, показанные на рис. 2-5.
Опрессование соединений и оконцеваний медных жил сечением 4—240 мм2 выполняют аналогично опрессованию алюминиевых жил. При этом после зачистки медных жил до металлического блеска не требуется смазка кварцевазелиновой пастой. Опрессование на соединительной гильзе выполняют двумя вдавливаниями, на наконечнике — одним.
Подбор инструментов, гильз, наконечников, пуансонов и матриц в зависимости от материала и сечений проводов и кабелей производят по таблицам специальной инструкции.

Рис. 2-3. Соединение алюминиевых жил опрессовкой.
а — зачистка внутренней поверхности гильзы; б — смазка внутренней поверхности гильзы кварцвазелиновой пастой; в — концы жил со снятой изоляцией; г — зачистка жил; д — смазка жил кварцево-вазелиновой пастой; е — соединение, подготовленное к опрессовке; ж — опрессовка гильзы; з — опрессованное соединение; и — готовое соединение.
После опрессования необходимо убедиться в хорошем выполнении операции путем осмотра (лунки должны расположиться соосно и симметрично относительно середины) и измерения остаточной толщины h (рис. 2-6) в месте опрессовки. Размер h должен соответствовать таблице, которая приведена в инструкции.
Сварка.
Соединений оконцеваний токопроводящих жил методом сварки обеспечивают надежный электрический контакт и широко применяются в электромонтажном производстве. Преимущественное распространение имеют электрическая и термитная виды сварки; реже применяют пропановую, пропано-кислородную, ацетилено-кислородную и бензино-кислородную виды сварки (главным образом для оконцевания медных жил).

Рис. 2-4. Оконцевание алюминиевых жил опрессовкой.
а — зачистка внутренней поверхности наконечника; б — смазка внутренней поверхности наконечника кварцево-вазелиновой пастой; в — конец жилы со снятой изоляцией; г — зачистка конца жилы; д — смазка жилы кварцево-вазелиновой пастой; е — надевание наконечника на жилы; ж — опрессовка наконечника; з — опрессованный наконечник; и — готовое оконцевание.

Рис. 2-5. Инструмент для опрессования.
a — механический пресс типа РМП-7; б — гидравлический пресс типа РГП-7М; в — гидравлический пресс типа ГКМ; г — гидравлический приводной пресс типа ПГЭП-2.

Рис. 2-6. Измерение остаточной толщины.
а — измерение остаточной толщины в месте опрессовки специальным измерительным инструментом; б — измерение остаточной толщины штангенциркулем с насадкой.
Электросварку выполняют методом контактного разогрева с помощью тепла, выделяемого в месте контакта угольного электрода с металлом токопроводящей жилы или двух угольных электродов между собой. Для защиты от перегрева изоляции жил вблизи от места сварки применяют металлические охладители, отводящие и рассеивающие тепло; они же являются контактными зажимами для подключения цепи сварочного тока.
Для защиты алюминиевых жил от окисления и удаления оксидной пленки сварку производят с применением флюса. Для сварки алюминиевых жил рекомендуется применять флюс ВАМИ (хлористый калий 50%; хлористый натрий 30% и криолит марки К-20%). Флюс употребляется в виде пасты, получаемой в результате тщательного перемешивания порошкообразного флюса (100 частей по массе) с водой (30—40 частей по массе); перед сваркой пасту наносят тонким слоем на зачищенные до блеска жилы и присадочные алюминиевые прутки.
Место сварки жил для защиты от коррозии покрывают влагостойким лаком (например, глифталевым ГФ-95), изолируют лентой и покрывают этим же лаком. Возможно применение влагостойких лаков других марок (асфальтовый, эмалевый, поливинилхлоридный и др.).
Технология сварки алюминиевых жил сечением 2,5—10 мм2 между собой и с медными жилами сечением 2,5—4 мм2 показана на рис. 2-7. Сварку производят от понизительного трансформатора мощностью не менее 0,5 кВ-A при вторичном напряжении 9—12 В.
После образования расплавленного шарика угольный электрод отводят. Сварку алюминиевых жил сечением 2,5— 10 мм2 производят в клещах с двумя угольными электродами, как показано на рис. 2-8.

Рис. 2-7. Сварка жил с помощью угольного электрода.
а — положение жил и электрода при сварке; б — алюминиевые жилы, подготовленные к соединению; в и г — алюминиевые и медные жилы, подготовленные к соединению; д — сваренные алюминиевые жилы; е и ж — сваренные алюминиевая и медная жилы; 1 — держатель скрученных жил; 2 — электрододержатель; 3 — угольный электрод; 4 — жилы.

Рис. 2-8. Сварка алюминиевых жил в клещах с двумя угольными электродами.
а — в обойме; б — без обоймы; в — готовое соединение после сварки в обойме; г — готовое соединение после сварки без обоймы.

Рис. 2-9. Сплавление конца многопроволочной жилы в монолитный стержень.
а — положение жилы, электрода и охладителя при сварке; б — начало оплавления; в — образование и перемешивание ванночки расплавленного металла; г — присадка алюминиевого прутка; 1 — многопроволочная жила; 2 — форма; 3 — охладитель; 4 — провода к трансформатору; 5 — электрододержатель; 6 — угольный электрод; 7 — хомутик для крепления формы; 8 — присадочный пруток; 9 — асбестовая подмотка; 10 — металл в расплавленном состоянии.
Для механизированной сварки алюминиевых жил сечением 2,5—4 мм2 с угольным электродом применяют аппарат ВКЗ-1. Соединение сваркой многопроволочных алюминиевых жил сечением 16—240 мм2 выполняют в два этапа. На первом этапе конец многопроволочной жилы сплавляют в монолитный стержень в разъемной цилиндрической форме (рис. 2-9). Для этой цели применяют сварочный трансформатор мощностью 1—2 кВ-А при вторичном напряжении 8—9 В.
В качестве присадочных прутков используют алюминиевый провод сечением 2,5—4 мм2 (при сечении жилы выше 50 мм2 пруток свивают из двух жил).
На втором этапе производят сварку монолитных стержней (сплавленных концов жил) в открытой форме, как показано на рис. 2-10.

Рис. 2-10. Сварка оплавленных концов жил в открытой форме.
а — положение жил, электрода и охладителей при сварке; б — начало сварки; в — присадка алюминиевого прутка в ванночку; г — сплав заполнил полностью все пространство между жилами; д — готовое соединение жил; 1 — концы жил, очищенные от изоляции; 2 — сплавленные концы жил; 3 — форма для сварки; 4 — охладитель; 5 — электрододержатель; 6 — угольный электрод; 7 — присадочный алюминиевый пруток; 8 — пружина; 9 — асбестовое уплотнение; 10 — сварочная ванна; 11 — провода к трансформатору.
Соединение и ответвление нескольких многопроволочных алюминиевых жил может быть выполнено и в один этап при суммарном сечении жил 35—-240 мм2, путем сплавления в общий монолитный стержень (рис. 2-11).
Многопроволочные алюминиевые жилы сечением 16—240 мм2 оконцовывают литыми алюминиевыми наконечниками типа ЛА, привариваемыми к алюминиевой жиле (рис. 2-12).
Все работы по сварке контактным разогревом необходимо выполнять в защитных очках и в брезентовых рукавицах.

Рис. 2-11. Сварка жил сплавлением в общий монолитный стержень (сварка по торцам).
а — расположение жил при сварке в соединительных коробках; б — то же в охладителях, 1 — свариваемые провода; 2 — концы жил. очищенные от изоляции; 3 — цилиндрическая форма; 4 — охладители; 5 — электрододержатель; 6 — угольный электрод; 7 — присадочный алюминиевый пруток; 8 — пружина;
9 — провода к трансформатору
Термитная сварка не требует электроэнергии, газа и обеспечивает высокую надежность электрического контакта. Термитная сварка широко применяется при монтаже голых проводов воздушных линий электропередачи, а также при монтаже промышленных электрических сетей — для соединения жил проводов и кабелей.

Рис. 2-12. Приварка литого алюминиевого наконечника к алюминиевой жиле.
а — положение жилы, электрода и охладителей при сварке; б — оконцевание жилы наконечником, подготовленное к сварке; в — сплавление торца жилы; г — присадка алюминиевого прутка и расплавление венчика наконечника; д — готовое оконцевание; 1 — алюминиевая жила; 2 — нитяной бандаж; 3 — участок жилы, очищенный от изоляции; 4 — охладитель; 5 — наконечник; 6 — угольный электрод; 7 — присадочный пруток; 8 — расплавленный металл; 9 — поверхность накладываемой изоляции; 10 — электрододержатель; 11 — провода к трансформатору.

Рис. 2-13. Термитно-муфельная сварка изолированных алюминиевых жил кабелей. а — соединение жил сваркой встык термитными патронами марки А; б — соединение жил сваркой по торцам патронами марки АТ; 1 — соединяемые жилы, 2 — термитные муфели; 3 — присадочные алюминиевые прутки; 4 — алюминиевые колпачки для круглых и проволочных жил; 5 — алюминиевые втулки для сплошных секторных жил; 6 — стальные кокиле (формы).
Термитно-муфельная сварка изолированных алюминиевых жил кабелей показана на рис. 2-13. Для сварки встык (рис. 2-13, а) применяют патроны марки А. Для сварки жил по торцам (рис. 2-13,б) применяют патроны марки АТ. Термитный патрон состоит из внутреннего стального вкладыша (кокиля), покрытого термитной массой (смесь порошков магния и окиси железа), называемой термитным муфелем. Термитный муфель поджигают специальными термитными спичками, которые обеспечивают температуру около 1 000 °C, необходимую для загорания термитной массы. Температура горения муфеля достигает 2000° С. Термитные патроны типов А и АТ имеют литниковое отверстие, через которое вводится присадочный материал (алюминиевый пруток) для заполнения пустоты, образующейся при расплавлении алюминиевых жил.

Рис. 2-15. Приспособления для термитной сварки алюминиевых жил 16—240 мм2. 1 — охладители-клещи; 2 — винт для стягивания охладителей; 3 — соединительная планка; 4 — винт крепления планки; 5 — штатив, 6 — выдвижная стойка штатива; 7 — экран; 8 — сменная разрезная бронзовая втулка.

Рис. 2-14. Виды соединений изолированных алюминиевых жил проводов и кабелей, выполненных термитной сваркой.
а — соединение встык; б — соединение по торцам; в — ответвление по торцам; 1 — места сварки.
Виды соединений алюминиевых жил проводов и кабелей, выполненные термитной сваркой, показаны на рис. 2-14. Заводы Главэлектромонтажа выпускают специальные комплекты приспособлений для термитной сварки жил сечением 16—240 мм2. В комплекте предусмотрены алюминиевые охладители в виде колодок-клещей с набором сменных втулок, которые плотно охватывают оголенные участки жил вблизи места сварки и, отводя тепло, предохраняют изоляцию кабелей и проводов от опасных перегревов.
Термитный патрон надевают на жилу провода или кабеля и накладывают на оголенные участки жил, вводимых в охладитель, установленный на штативе (рис. 2-15). Последний входит в комплект приспособлений для термитной сварки. Концы соединяемых жил и присадочные прутки покрывают флюсом. При сварке флюс растворяет тугоплавкую пленку окиси алюминия, которая в виде шлака всплывает на поверхность. Помимо упомянутого выше флюса марки ВАМИ применяют флюс марки АФ-4а, предназначенный только для соединения жил кабелей в муфтах.
Жилы многожильных кабелей сваривают поочередно, хотя возможна одновременная сварка трех жил, однако в этом случае сильно осложняется работа. Главэлектромонтаж рекомендует поочередную сварку, начиная с жилы, расположенной сверху. Жилы, расположенные снизу от свариваемой, защищает от искр и теплового воздействия стальной экран с асбестовой накладкой. Кроме того, жилы, не участвующие в сварке, защищают поливинилхлоридными трубками и поверх них между жилами— асбестовым картоном.
При расплавлении алюминий прикипает к стенкам стального кокиля патрона. Для предупреждения прикипания внутреннюю поверхность стального кокиля патрона перед сваркой покрывают меловой пастой (мел, разведенный водой) или специальной кокильной краской. В качестве присадочного материала применяют прутки из алюминиевой проволоки диаметром 2 мм. Для сварки жил сечением 16—50 мм2 достаточно одной проволоки; для жил сечением 70—240 мм2 пруток скручивают из двух проволок.
Сварку по торцам можно также выполнять патронами марки А, но с кокилями без литникового отверстия и с алюминиевыми колпачками.
Разделка кабеля для подготовки к термитной сварке жил не отличается от его обычной разделки. С концов жил снимают изоляцию на длине: 50 мм — для жил сечением 16—25 мм2; 55 мм—35—50 мм2; 65 мм—95 мм2; 70 мм—150—185 мм2; 75 мм—240 мм2.
Перед тем, как надеть на жилы кабеля термитный патрон, надо придать жилам круглую форму соответственно форме кокиля; многопроволочные секторные жилы обжимают пассатижами, а сплошные секторные жилы опиливают с боков напильником так, чтобы алюминиевые втулки плотно садились на них.
Технология сварки изолированных проводов встык аналогична сварке жил кабелей.
Для сварки проводов по торцам (в общий монолитный стержень) концы проводов собирают в общий пучок. Изоляцию срезают на такой же длине, как и у жил кабеля; на место среза изоляции накладывают два-три витка бандажа. Затем пассатижами обжимают концы жил в пучке для получения круглой формы, зачищают наждачной бумагой и покрывают флюсом. Далее на торец пучка насаживают алюминиевый колпачок (втулку) и термитный патрон; кокиль уплотняют асбестовым шнуром, надевают охладитель и поджигают термитный патрон снизу. Одновременно через литниковое отверстие вводят присадочный пруток и перемешивают плавку до полного заполнения кокиля. По окончании горения муфеля в него вводят мешалку из стальной проволоки и выполняют плавно несколько круговых движений с целью облегчения выхода газов и шлаков, что предохраняет сварное соединение от образования раковин. После остывания соединение тщательно очищают от шлака и остатков флюса, протирают тряпкой, смоченной в бензине, и покрывают асфальтовым лаком.
Термитную сварку алюминиевых проводов по торцам (рис. 2-16) применяют для соединений в ответвительных коробках.
Для того чтобы выполнять термитную сварку изолированных проводов, электромонтажнику надо пройти обучение и приобрести навыки сварки на опытных образцах. Качество сварки на опытных образцах проверяют вырыванием отдельных проволочек из монолитной части соединения; при хорошем качестве сварки проволочки отрываются от соединения и имеют в месте отрыва сужение сечения. Обрыв проволочек непосредственно от монолитной части соединения, а также отсутствие сужений их сечения в месте отрыва свидетельствуют о допущенном пережоге металла. Электромонтажнику необходимо продолжать тренировку до получения необходимых навыков по качественной сварке. На сварном соединении не допускаются раковины глубиной более толщины алюминиевой втулки или колпачка. Хорошее качество сварки обеспечивает электрическое сопротивление места сварки — не выше сопротивления целой жилы на той же длине, и достаточную механическую прочность — не ниже прочности отожженного алюминия того же сечения.

Рис. 2-16. Термитная сварка алюминиевых проводов по торцам и ответвительной коробке.
1 — термитный патрон; 2 — алюминиевый колпачок; 3 — провода; 4 — присадочный пруток; 5 — кокиль (формочка); 6 — асбестовая подкладка; 7 — охладитель; 8 — уплотнение асбестовым шнуром ; 9 — коробки.
При термитной сварке жил проводов и кабелей необходимо строго соблюдать правила техники безопасности, учитывать высокую температуру горения спички и термитной смеси. При неосторожном обращении с последними можно получить травмы.
К термитной сварке допускаются электромонтажники не моложе 18 лет после прохождения специального обучения и проверки знаний по технике безопасности. Термитную сварку, как и любой другой вид сварки, производят в рукавицах, кожаных ботинках, головном уборе и в маске для электросварщика или в очках со стеклами типа ТИС-1. Особую осторожность необходимо соблюдать при обращении с термитными спичками, которые не гаснут на ветру и даже в воде. Заранее надо отметить место, безопасное для сбрасывания несгоревших спичек.
На монтажных участках термитные патроны хранят небольшими партиями массой не более 25 кг в металлических шкафах или ящиках. Термитные спички, которые в отличие от термитных патронов легко воспламеняются, необходимо хранить в отдельных от патронов металлических ящиках, выложенных внутри асбестом и размещаемых на расстоянии не ближе 5 м от отопительных приборов и 1 м от сгораемых конструкций.
Термитная сварка однопроволочных алюминиевых проводов сечением до 10 мм2 включительно разработана в системе Укрглавэлектромонтажа. Для этой цели применяют патрон марки АТО (алюминиевый, термитный, однопроволочный), состоящий из трубчатого металлического кокиля и термитного кольца. Ниже приведены данные для выбора термитных патронов марки АТО в зависимости от сочетания проводов в скрутке.

Технология сварки состоит в следующем: на длине 30—35 мм с проводов снимают изоляцию, зачищенные концы скручивают, на скрутку надевают патрон и поджигают его термитной спичкой. После сгорания термитной массы алюминиевую плавку слегка осаживают проволочной мешалкой без погружения мешалки в расплавленный алюминий; таким путем достигается разрушение оксидной пленки.
После остывания кокиль со скрутки не снимают, шлак сгоревшего патрона скалывают плоскогубцами, а скрутку изолируют поливинилхлоридной лентой пли полиэтиленовым колпачком.

Рис. 2-17. Ответвительные зажимы.
а —зажимы; б — зажимы в тройниковом корпусе У730—У733; в — зажим в тройниковом корпусе У857—У860; г — зажим в крестообразном корпусе У740—У743.
Соединение проводов с помощью механических сжимов позволяет осуществить ответвление от провода без его разрезания. Для этой цели Главэлектромонтаж выпускает специальные ответвительные зажимы в пластмассовых корпусах, показанные на рис. 2-17. Внутри корпусов имеется квадратный зажим из штампованных пластин, затягиваемых по углам четырьмя винтами; зачищенные от изоляции участки соединяемых проводов закладывают между пластинами. После зачистки и протирки бензином жилы проводов покрывают тонким слоем кварце-вазелиновой или цинко-вазелиновой пасты.